Производство брони для нужд флота в Российской империи
Данный очерк посвящен деятельности русских промышленных предприятий, выпускавших броню для флота, от времен зарождения броневого производства в России до прекращения существования Российской империи как государственного образования.
Основной акцент в нем сделан на хронологию освоения выпуска тех или иных типов корабельной брони, ряд статистических показателей в работе изготавливавших ее заводов, а также отдельные технические аспекты, как характеризующие качество самой брони, так и частично раскрывающие технологические процессы ее выпуска.
Определенный разнобой в стилистике подачи данных вызван различными подходами к освещению деятельности конкретных предприятий в основных использованных источниках – изданных в 1903, 1908 и 1913 годах исторических очерках развития Адмиралтейских Ижорских и Обуховского сталелитейного заводов.
Также, прежде чем перейти к основной части повествования, хотелось бы обратить внимание на следующие моменты:
1) встречающиеся по тексту встречаются сугубо личные суждения автора, как носящие потенциально спорный характер, выделены курсивом;
2) поскольку в ходе работы над материалом в ряде источников были выявлены безусловные ошибки, таковые ошибки по тексту отмечены жирным курсивом;
3) основные используемые в тексте единицы измерения имеют следующие значения: фут – 0,3048 м, дюйм – 25,4 мм, пуд – 16,38 кг, метрическая тонна – 1000 кг, «длинная» (английская) тонна – 1016 кг (если нет упоминания, какая именно тонна имеется в виду, значит, его не было и в первоисточнике); при пересчете из неметрических единиц в метрические конечные цифры в ряде случаев округляются исходя из общих соображений разумной достаточности;
4) приводимые выдержки из источников, использующих старую орфографию, изложены в соответствии с современными правилами правописания, но без искажения содержания текста.
1. Первые шаги.
Испытания первых отечественных железных броневых плит, по данным Р.М.Мельникова, проводились в течение 1855 года и выявили множественные препятствия на пути формирования данной отрасли производства. Основным из них было то, что выпуск именно плит в привычном понимании в указанное время еще не удавался. Поэтому приходилось довольствоваться лишь довольно узкими железными полосами (наборной броней по выражению Мельникова).
Например, для несамоходных батарейных плотов, строившихся на Балтике в 1856 году, железные полосы поставлял царскосельский купец Мейнгард – кованые толщиной 50,8 мм и 114 мм и прокатные толщиной 25,4 мм. 114-мм полосы при этом имели длину 1,3 м и ширину 254-305 мм, 50,8-миллиметровые – соответственно 2-2,44 м и 254-305 мм, а 25,4-миллиметровые – 3,66 м и 406-431 мм. Причем порой тонкие полосы для образования необходимой толщины накладывались на защищаемые места в несколько слоев – как в случае с многослойной броней бортов, башен и рубок из 25,4-мм железа производства Ижорских заводов на мониторах типа «Ураган» (хотя для их башен 120 25,4-мм листов общим весом 4497 пудов (73,66 метрической тонны) по данным Р.В.Кондратенко были также куплены у американского завода «Альбот и сыновья» в Балтиморе).
В 1858 году после получения сведений из Англии и Франции об испытаниях там броневых плит и предстоящей закладке первых мореходных броненосцев Великий князь Константин Николаевич поднял перед императором вопрос о проведении и в России подобных исследований. В сентябре 1860 года военно-морским агентом в Англии генерал-адъютантом графом Путятиным была предоставлена информация об изготовлении на местных заводах броневых плит. Также им были высланы в Россию шесть броневых плит, из которых две железные и две стальные были изготовлены в Англии и еще две – во Франции. Их опытный расстрел дал хорошие результаты – и необходимый толчок для организации собственного броневого производства. Для нужд такового в 1860-1861 годах были отпущены средства на переоборудование и реконструкцию Адмиралтейских Ижорских заводов и Кронштадтского Пароходного завода. Кроме того, Морское министерство вело переговоры о предстоящем увеличении поставок с «Уральскими горными, Путиловским и Камско-Воткинскими» заводами. При этом Путиловский и Адмиралтейские Ижорские заводы уже с 1860 года смогли приступить к изготовлению первых образцов плит.
Чуть позже первые плиты изготовил и Кронштадтский Пароходный завод. К концу 1861 года этот завод испытал несколько плит собственного производства, расстреливая их из орудий наибольшего калибра. К сожалению, плиты заметно уступали зарубежным из-за неоднородности и плотности. Поэтому следующие плиты завод изготовил, уже произведя их отжиг. Для этого плиты после проковки нагревались в течение 18 часов докрасна и затем, засыпанные толстым слоем мелкой золы без притока воздуха, постепенно охлаждались.
Тем не менее, несмотря на подобные технологические усовершенствования, получающиеся в итоге плиты не удовлетворяли требованиям прочности. Некоторый же прогресс по данным исследований Р.В.Кондратенко наметился лишь позднее, когда приступили к постройке первого броненосного корабля Российского флота – канонерской лодки «Опыт». Данное железное судно водоизмещением в 270 тонн имело только небольшое прикрытие для 60-фунтового орудия в носовой части. Для устройства этой защиты потребовалось отковать четыре нижних плиты длиной 13 футов (3,96 м), шириной 3 фута (0,91 м) и толщиной 2,5 дюйма (63,5 мм), а также несколько верхних той же длины, но шириной уже в 4 фута (1,22 м) и толщиной 4,5 дюйма (114 мм). Две плиты общим весом 1007 пудов (16,49 метрической тонны) изготовил Кронштадтский Пароходный завод, остальные – Адмиралтейские Ижорские заводы.
Также Р.В.Кондратенко указывает, что в 1861 году броневые плиты отковывались не только Ижорскими и Пароходным заводами, но и Камско-Воткинским горным, а также заводом Берда. Однако поначалу прочность плит всех названных производителей оставляла желать лучшего. В силу этого до появления собственной качественной брони русское Морское ведомство вынуждено было закупать таковую за границей. А для планомерного испытания различных образцов брони на Волковом поле рядом с Ижорскими заводами в 1861-1862 годах был сооружен полигон.
Говоря о технологических особенностях производства брони в рассматриваемый период, необходимо отметить, что по информации Р.В.Кондратенко в те годы уже широко применялась прокатка броневых плит, хотя и считалось, что катаные плиты уступают в прочности кованым. Но принципиальных различий между данными технологиями не было, как свидетельствуют приводимые Р.В.Кондратенко сведения о процессе производства брони на двух английских предприятиях – кованой на заводе «Thames Iron Works» и прокатанной фирмой «J.Brown&C» на ее заводе «Атлас». И в том, и в другом случае заготовками для плит служили полосы толщиной 1 дюйма (25,4 мм) и шириной 6 дюймов (152 мм) у первой компании и 12 дюймов (305 мм) у второй, которые складывались вместе и в процессе неоднократной проковки либо прокатки постепенно формировались в плиты нужных размеров и толщины.
В марте 1864 года морским ведомством России было принято решение о строительстве на отечественных верфях второй серии броненосных кораблей, которые отличались бы большей боевой мощью и лучшей мореходностью. Предполагалось начать в 1864 году постройку четырех железных броненосных судов «большого ранга» и четырех судов «меньшего ранга» с тем условием, «чтоб суда и механизмы строились в России и по возможности из русских материалов, с отступлением от сего в случаях только крайней необходимости, и притом не иначе, как по особому каждый раз разрешению г. управляющего Морским министерством».
И к 1866 году обеспечить Морское министерство необходимым для выполнения данных планов металлом и броней после ряда реконструкций смогли Адмиралтейские Ижорские заводы и Камский железоделательный завод горного ведомства. А вот Кронштадтский Пароходный завод на то время в известных автору источниках в качестве производителя брони уже не фигурировал.
О деятельности Ижорских заводов будет подробно рассказано ниже. Второе же из названных предприятий, судя по имеющейся информации, было причастно на определенном этапе к выпуску исключительно железной корабельной брони. Причем в отдельных случаях объемы его поставок даже опережали таковые у будущего флагмана броневого производства в лице Ижорских заводов. Так, для башенных броненосных фрегатов «Адмирал Спиридов» и «Адмирал Чичагов» потребовалось по 112 плит суммарным весом около 35 000 пудов (573,3 метрической тонны) на каждый. Из них лишь по 50 плит на корабль изготовили Ижорские заводы – остальные плиты были произведены на Камском заводе.
В этой связи интересно также указание в сборнике статей «Первые русские мониторы» на то, что железную броню для башенных броненосных лодок «Русалка» и «Чародейка» изготавливали Ижорские и Воткинские заводы. Однако имеющаяся там же выдержка из журнала «Морской сборник» № 6 за 1866 год расставляет все точки над «i» в данном вопросе. Согласно ей из 116 «блиндажных плит» на обе лодки (по 399 тонн брони на каждую по данным В.Ю.Грибовского) 80 были выделаны на Камском железоделательном заводе горного ведомства, а остальные 36 – на железопрокатном заводе Адмиралтейских Ижорских заводов.
Таким образом, учитывая имеющееся в сети Интернет описание истории Камских заводов как группы производств, в которую входил и Воткинский завод, в литературных источниках, повествующих о первых русских броненосных кораблях, под «Камско-Воткинскими», «Воткинскими» и «Камским» заводом, по всей видимости, имеется в виду все-таки одно и то же предприятие – Камский железоделательный завод горного ведомства.
Говоря о Камском заводе, остается лишь добавить, что его опытные плиты по данным Р.В.Кондратенко в октябре 1865 года прошли испытания стрельбой на Волковом поле и оказались «вполне удовлетворительными», хотя и хуже плит английской фирмы «J.Brown&C».
Впрочем, в вышеназванных случаях, как и в последующих двух разделах, мы ведем речь почти исключительно о вертикальной корабельной броне (бортовая броня поясов, казематов, траверзное бронирование, плиты, защищающие стены башен, боевых рубок, дымоходы и элеваторы боезапаса). Обусловлено это тем, что на заре броненосного судостроения в России, как и во многих других странах, горизонтальному бронированию кораблей уделялось меньше внимания в сравнении с вертикальным. Так, на заложенных в 1863 году мониторах типа «Ураган» крыша башни была прикрыта лишь наложенными на железные рельсы 12,7-мм листами с отверстиями в них для вентиляции. А часть из них изначально имела только деревянный настил верхней палубы, и защитой ее от навесного огня обзавелась лишь примерно после 1876 года – для этого 12,7-мм листы брони размером 2,7х0,98 м положили в два слоя прямо на палубу. При этом для мониторов «Ураган», «Тифон», «Стрелец», «Единорог» и «Вещун» палубную броню изготовили, подогнали по месту, пронумеровали, просверлили, заготовили болты – и сдали на склад.
Однако важность надежной защиты палуб, крыш башен и боевых рубок была осознана достаточно скоро – уже в 1864 году на броненосной лодке «Смерч» верхнюю палубу и крышу боевой рубки прикрыли 25,4-мм плитами, а крышки машинных люков – даже 38,1-мм. Но броню для «Смерча» делали британские предприятия – а развитию производства горизонтальной корабельной брони непосредственно в России здесь будет посвящен отдельный раздел.
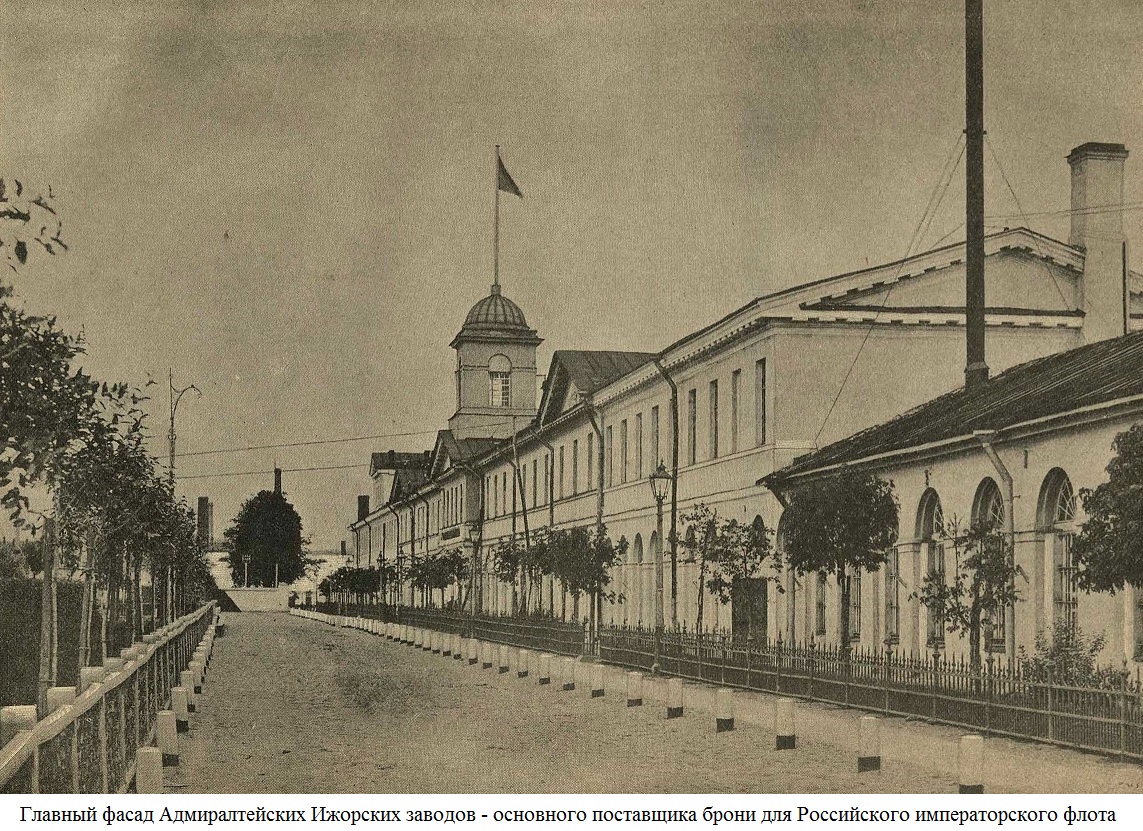
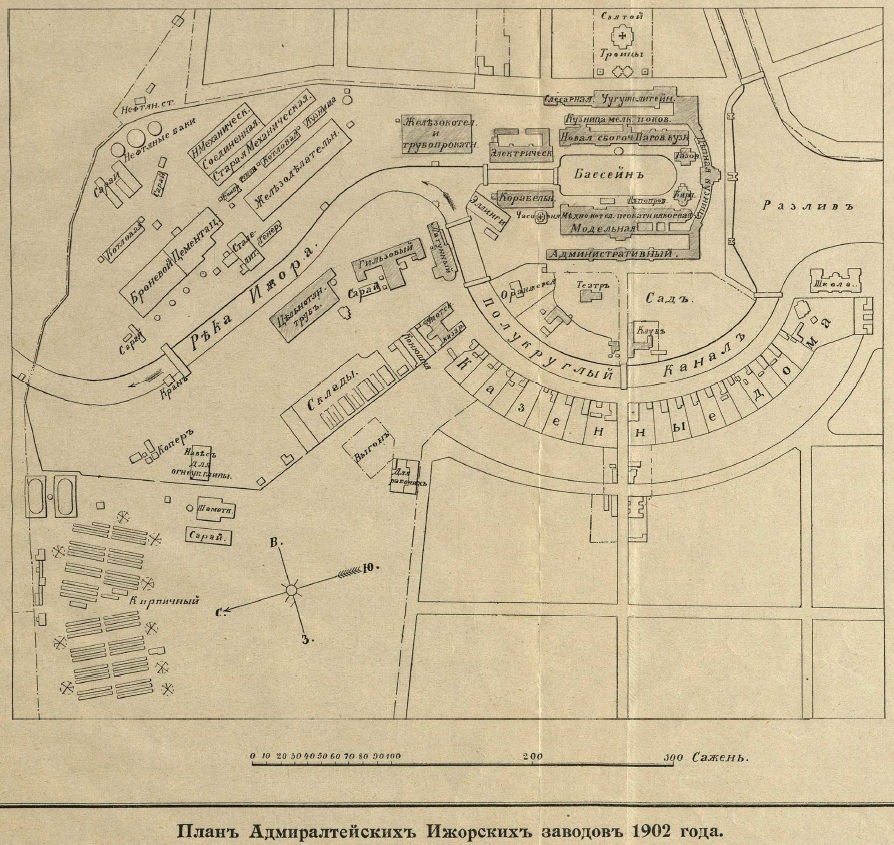
2. Адмиралтейские Ижорские заводы.
Названное предприятие стало исторически первым специализированным изготовителем корабельной брони в России и выпускало за время своего существования следующие ее типы.
2.1. Железная броня.
Еще в 1859 году Морской Ученый Комитет, рассматривая варианты изготовления корабельной брони, предложил начальнику Ижорских заводов полковнику К.И.Швабе отлить и отковать «в якорном заводе, из лучшего сибирского железа» броневые плиты толщиной в 4,5 дюйма (114 мм), длиной в 8 футов (2,44 м) и шириной в 3 фута (0,91 м). Но эта попытка, как и попытка изготовить в 1861 году железную плиту длиной в 15 футов 10 дюймов (4,83 м), оказалась неудачной, а получившиеся плиты были расстреляны на Волковом опытном поле.
Собственно, такой результат предопределил оснащение сооружавшихся в 1863-1865 годах мониторов типа «Ураган» ижорской вертикальной броней, набранной из 25,4-мм листов железа. При этом по проекту вес их бортовой брони (330 листов) составлял 12 740 пудов (208,7 метрической тонны), вес вертикальной брони башни (примерный по подсчетам автора) – около 127 метрических тонн, вес боевой рубки – 1650 пудов (27,0 метрических тонн), вес блиндированного кожуха дымовой трубы – 750 пудов (12,3 метрической тонны). Палубная броня – 600 листов толщиной в 12,7 мм – весила 6740 пудов (110,4 метрической тонны).
Но еще до начала строительства указанных кораблей было принято решение о сооружении в составе Ижорских заводов большого железопрокатного завода, который мог бы изготавливать в том числе и броню в виде толстых плит. 29 октября 1862 года последовало Высочайшее соизволение на устройство такого завода на восточном берегу реки Ижоры. Здание для него было «вчерне» закончено в 1863 году, а с 1865 года завод уже действовал половиной своих мощностей, включая производство железа в пудлинговом отделении. И, вероятно, именно на нем были изготовлены заказанные Ижорским заводам 8 плит (по 4 на каждый корабль) для защиты тарана на фрегатах «Севастополь» и «Петропавловск», перестраивавшихся в броненосные как раз в это время.
Прочая броня двух названных кораблей изготавливалась в Англии на заводе Броуна в Шеффилде (в литературе встречаются два наименования этого предприятия – завод Броуна и завод «Браун и К»; здесь для простоты далее будет употребляться первое из них). Для «Петропавловска» это была еще 261 «железная прокатная» плита (размеры большинства из них – 4,88х0,92 м) общим весом 50 587 пудов (828,6 метрической тонны), обошедшаяся с учетом доставки в Кронштадт в 194 331 рубль 9,5 копейки (без учета таможенных пошлин).
Для «Севастополя» англичане выполнили 310 плит, имевших в средней части корабля длину 4,82 м и ширину 0,85 м, общим весом около 55 050 пудов (901,7 метрической тонны) по цене 240 000 рублей серебром (собственно броневой материал – 189 356 рублей 50 копеек, доставка в Россию – 9677 рублей 50 копеек; остаток приходится на таможенные пошлины). Примерный общий вес заказанных в Англии плит здесь вычислен по приводимым В.Ю.Грибовским сведениям об их попудной стоимости, взятым из журнала «Морской сборник» № 9 за 1864 год (3 рубля 44 копейки за пуд без доставки и 3 рубля 61,5 копейки с доставкой). Вместе с тем имеющаяся в сборнике «Первые русские броненосцы» ссылка уже на другой номер того же журнала (№ 1 за 1865 год) говорит об общем весе всех 314 плит в размере «около 860 тонн». Но первая цифра, по мнению автора, выглядит все же достовернее.
В целом завод Броуна в те годы являлся основным зарубежным поставщиком брони для русского флота. Помимо заказов для «Севастополя» и «Петропавловска», он обеспечил выпуск 8-дюймовых (203 мм) железных плит для броненосной лодки «Смерч», а также изготовил 202 плиты бортовой «железной прокатной» брони броненосной батареи «Не тронь меня» (и, видимо, как и для «Первенца», 8 плит боевой рубки). И опять-таки его авторства аналогичные плиты в количестве 159 штук весом в 36 863 пуда 25 фунтов (603,8 метрической тонны), стоимость которых с учетом доставки в Кронштадт составила 127 711 рублей 17,5 копейки (эта цифра, как и в случае с «Петропавловском», похоже, не учитывала таможенные пошлины), пошли на бронирование батареи «Кремль».
Куда скромнее был вклад еще двух британских предприятий. Так, основную часть «железной прокатной» брони для броненосной лодки «Смерч» (общий вес ее брони по данным Р.М.Мельникова – около 360 тонн) произвел завод «Биль и К». Также материалы из журнала «Морской сборник» № 1 за 1865 год говорят о весе бортовой брони с болтами в 214 тонн, а «блиндированной капитанской рубки» с подкладкой и креплением – 9,65 тонны (именно на нее, по-видимому, пошли плиты завода Броуна – но эта цифра явно занижена, так как, судя по размерам рубки на чертежах и фотографиях, при 8-дюймовой броне она должна быть примерно втрое больше). Вес вертикальной брони башен «Смерча» по подсчетам автора – примерно по 37 метрических тонн на каждую.
Кроме того, Темзенской компанией была изготовлена кованая железная броня для броненосной батареи «Первенец» (в количестве около 200 бортовых плит, исходя из анализа приводимого И.И.Черниковым чертежа, и 8 плит боевой рубки).
Обращение преимущественно к продукции завода Броуна было вполне объяснимо – именно его плиты стали наилучшими по результатам сравнительного отстрела, проведенного русскими морскими артиллеристами. Точная дата опытных стрельб, увы, неизвестна, но производились они еще до введения стальных орудий большого калибра, с использованием «60-фунт. № 1 чугунных гладкоствольных пушек» – самых крупнокалиберных из применявшихся на то время в Российском императорском флоте.
В описываемом испытании принимали участие железные 4,5-дюймовые (114 мм) плиты трех иностранных (Броуна, Темзенской компании и «Петен и Годе») и двух русских (Ижорских и Путиловского) заводов. Все они крепились к деревянному срубу из дуба и тика, имитирующему по конструкции корабельный борт и имеющему полную толщину 34 дюйма (863,6 мм). Орудие располагалось в 50 саженях от сруба, а ядру изменением массы порохового заряда придавали скорость, соответствующую той, которую оно бы имело на дистанциях 100, 200 и 300 саженей при стрельбе зарядом в 23 фунта призматического пороха, сообщающего снаряду начальную скорость в 1700 футов в секунду (518,2 м/с). Далее предоставим слово первоисточнику:
«В каждую из плит, вышеназванных заводов, стреляли чугунными и стальными снарядами. Результаты, полученные при таком сравнительном испытании плит, привели к следующему заключению:
1) Что глубина выбоин (при совершенно одинаковых условиях стрельбы) не дает верного понятия о достоинстве металла в испытываемых плитах, потому что величина эта зависит преимущественно от степени твердости или мягкости железа в плитах. Так, например: при более твердом железе получаются выбоины менее глубокие, нежели в плитах из железа средней мягкости; при весьма же мягком железе снаряды могут или совершенно пронизывать плиту, или сделать в ней весьма глубокие выбоины, и в обоих случаях образовать такой значительной величины погибь, что часть болтов, прикрепляющих плиты к борту, изломается, а некоторые значительно вытянутся, что в свою очередь следует отнести также к существенно важным повреждениям брони. Не касаясь этих последних плит, как положительно неудовлетворяющих цели их назначения, должно заметить, что при недостаточной упругости металла (в плитах из твердого железа), часто являются, несмотря на малую глубину выбоин, весьма значительные для броненосного судна повреждения, а именно: совершенный разлом плит и отпадение ее кусков, а следовательно и обнажение самого борта, чего в второго рода плитах (из железа средней мягкости) или вовсе не бывает, или обнаруживается в значительно меньшей степени.
и 2) Принимая в соображение степень существенно важных повреждений на передней и задней сторонах плит, и притом зависимость их от числа произведенных выстрелов, следует, по степени сопротивлениях их выстрелам, а стало быть и годности на бронирование судов, распределить в следующем порядке:
1-е по достоинству плиты завода Броуна.
2-е – – Ижорских.
3-е – – Темзовского.
4-е – – Петен и Годе.
5-е – – Путилова.».
Плиты завода Броуна, Ижорских заводов и Темзенской компании в этих опытах проверялись 10-ю выстрелами, заводов «Петен и Годе» и Путиловского – только 3-мя, так как уже после первых выстрелов они получили значительные повреждения (хотя описание повреждений плиты завода «Петен и Годе» заставляет считать, что в нее было сделано все же больше чем 3 выстрела).
При этом плита Путиловского завода, несмотря на сравнительно небольшие максимальные размеры углубления выбоин (63,5 мм со 100 саженей, 57,15 мм с 200 и 44,45 мм с 300), оказалась весьма подвержена растрескиванию. При отстреле на 300 саженях образовались одна сквозная и две несквозные трещины, а также расслоение металла в местах сварки пакетов. Трещина внутри выбоины дополнительно увеличила другие трещины и образовала новую, глубиной в три четверти плиты. На 100 саженях картина была схожей – внутри выбоины две трещины и еще две в плите (одна сквозная и одна несквозная); на кромке плиты трещина в половину ее толщины. Сзади в местах ударов ядер выдавило металл, отчего на выдавшихся местах образовались лучеобразные разрывы, от которых по длине и ширине плиты к ее краям шли глубокие трещины, показывающие «совершенное разрушение плиты».
Лишь немногим лучше оказалась плита завода «Петен и Годе». Наибольшие размеры углублений выбоин на ней – 88,9 мм со 100 саженей, 44,45 мм с 200 и 28,6 мм с 300. На 200 саженях плита получила лишь две несквозные трещины в местах сварки, но вот на 100 – четыре трещины, разлом плиты по всей ширине и пролом от трех смежно попавших ядер. Напротив мест ударов двух ядер выдавило металл с образованием на выдавшихся местах лучеобразных разрывов, а от остальных ядер часть правой половины плиты отпала (указанный выше пролом образовался в оставшейся целой части плиты).
Плита Темзенской компании характеризовалась умеренным наибольшим размером углублений выбоин – 63,5 мм со 100 саженей, 50,8 мм с 200 и 38,1 мм с 300. На 100 саженях в выбоинах на плите образовались 5 трещин (три сквозные и две несквозные), в самой плите – 6 сквозных трещин и разлом левой половины плиты с распадением ее на две части. В местах ударов ядер, как и у двух предыдущих плит, выдавило металл с образованием лучеобразных разрывов. По всей видимости, плиты именно этой компании выполнялись из достаточно твердого железа.
Наилучшая плита (завода Броуна), судя по всему, наоборот, была сделана из довольно пластичного материала. На 300 саженях у нее согласно описанию даже вырвало край плиты, на 200 саженях максимальный размер углубления выбоины составил 50,8 мм, на 100 – 88,9 мм. На 100 саженях в плите наблюдались разрывы металла в пяти выбоинах и три несквозные трещины, на стороне же, обращенной к срубу – уже привычно выдавшийся металл и лучеобразные разрывы в местах попаданий.
Признанная второй по качеству на данных пробах плита Ижорских заводов могла «похвастаться» самой значительной глубиной наибольшего размера выбоины на 100 саженях – 139,7 мм. На 200 и 300 саженях данный показатель составлял соответственно 44,45 и 38,1 мм. При обстреле с расстояния в 100 саженей плита получила следующие повреждения – разрыв металла в четырех выбоинах, две сквозные трещины в выбоине, одна около выбоины, и пять несквозных незначительных трещин; в плите на левой кромке перелом на три четверти толщины плиты. При этом несколько изменилась «клиническая картина» описания повреждений на тыльной стороне плиты. «Традиционно» выдавшийся металл напротив мест ударов ядер присутствовал и здесь. Также никуда не делись и разрывы материала плиты в точках попаданий. Однако при этом особо отмечалось, что из числа образовавшихся разрывов «один был весьма значителен».
Между тем, в работе большого железопрокатного завода на берегу Ижоры в части, касающейся броневого производства, не сразу удалось устранить некоторые технические препоны. К примеру, когда при разработке проекта башенных фрегатов «Адмирал Лазарев» и «Адмирал Грейг» в конце 1865 года решили увеличить толщину бортовой брони со 114 до 152 мм, выяснилось, что изготовление таких плит на Ижорских заводах пока еще вызывает затруднения.
В полную силу завод заработал с начала 1866 года. Параллельно с ним с 1861 года работала также малая железопрокатная мастерская, изготавливая полосовое железо, «мелкие сорта и тонкие листы». Конкретно листовое железо в ней изготавливалось длиной в 5 футов (1,52 м) и толщиной до 1-1,25 дюйма (25,4-31,8 мм) вплоть до упразднения в 1892 году ее листового стана.
Первая броневая железная плита, изготовленная на большом железопрокатном заводе 17 февраля 1866 года, при испытаниях оказалась «лучше многих английских плит». По данным С.Е.Виноградова она имела размеры 4х4 м и толщину 114 мм. Однако сборник сведений об Ижорском заводе 1908 года приводит иные, явно более достоверные размеры плиты – 13 футов (3,96 м) в длину и 3 фута (0,91 м) в ширину, уточняя также ее вес – 170 пудов (2,78 метрической тонны).
Через два месяца после прокатки первой плиты завод начал валовое производство брони. Материалом для брони служил «финляндский и сибирский чугун» (насчет второго точных данных о производителе у автора не имеется, а вот первый – вероятно, Райволовского завода). Толщина плит в начале броневого производства была от 4,5 до 6 дюймов (от 114 до 152 мм), в 1868 году она увеличилась до 11 дюймов (279 мм). А в 1870 году для мануфактурной выставки заводы изготовили плиту толщиной в 15 дюймов (381 мм), длиной в 19 футов 8 дюймов (5,99 м), шириной в 4 фута 11,75 дюйма (1,52 м) и весом в 1306 пудов (21,39 метрической тонны). Испытанная стрельбой на Волковом поле комиссией артиллерийских опытов, 15-дюймовая плита была признана «вполне удовлетворительной и не уступающей плитам лучших английских заводов (Броуна и Темзенской компании)».
Учитывая вышеприведенные сведения, содержащиеся в очерке 1903 года, по всей видимости, является ошибочным мнение В.Г.Андриенко о том, что по состоянию на 1875 год завод не мог прокатывать плиты толщиной более 229 мм.
В 1866 году по данным Р.В.Кондратенко завод произвел 95 000 пудов (1556,1 метрической тонны) плит толщиной до 5 дюймов и три пробные 6-дюймовые плиты длиной 18 футов (5,49 м), шириной 4 фута (1,22 м) и весом по 500 пудов (8,19 метрической тонны) каждая. Всего же с 1866 по 1878 годы большим железопрокатным заводом было изготовлено 805 375 пудов броневых железных плит (13 192 метрические тонны), что соответствовало среднегодовому объему выпуска в 61 952 пуда (1014,8 метрической тонны).
Так, по состоянию на 1869 год Ижорские заводы работали над большим заказом на 178-мм броню и к концу года успешно его выполнили. Сразу же после его выполнения приступили к ремонту оборудования завода и установке более мощных прокатных вальцов. По окончании этих работ в феврале 1871 года начали изготовление изогнутых 152-мм плит для бруствера на «Петре Великом», однако вскоре из-за срочного заказа на плиты для «Новгорода» и «Киева» (будущий «Вице-адмирал Попов») их выделку отложили на полгода. Изготовление гнутых 229-мм плит для «поповок» давалось заводам с большим трудом, как пишет В.В.Арбузов (что кажется уже более похожим на правду в сравнении с позицией В.Г.Андриенко), но, несмотря на это, плиты вышли «отличного качества». К концу июля 1871 года на заводах прокатали четыре 305-мм плиты (броня такой толщины требовалась для «Петра Великого»), которые сразу же начали испытывать на Волковом поле. В 1872 году завод уже делал плиты для полуброненосного фрегата «Генерал-Адмирал».
Между тем при проводившейся, похоже, в конце 1871 или начале 1872 года детальной оценке пригодности мощностей Ижорских заводов для производства всей брони «Петра Великого» (2100 тонн) выяснилось, что даже при самой напряженной работе они способны прокатать такое количество брони лишь в течение двух лет. Поэтому заказ на 2100 тонн вертикальных плит и около 180 тонн броневых болтов к ним за весьма значительную по тем временам сумму в 1 200 000 рублей 28 января 1873 года достался английской фирме «Кэммел и К» из Шеффилда (далее для краткости – просто Кэммел). Такой выбор был сделан неспроста – в отличие от завода Броуна, Кэммел куда охотнее оказывал русским помощь в передаче своих технологий, а вся производимая им броня по отчету знакомившегося с ней техника Меллера была «замечательна по однородности металла и безукоризненности отливки».
По утверждению В.В.Арбузова броня Кэммела была также несколько дешевле производившейся на то время в России. Но таковое мнение является, как минимум, небесспорным. О стоимости броневых плит, производившихся Ижорскими заводами в рассматриваемый период, есть только косвенные данные. В частности, известно, что из 146 плит совокупной массой 760 тонн, заказанных предприятию изначально для броненосного фрегата «Минин», после переработки в 1871 году его проекта с сокращением длины каземата 14 штук уже заготовленных плит стоимостью около 33 720 рублей остались в распоряжении казны. И если предположить, что размеры всех плит данного корабля были более-менее одинаковы, это означает, что при весе неиспользованных плит в районе 70-75 тонн стоимость брони составляла примерно 450-480 рублей за тонну. Броня же Кэммела вместе с болтами, исходя из вышеприведенных данных, должна была обходиться в среднем примерно в 526 рублей за метрическую тонну.
Стабильного качества плит ижорцы смогли добиться только после переустройства завода, проводившегося в 1876-1879 годах (сам обновленный железоделательный – так он теперь стал называться – завод был закончен в 1876 году, а с 1879 года часть его была запущена в эксплуатацию; при этом прежний большой железопрокатный завод был упразднен, а его станки и механизмы перенесены в новый завод). Ранее же Артиллерийское отделение Морского Технического Комитета обращало внимание, что до 1872 года на предприятии не было выработано определенных приемов и правил изготовления брони. В силу этого иногда изготавливаемая на заводах броня превосходила по качеству заграничную, тогда как в других случаях плиты получались весьма мягкие, пробиваемые снарядами, либо жесткие, дававшие сквозные трещины и выломы кусков брони. При этом по данным Р.М.Мельникова на башенные броненосные фрегаты «Адмирал Спиридов» и «Адмирал Чичагов» по приказанию управляющего Морским министерством адмирала Н.К.Краббе даже пришлось в июле 1870 года ставить плиты, контрольные образцы которых не прошли испытания стрельбой (хотя, возможно, это были и плиты Камского завода).
По окончании постройки железоделательного завода приступили к сооружению каменного здания для бронеобделочной мастерской, которое было завершено постройкой в 1881 году.
Если говорить о конкретных кораблях Российского флота, на которых применялась железная броня авторства Ижорских заводов, то к ним, помимо уже названных «Адмирала Спиридова», «Адмирала Чичагова», «Русалки», «Чародейки» и «Минина», относились:
1) башенные броненосные фрегаты «Адмирал Лазарев» и «Адмирал Грейг» – 103 бортовых плиты весом 25 521 пуд (418,0 метрических тонн), 60 башенных весом 9746 пудов (159,6 метрической тонны) и 8 для капитанской рубки весом в 2263 пуда (37,1 метрической тонны) (правда, интересно, что эти цифры приведены для «Адмирала Грейга», а для формально однотипного «Адмирала Лазарева» в той же книге Р.М.Мельникова «Башенные броненосные фрегаты» указывается иное количество бортовых плит, а именно 108 весом 26 722 пуда (437,7 метрической тонны));
2) броненосный фрегат «Пожарский» – 193 броневые плиты толщиной 4,5 дюйма (114 мм) на каземате и 4 дюйма (102 мм) на поясе по ватерлинии весом 37 634 пуда или 616,4 метрической тонны (позже вес его брони увеличился до 652 тонн; 7 плит при постройке приемка сначала забраковала из-за толщины, меньшей, чем нужно, на 1/16 дюйма, но затем все же допустила к установке на фрегат);
3) броненосцы «Новгород» и «Вице-адмирал Попов» – 178-мм и 229-мм бортовые плиты и плиты барбета (для последнего, однако, часть бортовых 178-мм плит пришлось заказывать в Англии, когда на Ижорских заводах случилась поломка бронепрокатного стана);
4) полуброненосные фрегаты «Генерал-адмирал» и «Герцог Эдинбургский» – 74 (также встречаются цифры 64 или 84) плиты толщиной от 4 до 6 дюймов (от 102 до 152 мм) и общим весом 406 тонн (причем один и тот же источник приводит эти цифры для «Генерал-адмирала», а для «Герцога Эдинбургского» он уже говорит о 54 плитах весом «до 24 000 пудов» (393,1 метрической тонны)).
Согласно приведенным статистическим показателям производство железной брони на Ижорских заводах велось по 1891 год включительно. Столь долгий срок, очевидно, был обусловлен производством даже не собственно железной брони, что маловероятно при полном осознании МТК еще в 1890 году всех преимуществ стальных плит. Скорее всего, в последние годы своего жизненного цикла железная броня производилась в основном как один из двух компонентов для сохранявшейся еще в производстве сталежелезной брони. Либо, возможно, использовалась в малых количествах при ремонте устаревших кораблей, несущих подобную броню. По крайней мере, именно на такую мысль наводят следующие слова Р.М.Мельникова, относящиеся к башенным броненосным фрегатам «Адмирал Спиридов» и «Адмирал Чичагов»:
«Эти самые мощные после «Петра Великого» корабли русского флота совершенствовались и в последующие годы [после 1875 года – прим. автора]. Заменялись расслоившиеся броневые плиты…».
С 1892 года данная броня уже не выпускалась.
Что же касается статистики за период с 1879 по 1891 годы, то:
— в 1879-1881 годах средняя стоимость железной брони составляла 8 рублей 15 копеек за пуд или 497 рублей 58 копеек за метрическую тонну (среднегодовой выпуск в этот период – 10 110 пудов или 165,6 метрической тонны в год);
— в 1882-1884 годах средняя стоимость железной брони составляла 8 рублей 88 копеек за пуд или 542 рубля 12 копеек за метрическую тонну (среднегодовой выпуск в этот период – 5620 пудов или 92,1 метрической тонны в год);
— в 1885 году средняя стоимость железной брони составляла 7 рублей 59 копеек за пуд или 463 рубля 37 копеек за метрическую тонну (выпуск за этот год – 32 028 пудов или 524,6 метрической тонны);
— в 1886-1888 годах средняя стоимость железной брони составляла 7 рублей 89 копеек за пуд или 481 рубль 68 копеек за метрическую тонну (среднегодовой выпуск в этот период – 4808 пудов или 78,8 метрической тонны в год);
— в 1889-1891 годах средняя стоимость железной брони составляла 6 рублей 50 копеек за пуд или 396 рублей 83 копейки за метрическую тонну (среднегодовой выпуск в этот период – 3050 пудов или 50,0 метрических тонн в год).
2.2. Сталежелезная броня.
Ее освоение в производстве на Ижорских заводах началось с 1883 года при технической поддержке английской фирмы Кэммел, а реальный выпуск – с 21 декабря 1884 года, когда была произведена первая отливка стали для плит и начато изготовление их железных частей для крейсера «Адмирал Нахимов». Первая изготовленная заводами 9-дюймовая (229 мм) сталежелезная плита была испытана стрельбой (9-дюймовый снаряд закаленного чугуна с 350 футов – 106,7 м) в феврале 1885 года. По правилам, принятым английским адмиралтейством, эта плита, как не получившая сквозной пробоины и сквозных трещин, была признана удовлетворительной.
Согласно данным В.В.Арбузова сталь, предназначенная для плит (исходя из контекста, именно сталежелезных), при испытании на механический разрыв должна была обеспечивать разрывное усилие не менее чем 17,5-18,6 тонн на квадратный дюйм вдоль и 16-18 тонн поперек плиты. А ее удлинение при этом не должно было превышать 16-24 % на длине 203 мм.
Последовательность операций для изготовления сталежелезных плит была следующей:
1) пудлингование железа;
2) прокатка железных полос;
3) прокатка листов для броневых заготовок;
4) прокатка железных пакетов для сталежелезной брони;
5) изготовление твердой стали для брони и заливка ею железных частей сталежелезных пакетов;
6) прокатка сталежелезных пакетов в плиты;
7) загибка плит по шаблону.
За 1887 год, в котором наконец перешли на массовый выпуск сталежелезных плит, Ижорские заводы прокатали 73 000 пудов (1195,7 метрической тонны) такой брони.
В начале 1887 года стоимость ижорских сталежелезных плит составляла в 12 рублей 95 копеек за пуд или 790 рублей 60 копеек за метрическую тонну, в 1890 году – 10 рублей 80 копеек за пуд или 659 рублей 34 копейки за метрическую тонну.
Вместе с тем, в отношении объемов производства и стоимости сталежелезной брони в очерке истории Ижорских заводов 1903 года в таблице на странице 138 имеются и несколько отличающиеся цифры, согласно которым:
— в 1886-1888 годах средняя стоимость сталежелезной брони составляла 8 рублей 44 копейки за пуд или 515 рублей 26 копеек за метрическую тонну (среднегодовой выпуск в этот период – 81 704 пуда или 1338,3 метрической тонны в год);
— в 1889-1891 годах средняя стоимость сталежелезной брони составляла 6 рублей 12 копеек за пуд или 373 рубля 63 копейки за метрическую тонну (среднегодовой выпуск в этот период – 111 153 пуда или 1820,7 метрической тонны в год);
— в 1892-1893 годах средняя стоимость сталежелезной брони составляла 6 рублей 7 копеек за пуд или 370 рублей 57 копеек за метрическую тонну (среднегодовой выпуск в этот период – 114 277 пудов или 1871,9 метрической тонны в год).
Если говорить о причинах такой разницы, то можно предположить, что 12,95 и 10,8 рубля за пуд – это окончательная цена с учетом отделки плит, а табличные значения показывают стоимость только изготовления плит, без отделочных работ.
Как уже упоминалось, первым русским кораблем, для которого на Ижорских заводах произвели сталежелезную броню, стал броненосный крейсер «Адмирал Нахимов». По проекту вес его вертикальной брони составлял 974 тонны (по данным С.В.Сулиги – около 990 тонн, но возможно, что в первом случае имелись в виду английские тонны, при более-менее точном переводе в метрические составляющие 989,6 тонны). Палубная броня учитывалась в массе корпуса. Также имеются данные о том, что окончательно заводами к концу 1888 года было изготовлено для крейсера 55 912 пудов (915,8 метрической тонны) сталежелезных плит, пошедших на изготовление пояса и его траверзов, вертикальной брони барбетов и боевой рубки.
Впрочем, о броне данного крейсера имеются и иные сведения.
Так, из текста приводимой В.В.Арбузовым записки, поданной командиром «Адмирала Нахимова» К.К.Де-Ливроном в МТК 26 сентября 1889 года, становится известно, что по предварительному расчету грузов (для проектного водоизмещения в 7639,05 тонн – по всей видимости, английских) масса защитных конструкций была следующей: бортовая броня – 375,2 тонны, подкладка под нее – 41,63 тонны, броня обоих траверзов – 88,18 тонны, подкладка под траверзную броню – 7,66 тонны, болты, гайки и другие крепления брони – 7,2 тонны, броня носовой и кормовой башен – 173,9 тонны, броня двух средних башен – 192,9 тонны, подкладка под броню башен – 35,75 тонны, болты, гайки и прочие крепления брони башен – 14,4 тонны, стойки и рубашки всех четырех башен – 122,38 тонны.
Однако там же упоминаются и иные данные, согласно которым броня пояса (длина поясной брони 147 футов (44,81 м) на протяжении от 33 до 106 шпангоута, толщина от 254 мм до 152 мм на нижней кромке, высота пояса 7 футов и 11 дюймов или 2,41 м) весила 382 тонны, а 229-мм траверзы пояса – 85 тонн. Броня носовой и кормовой башен (высота 10 футов 9,5 дюйма или 3,29 м) полностью выполнялась толщиной 178 мм, а у средних башен – из шести 203-мм и четырех 178-мм плит для каждой. При этом вес башенной брони у всех четырех башен вместе с кронштейнами составлял 398 тонн.
Также по информации из указанного документа К.К.Де-Ливрона часть фактического перегруза крейсера (26 тонн) формировалась за счет рубок на верхней палубе. По всей видимости, в том была и доля привеса от изменения формы боевой рубки. По проекту она имела в плане форму квадрата со стороной около 8,5 фута (2,59 м), своей передней частью интегрированного в барбет носовой башни, а в итоге стала овальной размерами примерно 8х11 футов (2,44х3,35 м).
В.В.Арбузов говорит о поясе длиной 149 футов (от 32 до 106 шпангоута) – но неверно переводит их в 42,4 м (правильное число – 45,42 м), а также о наибольшей толщине поясных плит в 229 мм и броне всех башен в 203 мм. Однако ему сложно верить после уже названной ошибки и указания диаметра боевой рубки в 1,9 м (судя по замерам – такова была высота рубочной вертикальной брони).
Что касается создававшихся по 20-летней программе ранних черноморских броненосцев, таких, как «Екатерина II», «Чесма», «Синоп» и «Двенадцать Апостолов», то на них применялась исключительно произведенная в Англии, на заводе Кэммела, вертикальная сталежелезная броня. Для первых трех кораблей им было выпущено 402 плиты, из которых, к примеру, для «Екатерины II» предназначались 137 плит. Причем основное их число – 132 общим весом 2402,2 тонны – приходилось на пояс по ватерлинии и верхний и нижний казематы с их траверзами. Еще по 4-5 плит (на «Екатерине II», очевидно, как раз 5) формировали на этих броненосцах защиту боевых рубок.
Для «Двенадцати Апостолов» завод Кэммела поставил 1689,51 тонны вертикальной брони (для пояса по ватерлинии, верхнего и нижнего казематов с их траверзами, барбетов главного калибра и боевой рубки). Согласно условиям контракта, эти плиты изготавливались по способу «смешанной системы», изобретенной инженером Вильсоном – сваркой расплавленной стали и листов прокатанного железа в пропорции 33,3 % стали и 66,6 % железа.
А основным потребителем аналогичной броневой продукции Ижорских заводов являлся в то время Балтийский флот. Из кораблей, входивших в его состав, сталежелезную поясную броню, полностью выполненную британскими предприятиями, несли только полуброненосные фрегаты «Владимир Мономах» (43 плиты общим весом до 24 000 пудов (393,1 метрической тонны) с толщиной стального слоя в 2 дюйма (50,8 мм) производства завода Кэммела) и «Дмитрий Донской» (42 плиты общим весом до 24 500 пудов (401,3 метрической тонны) завода Броуна).
И, хоть это и не совсем предмет нашего рассмотрения, небезынтересны результаты испытаний контрольной плиты для «Дмитрия Донского» в Англии. Данная плита толщиной от 6 до 4 дюймов (152-102 мм), длиной 8 футов (2,44 м) и шириной 7 футов (2,13 м) была изготовлена «по системе Эллиса» и имела стальную облицовку в одну треть своей толщины. По сведениям газеты «Times», стреляли из 7-дм (178-мм) орудия зарядами в 14 английских фунтов (6,35 кг) и снарядами в 114 английских фунтов (51,71 кг). Всего было сделано три выстрела «с отличными результатами»: образовались только волосные трещины, из которых наибольшая имела ширину около одной десятой дюйма (2,5 мм), а длину 12 дм (305 мм); концы трещины сходились в месте удара одного из снарядов. Глубина выбоин составила 1,4 дюйма (35,6 мм).
Если же вернуться к объектам применения сталежелезной брони производства Ижорских заводов, то ею помимо «Адмирала Нахимова» оснащались такие корабли, как:
1) полуброненосный фрегат «Память Азова» (общий вес брони по проекту 786 тонн; сталежелезными из этого количества были 48 плит пояса и его траверзы (видимо, их масса – 21 660 пудов (354,8 метрической тонны), о которых говорит Р.В.Кондратенко; при этом для 6-дюймовых (152 мм) плит поясной брони крейсера известна толщина их стального слоя – 2 дюйма (50,8 мм));
2) эскадренный броненосец «Император Александр II» (общий вес брони по проекту 2474 тонны; по данным В.В.Арбузова на Ижорских заводах была изготовлена вся его броня, к сталежелезной из нее, похоже, относились только вертикальные плиты пояса (1038,6 тонны), барбета главного калибра (301,2 тонны), траверзов и бортовых плит прикрытия 229-мм орудий на батарейной палубе (125 тонн) и стен боевой рубки (31,9 тонны); Р.В.Кондратенко указывает чуть иную цифру – 102 673 пуда (1681,8 метрической тонны));
3) эскадренный броненосец «Император Николай I» (для данного корабля, общий вес брони на котором, скорее всего, достигал примерно 2550-2600 тонн, Ижорскими заводами были поставлены, судя по информации Р.М.Мельникова, сталежелезные плиты брони пояса и прикрытия кормовой пары 229-мм орудий на батарейной палубе – прочая же вертикальная броня (башни, ее барбета, прикрытия носовой пары 229-мм пушек и боевой рубки) была изготовлена в Англии);
4) эскадренный броненосец «Гангут» (вся вертикальная броня пояса по ватерлинии (825 тонн), нижнего каземата (213 тонн), верхнего каземата (298 тонн), барбета главного калибра (280 тонн) и боевой рубки (38 тонн));
5) броненосная канонерская лодка «Грозящий» (сталежелезные плиты пояса и его носового траверза весом 162 тонны; для принадлежащих к тому же типу «Гремящего» и «Отважного» была заказана уже стальная броня, причем за границей – 5 января 1891 года контракт на ее изготовление (324 тонны брони на обе лодки) получил английский завод Виккерса);
6) эскадренный броненосец «Наварин» (общий вес броневой защиты с подкладкой по проекту равнялся 2807 тоннам, а вся система вертикального бронирования состояла из 138 (так пишет В.В.Арбузов, однако приведенные им же данные с разбивой по конкретным элементам дают все же иное число этих плит – 129) сталежелезных и 24 сталеникелевых (для башен) плит; из них Ижорскими заводами примерно к июлю 1893 года были изготовлены для броненосца 38 плит пояса по ватерлинии длиной от 3 до 4 м и 13 плит его траверзов, 20 плит верхнего пояса длиной от 3,3 до 4,2 м и 29 плит его траверзов (большее количество траверзных плит в данном случае обуславливалось тем, что 305-мм траверзы набирались из двух слоев 152-мм плит), 14 бортовых и 10 траверзных плит каземата 152-мм орудий и 5 плит боевой рубки).
На примере того же «Наварина» можно видеть, что, несмотря на принятое МТК еще в 1890 году и фактически начавшее реализовываться с 1891 года решение о защите всех строившихся кораблей стальной броней, более прочной, чем сталежелезная, последняя на практике продержалась в производстве на Ижорских заводах с 1884 по 1893 год. Подтверждает такие сроки выпуска ижорцами брони данного типа и очерк 1903 года.
При этом представление о качестве валовой сталежелезной ижорской брони можно получить по результатам сравнительного испытания, проведенного в начале ноября 1890 года.
Так, согласно отчету Комиссии Морских Артиллерийских опытов от 8 ноября на опытной батарее испытывались четыре 10-дюймовые (254 мм) плиты: сталежелезная Ижорских заводов, сталежелезная завода Броуна (Англия), стальная завода Виккерса (Англия) и стальная завода Шнейдера (Франция). Все четыре плиты были навешены на одинаковых срубах, установленных на расстоянии 110 м от дула 6-дюймового (152 мм) 35-калиберного орудия образца 1877 года по нормали к снаряду.
Стрельба велась стальными снарядами Путиловского завода длиной 2,65 калибра, приведенными песком и опилками к весу 99 фунтов (40,54 кг). Всего было сделано в каждую плиту 5 выстрелов. Первые два выстрела с зарядами в 53 фунта (21,7 кг) шлиссельбургского бурого пороха (594-608,3 м/с), а последние три – зарядами в 54 фунта (22,11 кг) бурого охтенского пороха выделки 1890 года (630-638,2 м/с). После отстрела плиты не должны были оголить сруба.
Наихудшей была признана плита Броуна. Все снаряды при заряде в 54 фунта охтенского пороха пробили плиту насквозь и улетали в поле на 350-400 саженей (747-853 м), оставаясь целыми.
Сталежелезная плита Ижорского завода оказалась значительно лучше. Хотя третий снаряд и прошел ее навылет, но улетел только на 150 саженей (320 м) и при этом разбился. Кроме того, первые два снаряда углубились в плиту на 2,5 дюйма (63,5 мм), что было меньше, чем углубления от попаданий в плите Броуна. Также ижорская плита совсем не дала сквозных трещин. Все это указывало на лучший способ выделки русских сталежелезных плит в сравнении с английскими.
Впрочем, самыми стойкими в том испытании показали себя стальные плиты. Лучшей из всех по сопротивлению проникновению снарядов стала стальная плита Шнейдера. В нее снаряды при заряде 54 фунта охтенского пороха углубились только на величину 9,75 дюйма (248 мм), когда снаряды разбивались, и на 11,5 дюйма (292 мм), когда они оставались целыми. Однако из-за большего в сравнении с иными плитами числа сквозных трещин плита Шнейдера осталась на срубе только благодаря крепежным болтам.
Второй по сопротивлению оказалась плита Виккерса. Она по характеру пробоин и трещин в ней была оценена как излишне мягкая и легче пробивалась в сравнении с плитой Шнейдера, пропустив остававшиеся при пробитии целыми снаряды в деревянную подкладку на глубину до 11 дюймов (279 мм). В то же время при снятии со сруба эта плита хоть и имела трещины, но представляла собой одно целое, а плита Шнейдера состояла из частей, совершенно отделившихся друг от друга.
В целом же данное испытание показало безусловное превосходство стальной брони над сталежелезной. Поэтому переход к производству последней в том числе и на Ижорских заводах был вполне ожидаем.
В этой связи представляют собой несомненный интерес те различные мнения, которые бытуют в разных источниках относительно материала, из которого изготавливалась броня таких кораблей, как броненосный крейсер «Рюрик» и эскадренный броненосец «Сисой Великий», чье строительство пришлось как раз на период смены типов выпускаемой корабельной брони на основном ее поставщике для этих кораблей в лице Ижорских заводов. В меру своей пессимистичности либо же, наоборот, оптимистичности одни справочники приписывают им сталежелезную вертикальную броню, другие же – стальную (сталеникелевую).
Определенную ясность в отношении «Рюрика» внесло исследование Н.А.Пахомова, позволяющее утверждать, что броня пояса и траверзов этого крейсера (соответственно 40 и 7 плит весом 39 764 пуда (651,3 метрической тонны) и 5321 пуд (87,2 метрической тонны); по данным Р.М.Мельникова указанные цифры по весу брони – вес с креплениями, а без них плиты пояса и траверзов весили суммарно 44 885 пудов (735,2 метрической тонны)) являлась все же сталежелезной и была окончательно изготовлена к 14 мая 1893 года.
Помимо поясной брони, в систему вертикальной защиты «Рюрика» входили броня гласисов машинных люков (11 плит весом 1390 пудов 23,2 фунта (22,8 метрической тонны)), носовой и кормовой траверзы на батарейной палубе (17 плит по данным Р.М.Мельникова, которые весили 87 тонн), боевая рубка (33 тонны) и труба для защиты рулевых приводов весом по расчетам автора около 4 метрических тонн (но она, похоже, учитывалась в массе рубки).
Про трубу защиты проводов благодаря Н.А.Пахомову известно, что она по просьбе С.О.Макарова была подобрана на Обуховском заводе из бракованных заготовок орудийных стволов. Их прочих элементов данный автор указывает тип брони только для боевой рубки и гласисов, называя ее сталежелезной. Вместе с тем, в отношении такого утверждения имеются определенные сомнения.
Так, известно, что заказ Ижорским заводам на 4-дюймовые (102 мм) плиты траверзов на батарейной палубе «Рюрика» был выдан лишь в начале сентября 1893 года, на 6-дюймовую (152 мм) броню боевой рубки – в начале декабря 1893 года (доставлена она была спустя полгода), на 5-дюймовые (127 мм) плиты гласисов машинных люков – в конце ноября 1894 года с готовностью к началу навигации 1895 года. А учитывая, что с 1893 года эти заводы уже окончательно перешли на изготовление стальной и сталеникелевой брони (причем переход этот явно состоялся ближе к концу года), по мнению автора, броня гласисов, боевой рубки и траверзов на батарейной палубе «Рюрика» являлась скорее все-таки сталеникелевой.
Если же обратиться к броне «Сисоя Великого», то далее на основе очерка истории Обуховского завода будет показано, что как минимум часть брони данного броненосца толщиной в 254 и 305 мм, выпущенной названным предприятием, была именно сталеникелевой. Плиты такой толщины устанавливались на башнях, барбетах и в оконечностях пояса по ватерлинии этого корабля. А вот в том, что касалось самой толстой брони средней части пояса, имеет смысл снова обратиться к данным Н.А.Пахомова.
Согласно приводимым этим автором сведениям, после изготовления к середине мая 1893 года бортовой сталежелезной брони крейсера «Рюрик» управляющий Морским министерством Н.М.Чихачев издал следующее распоряжение: «Плиты законченные «Рюрика» на полигон не отправлять, а послать, когда прокатят 10-дюймовую [254-мм – прим автора] из лопнувшей 16-дм [406-мм – прим автора] плиты [броненосца «Сисой Великий»]».
Учитывая данное указание, а также явную невозможность прокатки новой плиты меньшей толщины из разрушившейся более толстой, будь она выполнена из двух слоев разного по своим свойствам броневого материала (как в случае со сталежелезными плитами), плиты центральной части пояса по ватерлинии на «Сисое Великом» определенно являлись сталеникелевыми. Равно как, очевидно, и его траверзное бронирование, а также защита обоих казематов и боевой рубки, потребность в которой и, соответственно, требуемые сроки выделки и готовности соответствующих плит наступали уже после установки поясной брони и ее траверзов.
Дополнительным подтверждением этой авторской точки зрения служит также имеющееся у М.А.Богданова указание на то, что для «Сисоя Великого» броня «была заказана Адмиралтейским Ижорским заводам из болванок Обуховского завода». А броневое производство на Обуховском заводе, как будет показано ниже, в принципе началось с выпуска именно стальных и сталеникелевых, но никак не сталежелезных плит.
2.3. Стальная броня.
Данный тип брони как таковой начал производиться на Ижорских заводах минимум с 1886 года. На то время применительно к флотским потребностям это были в основном сравнительно тонкие плиты верхних прикрытий барбетов, крыш башен и боевых рубок. Помимо того, по данным В.В.Арбузова именно Ижорский завод еще раньше изготавливал палубную стальную броню для эскадренного броненосца «Император Александр II», завершив прокатку всех ее листов в апреле 1885 года.
По информации Р.В.Кондратенко к стали в качестве основного броневого материала Морское министерство присматривалось еще с как минимум с конца 70-х годов 19-го века – ибо, как говорилось в «Отчете по морскому ведомству за 1874-1878 годы», за границей уже был поставлен «вопрос о замене железной брони стальною».
В те годы военные флоты действительно стояли перед выбором: стальные, поверхностно закаленные плиты завода Шнейдера (Франция) конкурировали со сталежелезными английского завода Кэммела. Сравнительные испытания плит обоих типов проводились в Англии (Шеффилд), Франции (Крезо), Италии (Специя). При этом в России решение аналогичного вопроса откладывалось в ожидании результатов проводившихся за границей соответствующих опытов.
По их завершении настало время и для проведения аналогичных проб на отечественной базе. 5 июля и 12 ноября 1882 года батарея Комиссии морских артиллерийских опытов, в 1880 году переведенная с Волкова поля на Охтенское, отстреляла снарядами закаленного чугуна плиты Шнейдера и Кэммела. Но, несмотря на более высокую сопротивляемость французской плиты, выбор тогда был сделан в пользу английской. При этом член Комиссии А.С.Шварсалон в своем письме, опубликованном в газете «Кронштадтский вестник» 28 января 1883 года, пояснял данное решение тем, что плита Кэммела «выдержала два выстрела без значительных повреждений», тогда как плита Шнейдера «покрылась сквозными трещинами».
Не исключено, что на такую позицию морских артиллеристов и высшего флотского руководства повлияли также отрицательные результаты испытаний в 1882-1883 годах сплошных стальных плит, изготовленных «по указаниям капитан-лейтенанта Феодосьева», а помимо (или даже прежде) них – деловые связи с заводом Кэммела.
12 ноября 1890 года МТК донес управляющему министерством об удовлетворительном качестве стальной брони Ижорских заводов. Но даже после принятия в декабре 1890 года решения о применении в дальнейшем лишь стальных плит для вертикального бронирования кораблей реализовано оно было далеко не сразу.
Формально переход на производство на Ижорских заводах только стальных и сталеникелевых плит был начат с 1891 года. Сперва ижорцы прокатывали болванки Обуховского завода – свой отдельный цех с двумя сталеплавильными печами появился у них в 1892 году. В марте того же года состоялись испытания пробных 152-мм и 254-мм стальных ижорских плит. Первая из них была сплошной, с примесью никеля, а вторая – изготовлена сваркой и прокаткой двух слоев (твердого лицевого и мягкого подкладочного). При стрельбе цельная плита показала себя значительно лучше составной. Но и она, не пропустив ни одного 6-дюймового стального снаряда, после первого же попадания стала растрескиваться и в итоге раскололась.
Полностью переход на выпуск «ижорцами» нового типа брони завершился лишь в 1893 году (цитата: «В 1893 году сталежелезная броня окончательно была заменена стальною, и потому пудлингование железа на броню на заводах прекратилось…»).
В 1889-1891 годах средняя стоимость стальной брони составляла 3 рубля 39 копеек за пуд или 206 рублей 96 копеек за метрическую тонну (среднегодовой выпуск в этот период – 25 982 пуда или 425,6 метрической тонны в год).
В 1892-1893 годах средняя стоимость стальной брони составляла 5 рублей 41 копейка за пуд или 330 рублей 28 копеек за метрическую тонну (среднегодовой выпуск в этот период – 44 473 пуда или 728,5 метрической тонны в год).
Представляется, что ощутимый рост стоимости стальной брони Ижорских заводов в 1892-1893 годах был связан с переходом на массовый выпуск сталеникелевых плит для вертикального бронирования, обходившихся в производстве дороже, чем прежняя сталь, близкая по своим свойствам и цене скорее к обычной судостроительной (либо той, которую в более поздние периоды определяли как «сталь с улучшенными механическими свойствами» или «улучшенных механических качеств»).
В 1894-1896 годах средняя стоимость стальной (а также, очевидно, и сталеникелевой) брони составляла 5 рублей 33 копейки за пуд или 325 рублей 40 копеек за метрическую тонну (среднегодовой выпуск в этот период – 201 150 пудов или 3294,8 метрической тонны в год).
Кроме того, в очерке 1903 года фигурируют еще и следующие точные погодовые цифры:
общая производительность бронепрокатной мастерской в 1893 году (правда, по всем типам брони) – 170 146 пудов или 2787,0 метрических тонн брони средней стоимостью 373 рубля за метрическую тонну;
учитываемая отдельно от бронепрокатной производительность бронеобделочной мастерской в 1894 году – 133 483 пуда или 2186,5 метрической тонны брони средней стоимостью 532 рубля 51 копейка за метрическую тонну.
Изменение основного типа производимой брони влекло за собой и перестройку отдельных технологических процессов. Так, отливка мартеновской стали, в том числе для нужд броневого производства, изначально выполнявшаяся на Ижорских заводах «кислым» способом, с 1894 года стала осуществляться также и «основным» способом.
Помимо того, в 1893 году на предприятии было удлинено здание бронеобделочной мастерской ввиду недостатка места для пригонки броневых плит. А в 1893-1894 годах была осуществлена также реконструкция производственных участков для более четкого разделения ранее весьма тесно связанных броневого, листового и сортопрокатного отделов, в результате чего на предприятии с 1894 года действовали уже две сталеплавильные мастерские. Старая, находившаяся в железоделательном заводе, изготавливала «стальные болванки для броневых плит». Построенная же специально для выпуска стальной брони новая, две мартеновские печи которой были последовательно запущены в действие с 6 февраля и 5 октября 1894 года, давала «болванки для основной, сталеникелевой, немагнитной, листовой и инструментальной стали».
Впрочем, вышеописанный случай с 16-дюймовой (406-мм) плитой «Сисоя Великого», по мнению автора, свидетельствует о том, что выпуск сталеникелевой брони наибольших требуемых флоту толщин поначалу вызывал у Ижорских заводов определенные трудности и не сразу был налажен надлежащим образом.
Поэтому, пожалуй, становится понятным, по какой причине за изготовлением сталеникелевых плит той же толщины для эскадренного броненосца «Петропавловск» русское Морское министерство обратилось к американской фирме «Бетлехем айрон компани».
Данной компанией по контракту от 16 декабря 1894 года были изготовлены 406-мм сталеникелевые плиты для центральной части пояса «Петропавловска» весом 605 тонн и 368-мм гарвеированные плиты для центральной части пояса «Севастополя» весом 550 тонн. Стоимость этой брони из-за грамотно осуществленной российским заказчиком дезинформации американцев относительно стоимости аналогичных плит, предлагавшихся на то время английскими заводами, составила по данным С.В.Молодцова всего 249 долларов (490 рублей) за тонну, что было вдвое меньше по сравнению с ценой тех же плит, выпускавшихся для американского флота. Из контекста источника неясно, к какой именно броне относились данные цифры – сталеникелевой или гарвеированной. В то же время по информации С.В.Сулиги, ссылающегося на Всеподданнейший отчет по морскому ведомству за 1897-1900 годы, цена составляла 485 рублей 55 копеек за тонну и относилась к заказу в целом.
406-мм сталеникелевую плиту для «Петропавловска» (размер 3,66×2,29 м, вес 22,88 т) 1 июля 1895 года испытали на Охтинском полигоне обстрелом из 229-мм 30-калиберного орудия бронебойными снарядами Путиловского завода, которые выпускались с различной скоростью. Мера сопротивляемости брони тогда определялась по выстрелу, при котором снаряд только-только пробивал плиту и застревал в деревянном срубе. Именно таким оказался третий из пяти выстрелов (вес снаряда 446,25 русского фунта или 182,74 кг – правда, С.В.Сулига, видимо, округлив фунт до 400 грамм ровно, приводит не вполне точное значение в 179 кг; скорость при ударе 531 м/с). Расчеты показали, что по сопротивляемости данная плита эквивалентна 546-мм железной.
23 ноября 1895 года на том же полигоне испытывалась 368-мм гарвеированная сталеникелевая плита из партии, предназначенной для «Севастополя» (размер 3,66×2,29 м, вес 21,4 т). Всего было произведено по три выстрела 229-мм и 152-мм стальными бронебойными снарядами Путиловского завода, причем первые ударяли по нормали, а вторые, выпускаемые из нового орудия системы Канэ с большой начальной скоростью, под углом 5 градусов к нормали. Результаты для снарядов одного калибра были сходными: все снаряды разбились, а их головные части вварились в плиту, образовав всего одну трещину. Определить сопротивляемость плиты по правилам не удалось, и за основу был взят пятый выстрел (229-мм снаряд весом 178 кг по данным С.В.Сулиги – но, скорее, как уже указывалось ранее, все-таки 182,74 кг; скорость при ударе 588 м/с), когда снаряд прошел в плиту наиболее глубоко. Расчеты показали сопротивляемость, эквивалентную 635 мм железа. Таким образом, 368-мм гарвеированная плита оказалась в 1,16 раза прочнее 406-мм негарвеированной. При равной толщине это преимущество возрастало до 1,3 раза.
Прочая же вертикальная броня двух названных кораблей являлась сталеникелевой. При этом согласно очерку истории Обуховского завода 1903 года этим предприятием было произведено 18 плит толщиной 10 дюймов (254 мм) для «Севастополя» (вероятнее всего, это была броня башен главного калибра, которые делали обуховцы по чертежам Санкт-Петербургского Металлического завода), а также, насколько можно понять, и броня для изготавливавшихся им башен 152-мм орудий всех броненосцев типа «Полтава» с их барбетами. Остальные плиты вертикальной брони, похоже, были изготовлены на Ижорских заводах.
Кстати, именно на вертикальной броне вращающихся частей башен 305-мм орудий «Сисоя Великого», «Петропавловска», «Севастополя» и «Полтавы» стоит остановиться отдельно. Как известно, изначально для названных кораблей, имевших башенные установки одного типа, предполагалось применить на них броню разной толщины – 305 мм у первого и 254 мм у трех последующих. Однако по информации А.Г.Дукельского в реальности на всех четырех указанных броненосцах эти башни в процессе их создания получили 254-мм броню в лобовой части и с боков, а 305-мм остались лишь две плиты в тыльной части каждой башни, что было сделано с целью надлежащего уравновешивания установок в сборе.
Возможно, именно из-за такой комбинации броневых плит в посвященной броненосцам типа «Полтава» статье С.В.Молодцова в журнале «Судостроение» появилась явно неточная информация о заказе для башен непосредственно «Полтавы» 280-мм плит – автор, по всей видимости, просто вывел среднее арифметическое из двух реальных толщин башенной брони (254 и 305 мм).
«Полтава» при изготовлении для нее брони оказалась в лучшем положении, нежели ее систершипы. К тому моменту Круппом уже были выпущены первые плиты с использованием его собственного способа цементации и закалки плит, превосходящего гарвеевский. Причем, по словам С.В.Молодцова, немецкий фабрикант был настолько уверен в своей броне, что предлагал ее испытывать при скорости снарядов в 865 м/с против 563 м/с у других фирм.
Подобные качества данной брони не прошли мимо внимания русского Морского министерства. И для «Полтавы» в январе 1896 года были заказаны броня пояса по ватерлинии (764 тонны, 42 плиты) у Круппа стоимостью 1018 рублей 60 копеек за тонну и броня башен главного калибра и их барбетов (610 тонн) у фирмы «Деллинген» по технологии Круппа стоимостью 1055 рублей 64 копейки за тонну.
Остальная вертикальная броня этого броненосца являлась сталеникелевой. Часть ее выполнил Обуховский завод – для «Полтавы» и «Сисоя Великого» им было суммарно изготовлено 20 плит толщиной 254 мм, и, как уже указывалось выше, броня башен 152-мм пушек и их барбетов. Плиты же носового и кормового траверзов пояса по ватерлинии (по 6 на каждый), 22 бортовые плиты верхнего пояса, 12 плит его траверзов и броня боевой рубки, очевидно, были произведены на Ижорских заводах.
По первоначальному проекту общая масса броневой защиты составляла 2997 тонн; фактически у «Полтавы» и «Севастополя» она по расчетам С.В.Сулиги равнялась 2807 английским тоннам (из них 2052 английские тонны – вертикальная броня), а у «Петропавловска» с его более толстым поясом – примерно 2900 английским тоннам (вертикальная – около 2145 английских тонн).
Крупповская броня «Полтавы» была испытана обстрелом на Охтенском полигоне 28 октября 1896 года. По контрольной броневой плите главного пояса толщиной 254 мм и размером 2,44×4,27 м вели огонь из 203-мм пушки при уменьшенном заряде (скорость при ударе 758 м/с). При таких условиях снаряд Пермского завода весом 88 кг, как указывает С.В.Сулига, пробил плиту и, разбившись, засел в деревянном срубе. Соответствующие расчеты показали сопротивляемость этой плиты, эквивалентную 618 мм железа.
Между тем, три корабля типа «Полтава» были далеко не самыми главными потребителями брони зарубежного производства на то время – таковыми снова выступали черноморские броненосцы. Так, «Георгий Победоносец» всю свою вертикальную броню (90 стальных – без никеля по данным Р.В.Кондратенко – плит весом 2120 тонны) получил из Франции с завода «Шнейдер и К».
Не отстал от него и «Три Святителя». Данный броненосец по проекту имел общий вес вертикальной брони в 3328 тонн. Фактические же цифры несколько отличались, составляя 3263,764 тонны. При этом вся вертикальная броня «Трех Святителей» (стальная и сталеникелевая) также была заказана за рубежом:
1) 12 мая 1893 года был заключен контракт на 899 142 франка с заводом «Шнейдер и К» на поставку стальных броневых плит с болтами, гайками и прочими принадлежностями общим весом 553,06 тонны для защиты траверзов пояса по ватерлинии (8 плит весом 165,9 тонны) и траверзов нижнего каземата (12 плит весом 387,16 тонны); 406-мм траверзную плиту 6 августа 1893 года испытали 4-мя выстрелами из 240-мм орудия с расстояния 76,75 м стальными снарядами завода Гольцера массой 144 кг – плиту не пробил ни один;
2) 31 мая 1893 года был подписан договор на сумму 2 784 150 франков с анонимным обществом из Сен-Шамона на поставку плит массой с болтами, гайками и прочими принадлежностями 1639,824 тонны (22 плиты башен – 499,6 тонны, верхний каземат – 256 тонн, 4 плиты боевой рубки – 58,55 тонны, 26 плит нижнего каземата – 799,8 тонны, то есть собственно брони 1613,95 тонны);
3) 13 июля 1893 года состоялся контракт с фирмой «Виккерс и К» на поставку 38 сталеникелевых плит бортовой брони пояса по ватерлинии со всеми необходимыми болтами, гайками, стальными и резиновыми шайбами общим весом 1070,88 тонны. Одна тонна брони стоила 64 фунта стерлингов, болтов и принадлежностей – 71 фунт.
Интересно, что по состоянию на конец 1894 года при заказе плит для броненосцев типа «Полтава» английские фирмы по данным С.В.Молодцова предлагали русскому Морскому министерству броню по цене уже в 80 фунтов стерлингов за тонну. Однако, возможно, это была не просто сталеникелевая, а гарвеированная броня.
Ижорским заводам 30 июля 1893 года достался наряд на стальную (сталеникелевую) броню пояса и его носового и кормового траверзов (соответственно 30 и 8 плит общим весом 420 тонн; еще 8,5 тонны весили броневые болты с гайками) для броненосца береговой обороны «Адмирал Ушаков». По-видимому, они же делали аналогичную броню и для однотипного «Адмирала Сенявина». Заказ для «Ушакова» предприятие с трудом смогло выполнить к осени 1894 года. А невозможность своевременной поставки им башенной брони заставила ГУКиС обратиться к Обуховскому заводу, взявшемуся изготовить, как указывают В.Ю.Грибовский и И.И.Черников, 16 плит барбетов башен толщиной 152 мм.
В то же время В.И.Колчак в своем описании истории Обуховского завода указывает, что данное предприятие для «Адмирала Сенявина» изготовило 24 плиты толщиной в 152 мм и весом 8,19 тонн каждая, а для «Адмирала Ушакова» – 18 таких же плит. Даже с учетом того, что, возможно, для «Сенявина» названный завод выполнял также имевшие толщину 152 мм плиты кормового траверза пояса по ватерлинии, общее их число все равно не сходится с данными В.Ю.Грибовского и И.И.Черникова. Кроме того, есть сомнения и насчет заявленного В.И.Колчаком веса соответствующих плит. По расчетам автора для плит, прикрывающих барбеты башен на рассматриваемых кораблях, он должен был составлять суммарно около 52 тонн на каждый, а даже 8 плит по 8,19 тонны – это уже более 65 тонн.
Впрочем, В.И.Колчак мог иметь в виду в виду необработанные плиты, без обрезки в размер и строжки кромок. Такое вполне возможно, так как произведенную теми же обуховцами 65-мм броню гласисов дымоходов и машинных люков для «Адмирала Ушакова» до конца января 1895 года обстругивал Франко-русский завод. Однако вопроса об указанном им совокупном числе изготовленных плит это все равно не снимает.
Также из общего количества брони на данных броненосцах в 915 тонн на каждом по 112 тонн на корабль (8 плит вертикальной брони башен толщиной 178 мм) были изготовлены в Америке на заводе «Бетлехем айрон компани». А вот фразу В.Ю.Грибовского и И.И.Черникова о том, что общая масса брони башен и рубки на «Адмирале Ушакове» и «Адмирале Сенявине» составляла около 205 тонн, следует считать не соответствующей действительности. По подсчетам автора, только вертикальная броня башен и их барбетов на каждом из этих двух кораблей весила около 216 тонн, а стены боевой рубки (2 изогнутые 178-мм плиты) добавляли к ним еще примерно 24,5 тонны – итого уже 240,5 тонны, даже если не учитывать 38-мм броню крыш башен (около 11 тонн каждая) и боевой рубки (данных о ее толщине не имеется, но скорее всего она составляла 38-51 мм, что давало ее вес в районе 4,0-5,3 тонны). Сведений о производителе брони боевых рубок «Ушакова» и «Сенявина» известные автору источники, к сожалению, не содержат.
В итоге сталеникелевую вертикальную броню, полностью выполненную на Ижорских заводах в 1895-1896 годах, получила только броненосная канонерская лодка «Храбрый». При этом суммарный вес брони пояса с подкладкой, креплением, траверзом, а также боевой рубки составлял 209,34 тонны по проекту и 214,6 тонны фактически.
2.4. Гарвеированная броня.
По данным Р.В.Кондратенко весной 1892 года русское Морское министерство приняло решение о проведении очередных испытаний броневых плит разных заводов. Состоявшиеся 11 ноября и 1 декабря стрельбы по плитам заводов Виккерса, Броуна, Кэммела и Сен-Шамон, обработанным по способу Гарвея или близкому к нему способу Трессидера (плита завода Броуна), показали «превосходные качества» продукции французского производителя. Но из-за высокой прочности цементированной лицевой части плиты Виккерса МТК отдал предпочтение последней. Вместе с тем окончательное решение о переходе на гарвеевский процесс было отложено, в том числе с учетом результатов проводившихся в марте и в конце 1893 года опытов с «магнитными приспособлениями» (так тогда называли бронебойные колпачки), показавших уязвимость для оснащенных ими снарядов любой брони, в том числе и гарвеированной.
В итоге производство гарвеированной брони было начато на Ижорских заводах только в 1896 году (цитата: «Введение для бронирования судов гарвеированных плит, лицевая сторона которых подвергается цементации и затем закалке, вызвало необходимость водворить это производство на Ижорских заводах. Цементационная мастерская построена и оборудована в 1896 году [по сведениям Р.В.Кондратенко – в 1895 году – прим автора].»). Как особо отмечается в очерках истории заводов, выпуск гарвеированной брони был налажен без иностранной технической помощи, только по результатам изучения процессов выпуска такой брони за рубежом.
При этом с ростом производства брони средства имевшейся бронеобделочной мастерской оказались недостаточными – и в 1896 году рядом с ней была построена новая аналогичная мастерская.
В 1896 году на Ижорских заводах средняя стоимость гарвеированной брони составляла 4 рубля 38 копеек за пуд или 267 рублей 40 копеек за метрическую тонну (выпуск за этот год – 671 пуд или 11,0 метрических тонн). Эти цифры соответствуют единственной изготовленной в этом году опытной плите толщиной в 9,5 дюйма (241 мм), которая при испытаниях на полигоне в ноябре 1896 года «дала отличные результаты».
В 1897 году средняя стоимость гарвеированной брони составляла 8 рублей 56 копеек за пуд или 522 рубля 59 копеек за метрическую тонну (выпуск за этот год – 57 428 пудов или 940,7 метрической тонны).
В 1898 году средняя стоимость гарвеированной брони составляла 9 рублей 60 копеек за пуд или 586 рублей 08 копеек за метрическую тонну (выпуск за этот год – 57 598 пудов или 943,5 метрической тонны).
В 1899 году средняя стоимость гарвеированной брони составляла 8 рублей 03 копейки за пуд или 490 рублей 23 копейки за метрическую тонну (выпуск за этот год – 42 287 пудов или 692,7 метрической тонны).
Последние гарвеированные плиты были выпущены заводами в 1900 году. В указанном году средняя стоимость гарвеированной брони на предприятии составляла 8 рублей 20 копеек за пуд или 500 рублей 61 копейка за метрическую тонну (выпуск за этот год – 14 594 пуда или 239,0 метрических тонн).
Процесс производства гарвеированной брони Р.В.Кондратенко со ссылкой на статью лейтенанта Н.М.Беклемишева «Об изучении техники офицерами флота» («Записки курса военно-морских наук», выпуск 1, Санкт-Петербург, 1897 год) описывает таким образом:
«… материалом для гарвеированных плит Ижорского завода служил «лом чугуна и железа, сплавляемый в печах Сименса с кислым (песчаным) подом», тогда как для изготовления строительной стали использовался основной под – доломитовый. В начале плавки вводился никель. Готовую сталь выпускали в изложницы и давали остыть в течение трех-четырех дней. Болванки вынимали краном, отделяли шлак, а оставшуюся часть нагревали в калильных печах и раскатывали между вальцами. Для науглероживания плиты складывали попарно, с прослойкой угля, помещали в цементирововочную печь и заделывали вход кирпичами. В печи плиты постепенно нагревали в течение трех недель. За это время их лицевая поверхность насыщалась углеродом до 1 %, тогда как в среднем металл плиты содержал около 0,25 % углерода. Цементированные плиты обрезались круглыми пилами и выгибались под прессом при повторном нагреве, после чего нагревались до температуры закалки и помещались в закалочный бак, где их омывали струи воды, сначала с закаливаемой стороны, а затем и с обратной, в течение двух часов, после чего науглероженная поверхность приобретала твердость на глубину примерно 1,5 дюймов [38,1 мм – прим. автора]. По окончании проверки и возможной выправки, в плите сверлили гнезда для болтов, после чего она считалась готовой к отправке в Петербург или Кронштадт.».
Одним из первых обладателей гарвеированной брони в Российском императорском флоте должен был стать броненосный крейсер «Россия». Однако для него, как и для ряда других кораблей, такую броню пришлось заказывать американской фирме – заводу Карнеги. 26 октября 1895 года именно ему достался контракт на поставку для крейсера 73 плит вертикальной брони. По расчетам автора, основанным на несколько путано подаваемой информации в работах Р.М.Мельникова, в это число входили все плиты пояса по ватерлинии (30 толщиной 203 мм, 10 толщиной 152 мм и 14 толщиной 127 мм), носового траверза этого пояса (вероятно, 2 плиты толщиной 178 мм), бортового прикрытия машин выше жилой палубы (8 плит толщиной 127 мм), носового и кормового траверзов прикрытия машин выше жилой палубы (вероятно, 4 плиты толщиной 127 мм), боевой рубки и ее кормового траверза (вероятно, 5 плит толщиной 305 мм). Из общего веса вертикальной брони крейсера по проекту в 1580 тонн (с броневой палубой – 2090 тонн) на долю завода Карнеги пришлось около 1000 тонн, включая в это число 15 тонн болтов, гаек и шайб. Также приводившаяся Р.М.Мельниковым в журнале «Судостроение» № 1 за 1980 год цифра в 690 тонн заказанной американцам для «России» брони по подсчетам автора включает в себя только бортовые плиты пояса.
Остальная вертикальная броня крейсера (12 плит носового и кормового траверзов на батарейной палубе толщиной 127 мм, котельные кожухи и защита шахт элеваторов толщиной 76 мм, 38-мм переборки между 152-мм орудиями на батарейной палубе и 51-мм траверз, прикрывающий с носа пару 203-мм пушек в полубаке), по всей видимости, изготавливалась Ижорскими заводами. При этом по данным Р.М.Мельникова 127-мм плиты траверзов являлись сталеникелевыми, а все прочие – стальными.
Впрочем, относительно весовых характеристик бронирования «России», а также типа примененной на ней брони имеются и другие сведения. Так, по данным Ф.В.Лисицына масса брони крейсера составляла 1947 тонн, а вся броня толщиной 127 мм и выше выполнялась гарвеированной. С.В.Несоленый приводит иную цифру массы брони корабля – 1757 тонн (в том числе бортовая броня – 806 тонн, машинный каземат – 144 тонны, траверзы на жилой палубе – 129 тонн, траверзы на батарейной палубе – 70 тонн, палубная броня – 608 тонн), но в его данных, как видно, не учтен ряд элементов местного бронирования (элеваторы, кожухи дымоходов и т.д).
Однако существует возможность того, что в той или иной мере правы все указанные авторы. Как будет показано ниже на примере еще одного океанского рейдера – крейсера «Громобой» – значение массы брони по проекту, а, точнее, по спецификации, составлявшейся в те годы на начальных этапах проектирования и являвшейся основой для разработки уже более детального проекта, зачастую после завершения постройки корабля весьма существенно отличалось от первичных расчетных данных. Виной тому, как правило, являлась целая сумма факторов.
Во-первых, это желание руководящих органов Морского министерства в лице МТК и ГУКиС обеспечить максимально соответствие строящихся кораблей непрерывно возраставшим требованиям к их техническому оснащению. Как показывала практика, в ряде случаев необходимость дополнительно уставить то или иное современное оборудование влекла за собой требования о сокращении проектной нагрузки по иным весовым статьям – и броневая защита при этом также не являлась чем-то неприкасаемым.
Во-вторых, рационализаторские предложения самих заводов, строивших конкретный корабль, порой были направлены в том числе и на оптимизацию процесса изготовления броневых деталей либо их устройства исходя из местных условий установки брони (особенно ярко это проявлялось в бронировании палуб).
В-третьих, нельзя сбрасывать со счетов и достаточно слабый весовой контроль на задействованных в процессе кораблестроения предприятиях. Увы, но отечественные броневые заводы в данном случае отнюдь не выделялись в лучшую сторону, как минимум, в «доцусимский» период. Более-менее существенных улучшений здесь удалось добиться лишь после завершения русско-японской войны и осмысления ее опыта.
Значительным оказался объем заграничного заказа брони и для черноморского эскадренного броненосца «Ростислав». Для него 1227 тонн сталеникелевой (так сказано у Р.М.Мельникова, но время постройки этого корабля – параллельно с получившими гарвеевскую броню «Россией» и броненосцем береговой обороны «Генерал-адмирал Апраксин» – заставляет предполагать, что плиты «Ростислава» тоже были гарвеированными) выполнила «Бетлехем айрон компани». Судя по общему весу плит и примерным габаритам соответствующих элементов защиты «Ростислава», эта броня предназначалась для пояса по ватерлинии и верхнего пояса с их траверзами, а также для боевой рубки. А очерк истории Обуховского завода 1903 года позволяет сделать вывод, что оставшаяся часть вертикальной брони, относившаяся ко всем шести башням данного броненосца с их барбетами, была, как и сами эти башни, также выпущена данным предприятием, а не Ижорскими заводами.
Кстати, вышеупомянутый «Генерал-адмирал Апраксин», является, пожалуй, одним из самых малоисследованных кораблей применительно к тематике данной работы. Все, что известно о нем – это то, что его броня была гарвеированной (как минимум, пояс и его траверзы), а общий проектный вес броневой защиты составлял 812 тонн. Данные о производителе брони в известных автору источниках не приводятся, поэтому с учетом того, как распределялись заказы для однотипных с ним броненосцев, с равным успехом причастными к ее созданию можно считать и Ижорские, и Обуховский заводы.
По всей видимости, однозначно говорить об использовании почти исключительно гарвеированной брони можно применительно к двум кораблям – эскадренным броненосцам «Пересвет» и «Ослябя» (масса брони по проекту – соответственно 2965 и 2934,4 тонны). Но и здесь, исходя из имеющегося объема данных, можно только предполагать, что преимущественно их броня выполнялась Ижорскими заводами. Точные сведения о производителе имеются лишь применительно к следующим элементам данных кораблей:
подачные трубы башен главного калибра «Пересвета» – завод Круппа (скорее всего, это была крупповская цементированная броня, которой согласно данным Всеподданнейшего отчета по морскому ведомству за 1897-1900 годы было изготовлено 170,9 тонны по цене 169 696 рублей, или 992 рубля 95 копеек за тонну; по подсчетам автора этого количества хватало только на нижнее кольцо барбета кормовой башни и нижнее и среднее кольца барбета носовой башни, которые в силу большой погиби их плит как раз и могли вызывать наибольшие затруднения у Ижорских заводов);
подачные трубы башен главного калибра «Осляби» –Обуховский завод (судя по имеющимся данным, эта броня в силу реального срока ее изготовления – ориентировочно к 1900-1901 году – также была уже крупповской, а не гарвеированной);
казематы «Пересвета» – американский завод Карнеги (325 тонн брони по цене 292 777 рублей, или 900 рублей 85 копеек за тонну; такая достаточно высокая цена, сравнимая с заказанными Круппу плитами прикрытия подачных труб (барбетов) башен «Пересвета», наводит на мысль, что, возможно, эта броня тоже была крупповской – тем более что подобную броню с 1899 года на данном заводе уже делали для эскадренного броненосца «Ретвизан»).
2.5. Крупповская броня (хромоникелевая цементированная и нецементированная).
По данным С.В.Сулиги первые же образцы крупповской брони оказались в 2,3-2,9 раза прочнее железной (для сравнения, американская гарвеированная сталеникелевая броня по результатам испытаний в России превосходила железную только в 1,73 раза). Поэтому в мае 1898 года с разрешения императора у германской фирмы Ф.Круппа было приобретено право производства брони по ее способу на Адмиралтейских Ижорских и Обуховском заводах.
Освоение производства крупповской брони начато на Ижорских заводах со второй половины 1898 года, валовое производство – с 1899 года. С.Е.Виноградов указывает на начало освоения выпуска такой брони с 1901 года, но сумма данных в других источниках говорит все же о 1898-1899 годах. Так, первая крупповская плита была изготовлена силами Ижорских заводов, но под руководством техника завода Круппа, и расстреляна на полигоне в августе 1899 года, а вторая плита – уже самостоятельно русскими техниками и расстреляна в октябре 1899 года.
Первоначально производство этих плит велось с использованием того же оборудования, что и для гарвеированной брони, но вскоре выяснилось, что прокатный стан был недостаточно прочен для обработки твердой хромоникелевой стали, а загибной пресс слаб. Поэтому рядом с действующей цементационной и бронезакалочной мастерской в 1901 году был построен новый броневой завод с прессом в 5000 тонн давления, прокатным станом в 7000 сил и гидравлическими ножницами для разрезания в холодном состоянии палубных листов толщиной до 3-х дюймов (76,2 мм).
Также в 1902 году средства для обрезки и обделки брони были увеличены постройкой очередной бронеобделочной мастерской, число которых на Ижорских заводах достигло трех.
К 1903 году почти вся изготавливаемая заводами броня являлась крупповской.
Условия контракта с Круппом предусматривали уплату его фирме по 100 000 рублей в год или по 100 рублей за каждую тысячу килограммов цементированных плит, изготовленных казенными заводами по способу Круппа (в зависимости от того, что окажется для фирмы более выгодным), и по 50 рублей за каждую тысячу килограммов крупповских нецементированных плит.
Эти условия считались обязательными в течение первых 6 лет со дня заключения контракта, а затем, в течение последних 6 лет, была оговорена уплата только количественной премии, хотя бы таковая и оказалась менее 100 000 рублей в год. Изменение самими русскими заводами крупповского метода выделки брони не освобождало Морское министерство от обязательной уплаты условленной премии. Но при этом фирма Ф.Круппа через три года по заключении контракта лишалась права на получение премии, если на каком-либо иностранном заводе будет изобретен способ изготовления брони, дающей сопротивление пробиваемости на 10 % выше того, каким обладают крупповские плиты.
В итоге в течение 12 лет, начиная с мая 1898 года, Морскому министерству требовалось заплатить Круппу за его способ выделки брони не менее 1 200 000 рублей премии, но даже с ней цена крупповских плит была ниже, чем при их заказе за границей.
Крупповские плиты отечественной выделки по данным из Всеподданнейшего отчета по морскому ведомству за 1897-1900 годы обходились в среднем около 13 рублей за пуд (около 794 рублей за метрическую тонну). При заказах же за границей Морское министерство вынуждено было платить около 21 рубля с пуда (около 1282 рублей за метрическую тонну), включая пошлину. При этом даже с уплатой премии Круппу выделка 1000 «длинных» (по 1016 кг) тонн брони на российских заводах обходилась бы в 906 000 рублей (62 000 пудов х 13 рублей + 100 000 рублей премии), тогда как то же количество брони, заказанное за границей, обошлось бы в 1 302 000 рублей – на 396 000 рублей дороже.
Во Всеподданнейшем отчете по морскому ведомству за 1897-1900 годы также указано, что при реализации кораблестроительной программы 1898-1905 годов за границу планировалось передать заказ лишь того количества брони, которое не могло быть изготовлено к намеченным срокам на Обуховском и Ижорских заводах. Таким количеством признавалось около одной пятой всей потребности – до 364 000 пудов (5962,3 метрической тонны), учитывая как палубную, так и вертикальную броню, на сумму до 4 302 000 рублей (то есть по средней цене около 722 рублей за одну метрическую тонну). Остальные 1 356 000 пудов (22 211,3 метрической тонны) на сумму в 12 276 992 рубля (или в среднем около 553 рублей за одну метрическую тонну) Морское министерство рассчитывало своевременно изготовить на обоих отечественных заводах.
Числовые показатели стоимости брони из названного отчета небезынтересно сравнить с данными исторического очерка об Ижорских заводах 1903 года. При этом следует отметить, что в этом очерке разделяются данные об объеме и стоимости работ собственно броневого завода и бронезакалочной (цементационной) мастерской (построенная как отдельный производственный объект в 1896 году, она полноценно начала действовать на заводах только со следующего, 1897 года), а также бронеобделочных мастерских.
Так, производительность данных участков по выпуску брони на Ижорских заводах характеризовалась следующими цифрами:
— в 1897-1899 годах средняя стоимость производимой брони (очевидно, сталеникелевой и хромоникелевой) составляла 4 рубля 44 копейки за пуд или 271 рубль 06 копеек за метрическую тонну при среднем совокупном весе выпускаемой ежегодно брони 231 953 пуда (3799,4 метрической тонны). Закалке в эти годы подвергалось в среднем 69 процентов всей производимой брони (160 288 пудов или 2625,5 метрической тонны), при этом средняя стоимость закалки составляла дополнительно 5 рублей 58 копеек за пуд или 340 рублей 66 копеек за метрическую тонну;
— в 1900-1902 годах средняя стоимость производимой брони (очевидно, сталеникелевой и хромоникелевой) составляла 3 рубля 02 копейки за пуд или 184 рубля 37 копеек за метрическую тонну при среднем совокупном весе выпускаемой ежегодно брони 380 343 пуда (6230,0 метрических тонн). Закалке в эти годы подвергалось в среднем 94 процента всей производимой брони (357 850 пудов или 5861,6 метрической тонны), при этом средняя стоимость закалки составляла дополнительно 4 рубля 2 копейки за пуд или 245 рублей 42 копейки за метрическую тонну.
В свою очередь, производительность бронеобделочных мастерских Ижорских заводов, занимавшихся обрезкой и загибкой изготовленных плит, пригонкой их по шаблонам и выполнением в них необходимых отверстий, составляла (очевидно, в отношении выпускавшейся заводами брони всех типов, как вертикальной, так и горизонтальной):
— в 1886-1888 годах – в среднем 74 463 пуда или 1219,7 метрической тонны брони в год при средней стоимости производимых ежегодно работ 951 887 рублей (780 рублей 43 копейки за метрическую тонну брони);
— в 1889-1891 годах – в среднем 87 428 пудов или 1432,1 метрической тонны брони в год при средней стоимости производимых ежегодно работ 854 148 рублей (596 рублей 43 копейки за метрическую тонну брони);
— в 1892-1893 годах – в среднем 130 580 пудов или 2138,9 метрической тонны брони в год при средней стоимости производимых ежегодно работ 1 129 085 рублей (527 рублей 88 копеек за метрическую тонну брони);
— в 1894-1896 годах – в среднем 130 220 пудов или 2133,0 метрических тонны брони в год при средней стоимости производимых ежегодно работ 798 412 рублей (374 рубля 31 копейка за метрическую тонну брони);
— в 1897-1899 годах – в среднем 136 832 пуда или 2241,3 метрической тонны брони в год при средней стоимости производимых ежегодно работ 979 700 рублей (437 рублей 11 копеек за метрическую тонну брони);
— в 1900-1902 годах – в среднем 223 611 пудов или 3662,7 метрической тонны брони в год при средней стоимости производимых ежегодно работ 1 618 116 рублей (441 рубль 78 копеек за метрическую тонну брони).
Вместе с тем приводимые в очерке истории Ижорских заводов 1903 года средние цифры за двух- и трехлетние периоды, к сожалению, не вполне показательны с точки зрения оценки реального выпуска брони в каждый конкретный год. Частично это упущение исправляют иные источники.
Так, например, А.Р.Кудрявский указывает, что как минимум до 1902 года включительно на Ижорских заводах бывали задержки в отливке болванок для крупповской брони, в том числе из-за «недостатка в исходном сырье железа, меди и никеля». Тем не менее, по сведениям Р.М.Мельникова в 1901 году на предприятии было отлито 6750 т «болванок брони», что составило 157 % от аналогичных объемов выпуска в 1899 году.
Также в очерке 1903 года, помимо прочего, присутствуют точные данные о производстве брони на предприятии в 1902 году:
бронепрокатная мастерская (под ней, видимо, подразумевается то, что чуть выше названо броневым заводом) – 454 859 пудов (7450,6 метрической тонны) брони по средней стоимости 198 рублей 28 копеек за метрическую тонну;
бронеобделочная мастерская – 310 162 пуда (5080,5 метрической тонны) брони по средней стоимости 394 рубля 16 копеек за метрическую тонну.
С учетом вышеприведенного среднего значения в 6230 метрических тонн брони за 1900-1902 годы две вышеприведенные цифры (6750 за 1901 год и 7450,6 за 1902 год) позволяют сделать вывод, что в 1900 году заводами было изготовлено около 4490 метрических тонн брони.
В конечном итоге, если принять, что цифры всех составляющих работ по выпуску брони (собственно ее производство, обработка в бронезакалочной мастерской и окончательная отделка) должны суммироваться, то получим, что средняя стоимость одной метрической тонны выпускавшейся Ижорскими заводами закаленной брони составляла:
в 1897-1899 годах – 271,06+340,66+437,11=1048,83 рубля;
в 1900-1902 годах – 184,37+245,42+441,78=871,57 рубля.
Учитывая это, а также тот факт, что в 1897-1899 годах на Ижорских заводах изготавливалась в основном гарвеированная броня, а в 1900-1902 – уже большей частью крупповская, представляется в целом справедливым утверждение С.Е.Виноградова о большей дешевизне крупповской брони в сравнении с гарвеевской. Однако нельзя исключать и вероятность того, что значительное снижение стоимости производства и закалки брони в 1900-1902 годах могло быть связано с введением в эксплуатацию в составе Ижорских заводов с 1901 года нового высокопроизводительного броневого завода и сокращением производственных затрат при больших объемах работ.
Кроме того, полученная цифра в 871 рубль 57 копеек в целом близка к исчисленной по данным Всеподданнейшего отчета по морскому ведомству за 1897-1900 годы средней предполагавшейся цене крупповской брони в 794 рубля за тонну (с поправкой на то, что в отчете определенно имелась в виду средняя цена как за цементрированную, так и за нецементрированную броню, стоимость которой была несколько ниже). Также в этой связи выглядит близкой к действительности и вторая вычисленная по отчету плановая цифра – в среднем 553 рубля за тонну брони всех типов, включая маломагнитную и палубную, один пуд болванок (заготовок) которых в 1902 году при выпуске на Ижорских заводах стоил соответственно 7 рублей 30 копеек и 1 рубля 38 копеек против 2 рублей 14 копеек у обычной броневой стали.
В доступных автору источниках не имеется данных об объемах выпуска и стоимости брони Ижорских заводов в период с 1903 по 1907 годы. В то же время согласно сведениям С.Е.Виноградова в 1908-1909 годах производство крупповской брони на данном предприятии существенно сократилось в сравнении с довоенным уровнем, а ее стоимость несколько выросла. Так:
за 1908 год всего было произведено 2415 тонн брони по стоимости 955 рублей за тонну;
за 1909 год всего было произведено 3239 тонн брони по стоимости 924 рубля за тонну.
Вероятно, в данном случае сказались негативные последствия первой русской революции с вызванным ей общим промышленным спадом в России, усугубленные отношением к флоту и его нуждам после всех поражений в русско-японской войне, что выразилось в сокращении портфеля заказов в том числе и на броню.
Однако в дальнейшем благодаря росту и усовершенствованию производства, а также в силу поступающих заказов на значительные объемы брони для броненосных кораблей нового поколения Ижорские заводы из года в год стали понижать цену брони, изготовленной по способу Круппа. В частности:
за 1910 год всего было произведено 4040 тонн брони по стоимости 824 рубля за тонну;
за 1911 год всего было произведено 6060 тонн брони по стоимости 701 рубль за тонну;
за 1912 год всего было произведено 7437 тонн брони по стоимости 641 рубль за тонну;
за 1913 год всего было произведено 13935 тонн брони по стоимости 622 рубля за тонну;
за 1914 год всего было произведено 19056 тонн брони по стоимости 604 рубля за тонну.
К этому всему, пожалуй, стоит лишь добавить, что повышение производительности труда с достаточно ранних пор стимулировалось введением на Ижорских заводах так называемой «задельной» платы. Так, если говорить о производстве брони, то с конца 1887 года мастеровым бронеобделочной мастерской была назначена особая премия за скорейшую отделку плиты в размере 3 с половиной копеек с пуда. Эта премия делилась между всеми участвовавшими в работе, но не ранее, чем по изготовлении партии плит, состоявшей из 30 000 пудов (491,4 метрической тонны).
В 1891 году заведующему железоделательным заводом отставному штабс-капитану Бринку за улучшение производства сталежелезной брони была назначена премия в размере 0,5 копейки с пуда годных изделий листового и сортового отдела и 2 копеек с пуда оконченных броневых плит. В 1895 году было разрешено выдавать в виде прибавки в размере 0,25 копейки с пуда изготовленных и сданных годных изделий мастерам бронепрокатного, бронеотделочного и сталеплавильного отделов, литейной и кузнечных мастерских.
Представляется вполне очевидным, что все эти стимулирующие выплаты также включались в окончательную стоимость готовой продукции.
Что касается качества брони, изготовленной на Ижорских заводах по способу Круппа, то по данным Всеподданнейшего отчета из четырех контрольных плит три превзошли по сопротивляемости крупповскую нормальную плиту и лишь одна оказалась по качествам ниже нормы. Как можно сделать вывод из соотнесения сроков составления отчета и начала выпуска крупповской брони на отечественных заводах, такие испытания вероятнее всего состоялись в 1899-1900 годах.
Определенную пищу для размышлений о сравнительном качестве оригинальной крупповской брони и той ее версии, что выпускалась Ижорскими заводами, дают и две следующие ситуации.
Одна из них связана с имевшим ранний вариант брони данного типа собственно немецкого производства броненосцем «Полтава», на котором после испытаний 12-дюймовой артиллерии в июне 1900 года из-за проседания башен выяснилась необходимость срезать верхние 76 мм каждого барбета. Учитывая твердость цементированной брони, решили применить кислородную резку силами Обуховского завода. Но для ускорения процесса находившиеся на «Полтаве» рабочие Металлического завода попробовали исправить ситуацию своими силами – и выяснили, что цементированная по немецкому способу плита вполне поддается сверлу. В результате за одну ночь вся необходимая броня толщиной 254 мм была отсверлена вручную.
В противовес этой истории можно привести другую, с двумя также 254-мм плитами, но уже Ижорских заводов, для носового и кормового барбетов башен главного калибра эскадренного броненосца «Князь Потемкин-Таврический». Как выяснилось при их установке на корабль примерно в апреле-мае 1902 года, эти плиты из-за отклонения радиуса кривизны их поверхности, хотя и находившегося в пределах допуска, не помещались в оставленных для них нишах корпусных конструкций. Для их установки требовалось снять с закаленной поверхности плит на длине 1,67 м и ширине от 150 до 200 мм примерно 13-миллиметровый слой металла. Получаемые от ижорцев советы – срубать слой зубилами, нагревая плиту до 150-200 градусов (при остывании его твердость восстанавливалась), не помогали, и лишь прибытие в конце мая заводского мастера с необходимой техникой (с применением термита) привело к желаемому результату.
Впрочем, такого результата русским производителям брони в целом и Ижорскому заводу в частности удалось добиться отнюдь не сразу. И особенно наглядно трудности, связанные с освоением в производстве нового типа броневого материала, видны на примере броненосного крейсера «Громобой», заложенного на Балтийском заводе в 1897 году. На конец этого года и начало следующего пришелся и заказ брони для данного крейсера. И вот как вся эпопея, связанная с попытками применить на этом корабле самую современную на то время броню, представлена в весьма детальном изложении С.В.Несоленого:
«31 января 1898 года специалисты МТК по артиллерии под председательством генерал-майора А.С.Кроткова (главного инспектора артиллерии) рассмотрели вопрос о заказе брони для крейсера «Громобой». На заседании присутствовали также В.П.Верховский, начальник Ижорских заводов Ф.Х.Гросс и генерал-майор Власьев. Как зафиксировал журнал заседания: «В собрании было указано, что плиты толщиною 6 дм, бортовые, двух боевых рубок и подводных траверзов, а также плиты толщиною 4 3/4 дм угловых и средних казематов должны быть цементированными и таких качеств, чтобы они могли с успехом выдержать испытание стрельбою в условиях контракта с заводом Круппа на поставку брони для броненосца «Полтава».
Что касается до остальных броневых плит толщиною в 2 дм и труб для защиты рулевого привода, машинного телеграфа и элеваторов, то они по качествам не должны уступать палубной броне завода Шатильон-Коммантри и будучи, за исключением труб, подвергнуты испытанию по правилам, принятым для палубных плит этого завода.».
При этом Ф.Х.Гросс заявил, что Ижорские заводы могут взять на себя изготовление всех плит данного заказа, кроме амбразурных и сильно выгнутых плит казематов толщиною 4 3/4 дм и броневых труб для защиты рулевого привода, машинного телеграфа и элеваторов. А Обуховский завод в лице своего представителя Власьева готов был взять на себя исполнение той части заказа, от которой отказываются Ижорские заводы, при условии, что броня будет не цементированная (по способу Круппа), а хромоникелевая.
Как пишет С.В.Несоленый, на заседании было отмечено следующее:
«Результаты прошлогодних испытаний стрельбою некоторых отдельных, не валового изготовления плит наших заводов указали, что при настойчивом преследовании цели и научном отношении к делу наши заводы начинают достигать более удовлетворительных, чем прежде, результатов в производстве брони; некоторые образцы плит оказались при заводской пробе близкими по своим качествам к плитам лучших иностранных заводов. Но чтобы окончательно сравниться с ними и иметь возможность вполне самостоятельно разрабатывать далее вопрос о производстве брони, нашим заводам необходимо увеличить личный состав ученых техников и усилить средства, отпускаемые на различного рода химические анализы, механические, микроскопические и другие испытания».
При этом В.П.Верховский заметил, что на иностранных заводах для разработки брони привлекаются лучшие ученые страны, и предложил то же самое делать и в России, с чем все согласились. А итоговое решение заседания звучало следующим образом:
«1). Заказать Адмиралтейским Ижорским заводам для крейсера «Громобой» следующую броню, чертежи и ведомости которой должны быть представлены строением в Комитет:
а). 6 дм броневые плиты – бортовые, двух боевых рубок и траверзные,
б). 4 3/4 дм плита с малым погибом – для угловых и средних казематов,
в). 2 дм плиты надводных траверзов и прикрытий угловых и средних казематов.
6 дм и 4 3/4 дм плиты должны быть цементированные и удовлетворять условиям испытания стрельбою для плит завода Круппа, а 2 дм плиты должны быть хромоникелевой стали и удовлетворять условиям испытания палубной брони.
2). Заказать Обховскому заводу для названного крейсера 4 3/4 дм плиты угловых и средних казематов, имеющие большой погиб, и броневые трубы для защиты рулевого привода, машинного телеграфа и элеваторов. Вся эта броня должна быть изготовлена из хромоникелевой стали.
3). По вопросу об увеличении личного состава ученых техников на наших заводах, а также средств для химических анализов, механических испытаний, и микроскопических исследований войти с особым ходатайством к Его Превосходительству Управляющему Морским министерством».
Однако это был отнюдь не конец истории. 11 апреля 1898 года состоялось заседание Комитета по артиллерии МТК, посвященное вопросу изменения нарядов на изготовление брони для «Громобоя». Причиной было заявление техников Обуховского и Ижорских заводов, капитана Берсенева и штабс-капитана Филиппова о том, что оборудование их заводов не позволяет изготовить плиты № 30 и 31 шириной 11 футов (3,35 м) и их следует разбить на большее число плит. Кроме того, Ижорские заводы не могли изготавливать броневые трубы для защиты рулевого привода и машинного телеграфа. И в целом, так как заводской пресс имел ход поршня только 2 фута и 2 дюйма (660,4 мм), изготовление броневых плит с большой стрелкой погиби на Ижорских заводах было невозможно.
Далее – вновь слово С.В.Несоленому и архивным документам:
«В результате заседания пришли к такому решению:
1). Вся заказанная для крейсера «Громобой» броня должна быть изготовлена из хромоникелевой стали, а бортовая 6-дм броня, кроме того, и цементирована.
2). Заказать Обуховскому заводу:
а). 44 плиты бортовой брони и нижних серповидных траверзов толщиною 6 дм (согласно ведомости Балтийского завода).
б). 3 броневые трубы для защиты рулевого привода.
в). 8 плит № 36 толщиною 4 3/4 дм для однопушечных бортовых казематов.
3). Заказать Адмиралтейским Ижорским заводам:
а). Для однопушечных бортовых казематов: 63 плиты толщиною 2 дм и 4 плиты № 38 и № 39 толщиною 4 3/4 дм.
б). Тех же казематов 28 плит, толщиною 4 3/4 дм № 29, 30, 31, 32, 33, 34, 35 и 37 должны быть только отлиты и прокатаны на Ижорских заводах, а затем переданы на Обуховский завод для загиба, обрезки и пригонки.
4). Разбивку плит № 30 и № 31 изменить, как указано красными чернилами на чертеже № 6945 МТК/2643 Балт.зав., который в общем утверждается.
5). Вопрос о заказе брони для боевых рубок будет решен по утверждении представленного Управляющему Морским министерством журнала Морского Технического комитета по кораблестроению № 31 сего года, о числе рубок на крейсере 1 ранга «Громобой».
В отношении рубок на этом документе сделана приписка – «решено иметь одну рубку с 12 дм бронею». Так «Громобой» получит одну рубку, хотя в своем письме в МТК 13 января 1898 года К.К.Ратник настаивал на устройстве «ввиду несомненного преимущества» на «Громобое» двух боевых рубок, при этом, чтобы не увеличивать общий вес бронирования, он предлагал защитить обе рубки 3-дюймовыми гарвеированными плитами. Но эта инициатива Балтийского завода не прошла.».
Но и это распределение брони между броневыми заводами не стало окончательным:
«К началу сентября [1898 года – прим. автора] в очередной раз остро встал вопрос по бронированию крейсера. Причина была опять в отсталости броневого производства в России. Обуховский и Ижорский заводы оказались не в состоянии вовремя поставить на крейсер броню, изготовленную по новейшим технологиям.
МТК, вознамерившийся сначала снабдить крейсер самой совершенной по тому времени броней – крупповской, под давлением обстоятельств вынужден был, исходя из реальных условий, постепенно делать заводам все большие уступки. Как отмечалось в донесении Комитета по артиллерии МТК управляющему Морским министерством от 7 сентября 1898 года: «Журналом Морского Технического Комитета по артиллерии № 15 сего года было, между прочим, решено 6 дм и 4 3/4 дм броню на крейсер 1 ранга «Громобой» готовить цементированную и удовлетворяющую условиям испытания стрельбою для плит завода Круппа, но ввиду того, что Обуховский и Ижорский заводы отказались готовить такую броню, … то Морской Технический Комитет по Артиллерии журналом № 47 сего года положил: готовить упомянутую броню из хромоникелевой стали, причем 6-дм броню кроме того и цементировать. Такое решение Комитета имело целью возможно приблизить броню на названный крейсер по качеству к броне Круппа.».
Однако ни Ижорские заводы, ни Обуховский еще не освоили полностью технологию изготовления цементированных плит (т.е. по технологии Круппа), поэтому из 40 заказанных 6-дм плит для крейсера первые 11 плит Ижорскими заводами были изготовлены гарвеированными.
Причем МТК был тут поставлен перед свершившимся фактом. МТК настоял, чтобы хотя бы остальные 29 бортовых 6-дм плит крейсера были изготовлены по способу Круппа, так же как и 12-дм броня для боевой рубки. На это начальник Ижорских заводов заявил, что изготовление 6-дюймовой брони по способу Круппа может быть окончено не ранее августа 1899 года, тогда как Балтийскому заводу эта броня требовалась в апреле месяце.
В этих условиях Комитет по артиллерии МТК опять был вынужден сдавать свои позиции и в том же донесении управляющему Морским министерством от 7 сентября 1898 года представляет на утверждение следующее решение: «12-дм броню для боевой рубки крейсера 1 ранга «Громобой» обязательно изготовить по способу Круппа; что же касается 29 плит 6-дм бортовой брони, то, ввиду крайней важности в боевом и тактическом отношениях, желательно их также изготовить по крупповскому способу, если доставка на строение крейсера этой брони в августе месяце 1899 года не задержит значительно его готовности к плаванию».
Прочитав донесение, П.П.Тыртов приказал (10 сентября) начальнику Балтийского завода доложить ему, как скажется на готовности крейсера к плаванию задержка с поставкою 6-дюймовых броневых плит, изготовленных по способу Круппа.».
Ответ К.К.Ратника последовал уже 12 сентября. Согласно ему не питавший иллюзий насчет возможных (а скорее неизбежных) еще больших задержек в поставках брони на практике начальник Балтийского завода ожидал, что вероятнее всего эти плиты прибудут лишь весной или летом 1900 года. И предложил следующее решение:
«Поэтому не только в интересах своевременной готовности крейсера, но и в интересах однородности бронирования его пояса по ватерлинии, взамен смешанного, ныне предлагаемого Морским Техническим Комитетом (11 плит гарвеированных и 29 круппированных), имею честь просить Ваше Высокопревосходительство разрешить сделать всю поясную броню крейсера «Громобой» из гарвеированных плит, с условием окончания их доставки на Балтийский завод до мая месяца 1899 года».
На докладе К.К.Ратника П.П.Тыртов 16 сентября 1898 года наложил следующую резолюцию:
«Техническому Комитету – Не желательно задерживать готовность крейсера «Громобой»; с другой стороны, желательно поставить на крейсер броню лучшего, чем просто гарвеированная, качества. Предлагаю, не останавливая изготовления гарвеированных плит, в то же время теперь же приступить к отливке и изготовлению плит, хотя и не вполне отвечающих плитам по способу Круппа, но во всяком случае улучшенного качества, для чего снестись с Круппом и просить выслать техника для ознакомления со способом собственно отливки и обработки плит, оставя пока цементацию углем ввиду неготовности газовых печей. По необходимости придется мириться, что на «Громобое» часть только плит будет если и не круппированной брони, то во всяком случае улучшенной. Количество же гарвеированных плит будет зависеть от того, как скоро завод будет в состоянии производить броню улучшенных качеств».
Все в тот же день, 16 сентября 1898 года, при вторичном докладе МТК совместно с начальниками Балтийского и Ижорского заводов, П.П.Тыртов вынес следующее решение: «Для крейсера «Громобой» продолжать изготовление гарвеированной брони, но в то же время теперь же приступить на Ижорских заводах к улучшению качества брони по способу Круппа, насколько позволяют средства завода. Снестись с заводом Круппа о присылке техника для указания способа отливки броневых плит улучшенных качеств».
И опять-таки в этот день МТК обратился в ГУКиС с просьбой о немедленном вызове специалиста завода Круппа и о скорейшей доставке на Ижорские заводы необходимых сплавов, а также приборов (пирометров и гальванометров), «чтобы можно было безотлагательно приступить к отливке стали и изготовлению брони по способу Круппа, сейчас же по прибытии техника».
Таким образом, как можно видеть, из-за не налаженного еще в должной мере выпуска крупповской брони в России броню пояса по ватерлинии и, по всей видимости, его траверзов на «Громобое» Ижорским заводам пришлось выполнить гарвеированной. Скорее всего, по большей части «приближенным по своим свойствам к броне Круппа» (как цементированной, так и нецементированной) можно назвать бронирование казематов, броневые траверзы на батарейной, жилой палубах и между верхней палубой и полубаком, защиту кожухов дымоходов и элеваторов подачи боезапаса. Из крупповской брони в полном смысле этого слова, похоже, выполнялись только вертикальные плиты боевой рубки крейсера, которые, как и трубу защиты рулевых приводов, по данным Р.М.Мельникова изготовил Обуховский завод.
Что касается качества главной бортовой защиты крейсера по ватерлинии, то С.В.Несоленый описывает процесс ее приемки следующим образом:
«4 мая 1899 года МТК уведомил ГУКиС, что на основании результатов испытаний обстрелом для них бралась выборочно одна плита из партии, 1-я партия 6-дм бортовых плит признана удовлетворительной и потому подлежащей приему в казну. 5 мая МТК заявило ГУКиС, что 2-я партия 6-дюймовых броневых плит для «Громобоя» может быть принята без испытаний стрельбою, а только на основании химических и механических испытаний, а также их контроля и обмера.».
Не исключено, что именно плите из второй партии проверку все же организовали – но уже силами японцев в бою 1 августа 1904 года, печально закончившемся для Владивостокского отряда крейсеров. В том сражении броня крейсера ни разу не была пробита, только одну 6-дюймовую гарвеированную плиту серьезно повредило: 203-мм снаряд попал в ее верхний угол. В плите образовалось несколько трещин, а ее правая кромка вдавилась внутрь на 8 дюймов. Снаряд попал в плиту с расстояния 40 кабельтовых, и причем в то место, где против стыка не было шпангоута. Этим последним обстоятельством, по мнению С.В.Несоленого, и объясняется серьезное повреждение плиты. Впрочем, по данным С.И.Титушкина, номинально на такой дистанции снаряд японского 8-дюймового 45-калиберного орудия мог пробить лишь 72 мм брони – правда, крупповской. Но и несколько менее прочная гарвеевская при вдвое большей толщине в указанных обстоятельствах была ему определенно не по силам.
Проект «Громобоя» показателен и еще с одной стороны – в части изменений по мере строительства его схемы бронирования. В приводимых С.В.Несоленым расчетах инженеров Балтийского завода, датированных еще 14 октября 1896 года, принималась следующая развесовка отдельных частей бронирования крейсера:
корпус с учетом 12,7-мм подкладки под палубную броню – 4757 тонн;
поясная 152-мм броня на протяжении машинных и котельных отделений с подкладкою (лиственничные брусья толщиной 76,2 мм) и креплением – 405,62 тонны;
кормовой карапас в 38,1 мм посередине и 63,5 мм на скосах –182,33 тонны;
носовой карапас в 38,1 мм посередине и от 38,1 до 63,5 мм на скосах – 141,25 тонны;
средний карапас в 38,1 мм посередине и 50,8 мм на скосах –540,98 тонны;
двухъярусные казематы со 121-мм наружным и 50,8-мм тыльным бронированием, 25,4-мм броневой крышей и 12,7-мм настилкой между ярусами (4 штуки) – 386 тонн;
казематы 152-мм орудий со 121-мм наружным и 50,8-мм тыльным бронированием (8 штук) – 284,16 тонны;
50,8-мм броневые траверзы на жилой и батарейной палубах – 60,26 тонны;
152-мм серповидные траверзы карапасной палубы, замыкающие бортовую броню – 29,63 тонны;
25,4-мм броня кожухов котельных люков – 59 тонн;
25,4-мм броня элеваторов боезапаса – 2 тонны;
305-мм броня боевой рубки с трубой, подкладкой и креплением – 59,23 тонны.
Общий вес бронирования при этом С.В.Несоленый определял в 2169,46 тонн – но сложение всех масс дает сумму на 19 тонн меньше. По мнению автора, эти тонны «потеряны» на броне элеваторов – 2 тонны для них представляются значением явно заниженным.
Однако уже на начальных стадиях постройки корабль лишился броневых казематов для кормовой пары 8-дюймовок – с целью компенсации иных добавочных статей нагрузки. Также 1 мая 1898 года К.К.Ратником, в числе прочего, было предложено МТК изменить форму внутреннего бронирования казематов 152-мм орудий для сохранения уровня защиты при меньшем весе.
В то же время в общем каземате для носовой пары 203-мм орудий в марте 1899 года решено было усилить носовые и кормовые стены. К их 50,8-мм броне добавлялась толщина прилегающих к ним переборок (каждая образовывала вместе с броневыми плитами пакет толщиной примерно 67 мм). С этой целью вплотную к кормовой переборке (6,35 мм) устанавливалась вторая толщиной 9,5 мм.
А 3 ноября 1898 года К.К.Ратник запросил МТК о возможности увеличения до 24 дюймов (610 мм) внутреннего диаметра броневой трубы под боевой рубкой «Громобоя» для свободного помещения в ней «всех валиков, переговорных труб, проводников и других проводок» (при этом предполагалась перегрузка около 12 тонн). Рассмотрев это заявление и прилагаемый к нему чертеж броневой трубы, помощник инспектора кораблестроения Н.Е.Титов отметил на нем 12 ноября: «Нахожу необходимым – увеличение диаметра трубы до 27 дм [686 мм – прим. автора]».
Сумма всех подобных изменений, в которые входило также уменьшение толщины палубной брони с утолщением настила из кораблестроительной стали под ней, неизбежно влекла корректировку общей доли масс корабля, приходившейся на бронирование. Поэтому не исключено, что является близкой к реальности приводимая Ф.В.Лисицыным цифра общей массы брони «Громобоя» в 2097 тонн – как отражающая окончательное, а не проектное значение соответствующего параметра.
А вот еще один показатель, приписываемый Ф.В.Лисицыным и С.В.Сулигой «Громобою» – длина броневого пояса в 91,5 м – представляется уже сомнительным. Информация об изменении при постройке веса, приходившегося на пояс, в известных автору источниках отсутствует. При этом указанная выше масса поясной брони с подкладкой и креплением и проведенные автором на ее основе расчеты позволяют утверждать, что правильным является все же значение длины пояса, приводимое Л.А.Кузнецовым – 72,2 м.
После «Громобоя» применение новых типов брони на русских кораблях пошло уже легче. Так, для крейсеров типа «Диана» Ижорскими заводами была произведена броня элеваторов боезапаса и кожухов котельных отделений (на всю тройку – 324 плиты из хромоникелевой стали массой 249 тонн, близкой по качеству к палубной). Они же в 1901 году изготовили 152-мм вертикальные плиты брони как минимум для «Авроры» (по всей видимости, также и для двух других крейсеров – и, судя по времени изготовления, эта броня была крупповской), а Обуховский завод в том же самом году выполнил для данного крейсера трубу защиты приводов управления.
Насчет несшего крупповскую вертикальную броню эскадренного броненосца «Победа» в известных автору источниках имеется лишь общее указание о том, что плиты для его бронирования были произведены как на Ижорских, так и на Обуховском заводе. Как минимум, согласно заводскому буклету по случаю спуска на воду данного корабля это верно для пояса по ватерлинии и его траверзов.
Заказ на крупповские плиты вертикальной брони (77 плит толщиной 102-254 мм и массой 1324 тонны, относящихся к поясу по ватерлинии и нижнему каземату с их траверзами, траверзам верхнего каземата и барбетам башен главного калибра) для эскадренного броненосца «Князь Потемкин-Таврический» в мае 1898 года достался Ижорским заводам. В последующем они также выполнили 51-мм тыльную броню казематов и вертикальную броню башен главного калибра. Часть брони данного корабля (56 бортовых плит верхнего каземата и отдельных казематов спардека толщиной 127 мм и массой 243 тонны) была изготовлена на заводе общества «Вильям Бирдмор» в Глазго (Англия). А Обуховским заводом для него были сделаны вертикальные плиты боевой рубки и 127-мм броневая труба под нее, весившая около 9,2 метрической тонны по подсчетам автора.
Ижорские заводы были основным поставщиком брони и для крейсеров «Олег», «Очаков» и «Кагул» (а также для погибшего на стапеле «Витязя», заказы для которого затем отошли в пользу «Олега»). Общий ее проектный вес составлял по данным В.В.Хромова около 850 тонн (у родоначальника серии «Богатыря» он был несколько меньше – по информации В.П.Заблоцкого около 765 тонн по проекту), из них почти 557 метрических тонн приходилось на выполненные ижорцами плиты броневой палубы. Заказы на вертикальную броню были поделены между Ижорскими и Обуховским заводами. Последний, исходя из имеющейся у Р.М.Мельникова информации, для того же «Очакова» прокатывал вертикальную броню башен, а также, похоже, часть брони их подачных труб (барбетов) и трубу защиты рулевых приводов.
Как и у германского прототипа, основные элементы их вертикальной защиты (стены боевой рубки и ее траверз, бортовые плиты казематов, вертикальные плиты башен и их подачных труб) изготавливались из крупповской цементированной брони, а элеваторы боезапаса и котельные кожухи – из нецементированной. Однако в ряде частных моментов имелись отличия, и порой довольно существенные. К примеру, боковые и задние стены казематов, выполненные на «Богатыре» из двух 17,5-мм слоев обычной судостроительной стали, на трех крейсерах российской постройки заменили одним слоем 25,4-мм крупповской нецементированной брони производства Ижорских заводов. Тоньше была у отечественных кораблей и броня подачных труб башен на высоте двух межпалубных пространств – 73 вместо 75 мм, зато число прикрытых 35-мм броней элеваторов боезапаса на них выросло с 4 до 12 (все эти плиты как минимум на «Очакове» были также ижорского производства). Из имеющихся источников не ясно, какую защиту изначально имел на «Богатыре» нижний сегмент подачных труб башен, проходивший между жилой и броневой палубами – но на «русских» крейсерах он, похоже, получил двухдюймовую (50,8 мм) броню (по мнению автора, приписываемая всем «богатырям» более тонкая, чем 73-75 мм на большей части башенных подачных труб, броня имела право на существование исключительно в указанном месте, дополнительно прикрытом рядом корпусных конструкций).
Помимо того, труба для защиты приводов под боевой рубкой на «Олеге», «Очакове» и «Кагуле» выполнялась цельной, а не составной, что, пожалуй, должно было пойти на пользу ее общей прочности. А вот крепление прочих плит вертикальной брони между собой «в зуб», как на «Богатыре», заменялось более простым – при помощи накладок (сообразно возможностям российских броневых заводов).
Бронепалубные крейсера 2-го ранга «Жемчуг» и «Изумруд» несли крупповскую нецементированную броню производства Ижорских заводов на гласисах машинных люков (толщиной 55 мм на подкладке из 15-мм судостроительной стали, общий вес собственно броневых плит – 3600 пудов или 58,97 метрической тонны), а также на стенах и траверзе боевой рубки (30-мм плиты). А вот 30-мм труба защиты рулевых приводов выполнялась уже Обуховским заводом.
По данным В.Ю.Грибовского у «Бородино» вес брони по проекту – 3554,8 тонны, а по сведениям А.Р.Кудрявского для всех пяти броненосцев типа «Бородино» броня башен и барбетов должна была весить 8205,9 тонны, прочая вертикальная – 6927,2 тонны. Из второй названной цифры, как было установлено при изначальном планировании заказов на броню, Ижорские заводы могли взять на себя 47,9 %, Обуховский – 29,8 % (для «Императора Александра III», к примеру, предполагалось 926 тонн и 265,9 тонны соответственно).
Наряд на оставшиеся 22,3 % (около 2000 тонн) планировалось отдать другим предприятиям, в том числе иностранным (тому же «Императору Александру III» из этого количества предназначалось 1237,2 тонны). Претендентов на данный заказ хватало, но отнюдь не все их предложения были выгодными. Так, к примеру, французская фирма «Шатильон и Коммантри» на июнь 1900 года выставляла цену на свою броню в 1222 рубля 50 копеек за английскую тонну – но показатели ее сопротивления были слабее требующихся по техническому заданию. Куда более заманчиво смотрелось предложение фирмы Круппа – 1078 рублей 80 копеек за английскую тонну. Но всех конкурентов в очередной раз обошли американцы с завода Карнеги, предложившие цену в 1058 рублей 40 копеек за английскую тонну. Собственно, им 13 июля 1900 года и достался заказ, как пишет А.Р.Кудрявский, на «примерно 2000 тонн «сталеникелевых круппированных плит» со всеми необходимыми болтами, гайками, шайбами, а также контрольными плитами». Всеподданнейший отчет по морскому ведомству за 1897-1900 годы несколько уточняет эти цифры – согласно ему заводом Карнеги было изготовлено 2050 тонн вертикальной брони для броненосцев «Император Александр III», «Бородино», «Орел» и «Князь Суворов» стоимостью 2 249 012 рубля 52 копейки (то есть по 1097 рублей 08 копеек за тонну).
Контрольная плита первой партии производства завода Карнеги для «Императора Александра III» испытывалась 10 февраля 1901 года. Это была одна из 152-мм плит для средней 6-дюймовой башни правого борта, весившая 20 350 английских фунтов (9,23 метрической тонны). Стрельба производилась из 6-дюймового орудия бронебойными снарядами Гольцера. Все снаряды разбились, а броня при этом не получила ни одной трещины. В свете такого результата комиссия постановила первую партию плит признать удовлетворительной.
Не менее удачно прошли 23 марта испытания 127-мм контрольной «круппонизированной» плиты, изготовленной для «Императора Александра III» еще одним давним и проверенным поставщиком – заводом «Бетлехем стил компани». Данная плита весом в 14 420 английских фунтов (6,54 метрической тонны) предназначалась для подачной трубы средней 6-дюймовой башни левого борта. Плиту на испытаниях специально развернули с учетом ведения обстрела в наиболее слабую часть. Сруб, на котором находилась плита, состоял из 12-дюймовой (305 мм) дубовой подкладки, опиравшейся на рубашку из двух стальных листов. Стрельба велась из 5-дюймового орудия бронебойными снарядами Гольцера при зарядах дымного пороха, обеспечивавших по техническим условиям контракта скорость при ударе в плиту не менее 2064 футов в секунду (629 м/с). В плиту было сделано три выстрела, при этом все снаряды разбились, а броня не получила практически никаких повреждений, кроме отколовшегося с наружной части плиты после второго выстрела клинообразного куска металла высотой 76, шириной 32 и наибольшей толщиной 10 мм.
На основании таких результатов приемная комиссия постановила первую партию брони (36 плит общим весом около 263 тонн, в том числе 15 для вращающихся частей и 16 для подачных труб шестидюймовых башен, а также 5 для подачной трубы носовой 12-дюймовой башни), признать удовлетворяющей условиям договора от 13 июля 1900 года (судя по этой дате, одинаковой с датой контракта с заводом Карнеги, две указанные американские компании, похоже, действовали в кооперации в рамках одного общего заказа).
В.Ю.Грибовский упоминает и хорошие результаты испытаний плит 254-мм вертикальной брони 12-дюймовых башен «Императора Александра III» американского производства, состоявшихся в 1901 году. При обстреле 254-мм же снарядами в них не образовалось трещин, а проникновение снарядов в броню было небольшим (76 мм). Также он указывает, что при испытаниях 152-мм американских плит применялись снаряды с бронебойными наконечниками.
Заказы брони в Америке оказались не последними для данных броненосцев. Уже в начале 1901 года в свете спешной достройки целого ряда броненосных кораблей и нехватки мощностей собственных броневых заводов потребовалось вновь обратиться за помощью к иностранцам. Тот же Крупп в этот раз, видимо, будучи в курсе проблем русского Морского министерства, ощутимо повысил цену на свою броню – до 1150 рублей за английскую тонну при заказе всего планировавшегося количества в 2141 тонну (по другим данным – 2075 тонн). Еще больше была цена у германского завода «Деллинген» и французской фирмы «Шатильон и Коммантри» – соответственно 1179 рублей 47 копеек и 1256 рублей 25 копеек за английскую тонну, однако оба этих предприятия брались изготовить только часть требуемой брони (783,8 тонны и 710,7 тонны).
Но победителем в этот раз стал завод английский завод Бирдмор со своим предложением в 1040 рублей 33 копейки за тонну (причем, что интересно, данный завод предлагал броню не по способу Круппа, а собственного изготовления равнозначного качества).
В итоге по контракту от 10 марта 1901 года завод Бирдмор получил заказ на 1870,27 английской тонны броневых плит со всем необходимым крепежом (болты, гайки и прочее) из цементированной и нецементированной хромоникелевой стали, изготовленных таким образом, чтобы по своим баллистическим качествам они ни в чем не уступали изделиям, выделанным по способу Круппа, при том же коэффициенте сопротивления. Данный заказ распределялся между броненосцами «Император Александр III», «Бородино», «Орел», «Князь Суворов», № 8 («Слава») и «Князь Потемкин-Таврический». На «Славу», к примеру, из этого количества пришлось 30 плит вращающихся частей башен 152-мм орудий (242,87 тонны).
Результаты отстрела контрольной плиты первой партии, прибывшей в Санкт-Петербург 26 апреля 1902 года и испытанной на Охтенском полигоне 18 июня, позволили признать данную партию удовлетворительной и подлежащей приему в казну.
Впрочем, с броней иностранного производства тоже не все и не всегда оказывалось гладко – как у американских, так и у английских плит в процессе транспортировки в Россию бывали случаи замятия и сколов их кромок из-за отсутствия обделок кромок деревянными срубами. Британская контрольная плита третьей партии для 6-дюймовых башен «Князя Суворова» не выдержала испытания, ввиду чего всю партию забраковали и Бирдмор ее впоследствии переделал. А его же плиты для «Бородино», доставленные в декабре 1902 года, не соответствовали шаблонам и оказались перекошенными.
Оставшуюся после заключения контрактов с зарубежными фирмами часть брони для броненосцев типа «Бородино» все же смогли выполнить существенно разгрузившиеся к 1902 году Ижорские и Обуховский заводы. При этом по сведениям А.Р.Кудрявского для «Императора Александра III» оба русских предприятия изначально распределили работу следующим образом:
Обуховский завод – вращающаяся часть 12-дюймовой башни (вертикальная броня, 254 мм, 232 тонны), вращающаяся часть 6-дюймовой башни (152 мм, 193,1 тонны), боевая рубка (203 мм, 35,7 тонны), трубы защиты проводов (127 мм, 19,8 тонны), подачная труба 12-дюймовой носовой башни (229, 178 и 102 мм, 172,8 и 37,6 тонны);
Ижорский завод – вращающаяся часть 12-дюймовой башни (подшивка и крыша, 76 и 51 мм, 64 тонны), казематы верхней и батарейной палубы (76 мм, 73,6 и 118,2 тонны), бортовая броня по ГВЛ (203 мм (впоследствии – 194 мм), 327,7 тонны), бортовая броня верхнего пояса (152, 133 и 102 мм, 23 тонны), бортовой средний каземат (102/114/133/152 мм, 84,3/69,6/31,7/241,2 тонны).
Броня «Князя Суворова» также представляла собой комбинацию из плит Ижорских и Обуховского заводов и некоторой части брони Бирдмора и Карнеги (в случае с американским предприятием – уже упомянутая выше броня 6-дюймовых башен). При этом точно известно, что Ижорский завод произвел для данного броненосца 152-мм броню верхнего пояса и 76-мм броню казематов 75-мм орудий. А Обуховский завод выполнил для него плиты пояса по ватерлинии, 18 плит 102-мм брони верхнего пояса, 6 плит толщиной 203 мм и одну траверзную плиту в 152 мм для боевой рубки и 127-мм трубу защиты проводов.
Имеющиеся сведения об отечественных производителях брони для «Орла» и «Бородино» носят фрагментарный характер. Так, по данным А.Г.Дукельского вертикальную 254-мм броню 12-дюймовых башен для них выполнял Обуховский завод. А для «Бородино» защиту подачных труб 6-дюймовых башен – как, похоже, и основную часть вертикальной брони в целом – изготовили Ижорские заводы.
Для «Славы» по информации С.Е.Виноградова Обуховский завод делал броню подачных труб всех 8-ми башен, большей части верхнего и нижнего пояса, боевой рубки и трубы защиты проводов (всего 1388,3 тонны из общего веса всей брони данного корабля в 4535 тонн, что составляло 33,6 % от его проектного водоизмещения в 13 516 тонн). 102-мм плиты оконечностей верхнего пояса, 152-мм плиты середины верхнего пояса, 194-мм плиты по ватерлинии (всего 76), 76-мм бортовые плиты казематов и средней батареи, а также броневых траверзов заказали Ижорскому заводу.
Относительно линейных кораблей типа «Иоанн Златоуст» Л.А.Кузнецов достаточно обобщенно указывает следующее:
«Броня для кораблей изготовлялась Ижорскими, Обуховским и частично Путиловским и Металлическим (башенная броня) заводами. Для бронирования бортов, орудийных башен, боевых рубок, труб подачи боезапаса применялись цементированные броневые плиты; на крыши рубок и башен шла маломагнитная, а на палубы и скосы – хромоникелевая броневая сталь.».
Однако к данному утверждению следует относиться с известной долей критичности. Маломагнитная сталь для крыш боевых рубок была вполне обыденным на то время решением, но вот для крыш башен ее применение довольно сомнительно. Например, у «Андрея Первозванного» и «Императора Павла I» (масса брони второго – 5191 английская тонна) такой материал по данным Р.М.Мельникова был использован для крыши и пола боевой рубки, внутренней переборки в боевой рубке с ее дверями, крыши дальномерно-ходовой рубки и лобовой плиты в ней (насколько можно судить, для минимизации влияния на показания расположенного в рубке компаса).
Помимо того, Путиловский и Металлический заводы определенно не выполняли для «Иоанна Златоуста» и «Евстафия» всю башенную броню, так как по данным А.Г.Дукельского для башен всех четырех линейных кораблей-додредноутов Российского императорского флота всю броню их вращающихся частей делал Обуховский завод. Ижорскими же заводами для указанной четверки линкоров выполнялась броня боевых рубок и подачных труб 8-дюймовых и 12-дюймовых башен (а также, похоже, броневые переборки внутри этих башен – на долю «Императора Павла I» такие переборки должны были быть изготовлены к 1 декабря 1909 года).
В свете этого также является несостоятельным имевшееся в работе Н.Н.Афонина и Л.А.Кузнецова, посвященной линейным кораблям типа «Андрей Первозванный», указание на то, что, как минимум, для родоначальника данной серии все вертикальные плиты были изготовлены Ижорским заводом. Очевидно, что если подобное и планировалось изначально, то в последующем заказы на броню все-таки перераспределялись между заводами. Хотя основная доля вертикальной брони, как свидетельствует и Р.М.Мельников, для данных линкоров все же была выпущена именно ижорцами.
Важно отметить, что согласно сведениям А.Г.Дукельского в сентябре 1905 года МТК был издан циркуляр о запрете всякого перевеса в материалах и изделиях, идущих на постройку и снабжение кораблей, и судостроительным заводам и портам было вменено в обязанность не принимать предметы и материалы с таким перевесом. Это относилось и к «казенному броневому заводу» (под данным обозначением определенно имелось в виду броневое производство на Ижорских заводах), у которого броня в прежнее время для башен одного и того же чертежа получалась разных весов из-за несоблюдения размеров по толщине.
Как минимум в отношении башен российских линкоров-додредноутов названный циркуляр возымел необходимый эффект. Так, например, для «Евстафия» при массе брони башен главного калибра и их подачных труб по проекту в 588 тонн фактическая их масса составила 569,97 тонны, а для «Иоанна Златоуста» – 573,44 тонны. Аналогичной экономии, хотя и в несколько меньших размерах, удалось добиться и на «Андрее Первозванном». Проектная масса брони на нем составляла 476,5 тонны для носовой башни и 471,5 тонны для кормовой, а реальная – 473 тонны и 467 тонн соответственно.
Впрочем, от случающихся в процессе производства отклонений в весах номинально одинаковых элементов избавиться было не так просто. У «Андрея Первозванного» и «Императора Павла I», к примеру, вес броневой подшивки (пола) башен главного калибра составлял на первом из названных кораблей 681 пуд 30 фунтов и 698 пудов (11,17 и 11,43 метрической тонны), а на втором – 701 пуд 30 фунтов и 694 пуда 10 фунтов (11,49 и 11,37 метрической тонны). То есть, как отмечает А.Г.Дукельский, колебание веса плит, даже исполненных по одному и тому же чертежу, могло доходить до 3 %.
Однако и после осознания в полной мере принципиальной важности недопущения перегрузки кораблей, нашедшей свое нормативное закрепление в вышеуказанном циркуляре МТК, примеры обратного рода продолжали иметь место – в том числе и применительно к броневой защите. В частности, на броненосных крейсерах «Паллада» и «Баян» броневые плиты траверза на 127 шпангоуте и ближайшие бортовые оказались на 13 % тяжелее, чем было предусмотрено по проекту, из-за отклонений в их толщине, допущенных изготовителем – а таковым для данных двух крейсеров, как указывают С.Е.Виноградов и А.Д.Федечкин, выступал единолично Ижорский завод (после войны с Японией его название в официальных бумагах стало употребляться и в единственном числе).
Помимо превышения веса отдельных плит, ижорцы отметились еще и существенными задержками в изготовлении брони для двух указанных крейсеров, что явилось одной из немаловажных причин длительности их достройки. Впрочем, в указанный период, когда в Морском министерстве вовсю шло осмысление доставшегося дорогой ценой военного опыта и предпринимались усилия по его использованию в том числе и на строящихся кораблях, вряд ли в том была вина только лишь самого броневого завода.
Вот во что, к примеру, из довоенных конструкций в виде броневого бруствера высотой 1,52-1,6 м с прикрывающим открытый дверной проем отдельно стоящим траверзом и возвышающейся над ними на 254-305 мм грибовидной крышей превратились согласно описанию у Р.М.Мельникова боевые рубки «Паллады» и «Баяна» (при этом их конструкция согласовывалась МТК около двух лет):
«Боевая рубка состоит из 4-х вертикальных броневых плит цементированной крупповской стали толщиной в 136 мм, поставленных без рубашки. В задней части рубки расположен вход в нее. Плиты укреплены основаниями на продолжении цилиндра из стальных листов толщиной 30 мм. Задняя плита цилиндра будет из маломагнитной стали, дабы не было замкнутого контура. Также и кормовая плита вертикальной брони рубки, в которой имеется дверь. Плиты имеют высоту 1980 мм. Позади рубки для защиты поставлен щит в 35 мм. Просвет для визиров рубки — 3 дм [76,2 мм – прим. автора]. Над боевой рубкой, в задней ее части, расположена дальномерная рубка из маломагнитной брони в 60 мм. Сверху рубка покрыта горизонтальной крышей немагнитной стали, испытанной стрельбой, толщиной 75 мм, расположенной на 1,9 метра выше мостика. Крыша опирается в фальцы плит.
Съемный пол боевой рубки на высоте мостика состоит из листов немагнитной стали толщиной 6 мм. Под этим полом расположены крепления из стали высотой 250 мм, к которым укреплена снизу защита от осколков из броневой немагнитной стали толщиной 50 мм.
Труба для защиты передачи приказаний и управления рулем будет из цельной кованой стали толщиной в 80 мм; труба эта цилиндрической формы, внутренний ее диаметр 1,086 метра и состоит из 2-х частей в высоту.».
Кроме использования немагнитной и маломагнитной стали в конструкции боевой и дальномерной рубок, вся прочая защита отечественных крейсеров типа «Адмирал Макаров», включая броневую палубу и крыши башен, была выполнена Ижорским заводом из хромоникелевой стали. На плиты пояса по ватерлинии, его траверзов, верхние толстые части барбетов и вертикальную броню 8-дюймовых башен шла крупповская цементированная броня, а на верхний пояс, казематы 6-дюймовых пушек и их траверзы, нижние тонкие части барбетов башен ГК, шахты для схода в рулевое отделение и помещение кормовых вспомогательных механизмов – нецементированная. При этом броня барбетов и крыш башен, как и в случае с плитами боевой рубки, не имела под собой рубашки из обычной судостроительной стали.
В отношении качества крупповской брони Ижорского завода, производившейся в период между русско-японской и Первой мировой войнами, определенную информацию можно почерпнуть из отчетов по результатам состоявшихся 19-27 августа 1913 года стрельб по встроенному в корпус старого броненосца «Чесма» опытовому отсеку, полностью копирующему бронирование строящихся линейных кораблей типа «Севастополь», в том числе и в части типа броневого материала.
По данным И.Е.Галькевича для этого отсека из крупповской цементированной брони изготавливались вертикальные плиты боевой рубки (250 и 120 мм), борта (225 и 125 мм) и траверза (125 мм). При этом данный автор не указывает, из какой брони выполнялись 120-мм крыша боевой рубки и центральная труба толщиной 70 мм для защиты проводов внутри боевой рубки. Но наиболее вероятно, что в данном опыте для трубы использовалась «пушечная» сталь. А крышу рубки, похоже, защищала крупповская нецементированная броня (из нее был сделан и 70-мм пол обоих ее верхних ярусов). Последний тип брони также применялся для защиты внутренних переборок (50-мм продольной между средней и нижней палубами, 37,5-мм продольной между верхней и средней палубами – тыльной переборки казематов противоминных орудий и поперечных 25-мм переборок (траверзов) между казематами этих пушек). Из нее же, видимо, была изготовлена 75-мм подшивка под выступавшим за линию борта спонсоном каземата и 50-мм накладки на казематных амбразурах.
Помимо широко освещенных в литературе результатов стрельб в части их влияния на само построение системы бронирования русских линейных кораблей и крейсеров И.Е.Галькевич приводит следующие выдержки из отчета, характеризующие свойства использованного в этих опытах броневого материала:
«II. БРОНЯ.
- Толстая броня испытывалась двух толщин: боевая рубка в 250 мм и бортовая 225 мм броня, не пробиваясь, дает наружные трещины, выбоины и изгиб; последний, судя по отогнутым стойкам, переборкам и рубашке, доходит до 300 мм и более, смотря по месту удара снаряда. Материал плит в изломе удовлетворительного качества. При пробивании сквозных радиальных трещин не получается.
- Средняя броня толщиною 120 мм в основании боевой рубки и 125 мм в казематах и траверзе. При пробивании снарядами броня дает пробоины с наружным диаметром до 600 мм. Фугасные снаряды силою взрыва делают в броне эллиптические выломы размерами около 0,6х0,3 метра с продольными рваными трещинами и более или менее сильным вмятием плиты, смотря по месту удара; бронебойные же снаряды, не проламывая плиты, дают только вмятины и наружные трещины.
- 75-миллиметровая броня испытывалась в виде:
а) полов боевой рубки (70 мм), б) центральной трубы боевой рубки (70 мм), … , г) подшивки под спонсоном (75 мм).
а) При взрывах снарядов внутри боевой рубки 70 мм крупповская нецементированная броня пола отлично выдерживает удары, не пробивается осколками снарядов и брони, давая лишь незначительные вмятины.
б) Центральная труба боевой рубки при попадании в нее осколков снаряда или обломков брони дает вмятины глубиной до 25 мм, при более сильных ударах раскалывается по всем направлениям подобно чугуну. В изломе обнаружено неоднородное крупнозернистое строение, что заставляет предполагать неудовлетворительное качество материала. Осколки трубы падали в центральный пост.
г) Подшивка спонсона из 75 мм крупповской брони не пробивается осколками снаряда и обломками брони при взрыве снаряда при попадании в вертикальную броню под спонсоном. При взрыве 12” фугасного снаряда подшивка силою взрыва выламывается вверх и пропускает в образовавшийся вылом газы и осколки снаряда, которыми выводится из строя весь каземат.
…
5.Переборки:
а) 50 мм продольная переборка на нижней палубе из нецементированной брони не пробивается мелкими осколками, давая лишь незначительные вмятины.
…
в) Тыльная переборка толщиной 37,5 мм из крупповской нецементированной брони на средней палубе (позади казематов) легко пробивается снарядами, крупными осколками и обломками бортовой брони, давая вмятины, выломы и пробоины. При взрыве снаряда внутри каземата удерживает мелкие осколки, броневые болты и заклепки. Излом мелкозернистый, с широким раструбом наружу. Дает трещины, легко гнется, не ломаясь.
г) Броневые траверзы толщиной 25 мм между казематами при взрыве снаряда внутри каземата действуют подобно тыльной переборке. Взрыв фугасного снаряда вблизи вышибает эти переборки, не пробивая.
- Местная броня в виде башенноподобного щита толщиной 75 мм проламывается и разрушается при попадании в нее 6” фугасного снаряда. Броня колпака плутонгового командира толщиной 50 мм непосредственным попаданием в нее снарядов или осколков испытана не была, но при взрыве близ нее 8” фугасного снаряда была сорвана с крепления и сброшена за борт.
- ОТВЕРСТИЯ В БРОНЕ.
1) Броневые двери. В двери стрельбы не производилось, но взрывом снаряда внутри все пять броневых дверей были сорваны с петель и отброшены в сторону. Петли и задрайки для броневых дверей рубок сделаны непропорционально малыми, что и облегчило срывание дверей. Но судя по силе взрыва, нет возможности сконструировать такие петли, которые выдержали бы взрыв снаряда внутри рубки.
2) Амбразуры боевых рубок. При ударе в крышу рубки изгибом брони была закрыта 75 мм горизонтальная щель шириною около 2-х метров.
Через амбразуры внутрь рубки попадали осколки, но точного учета попадающих внутрь рубки осколков не было произведено. При первых же выстрелах, до попадания в рубку, осколки отлетали от рубки, так что попадало врубку сравнительно немного. Но судя по изрешеченным дымовым трубам и вентиляторным колпакам, надо полагать, что вовнутрь рубки были серьезные попадания.
3) Амбразуры казематов, защищенные от осколков 75 мм башенноподобными щитами, имеют все же большие щели по окружности (от 50 – 75 мм) и прицельные форточки, через которые попадает внутрь каземата много осколков от разорвавшихся извне снарядов.
От залетавших через щели осколков каземат неоднократно выводился из строя (выстрелы № 20, 21, 22 и 23).
4) Колпак плутонгового командира на верхней палубе был снесен взрывом 8” снаряда около него. Верхняя палуба, ослабленная в этом месте отверстием от колпака, загнулась внутрь.».
А отмеченное выше увеличение выпуска брони на Ижорском заводе начиная с 1910 года как раз и было связано с программой постройки дредноутов класса «Севастополь». Именно в этом году на данном предприятии решено было построить новый броневой отдел и расширить остальные производства, необходимые для обеспечения его работы. В перечень работ входили постройка новых бронеотделочной и бронезакалочной мастерских, установка 50-тонного крана, устройство 40-тонной печи, гидравлического пресса в 7500 тонн, переоборудование и расширение сталеплавильной мастерской, расширение электростанции и строительство кислородно-водородного цеха. Эти мероприятия позволяли создать мощности для производства 10 000 тонн брони ежегодно.
Новый броневой завод вступил в строй в 1912 году. С пуском вновь построенных мастерских («бронеотделочной № 2» и «бронезакалочной № 2») броневой отдел завода оказался в состоянии выпускать при двухсменной работе до 12 000 тонн крупповской цементированной брони ежегодно, не считая палубной. В том же году было закончено переоборудование сталепрокатного отдела для выделки главным образом палубной брони.
В связи с принятием очередных программ строительства дредноутов уже в 1913 году появилась необходимость дополнительного увеличения заданий на производство брони, что потребовало дооборудования завода новыми специальными станками. Кроме того, при рассмотрении вопроса об усилении бронирования линейных крейсеров типа «Измаил» выяснилось, что Ижорский завод по состоянию на октябрь 1913 года не мог изготавливать плиты толщиной 305 мм при их размере в 5х2,4 м. Его возможности при таких размерах плит ограничивались толщинами не свыше 273 мм. А чуть ранее при заказе брони для линкоров «Императрица Мария» и «Император Александр III» оказалось, что завод по технологическим причинам не способен производить плиты запланированной шириной в 3,6 м – его оборудованию по силам были лишь плиты не шире 11 футов (3,35 м).
Программа создания на предприятии дополнительных мощностей, необходимых для решения всех этих производственных вопросов, была реализована в 1913-1915 годах.
2.6. Броня Гантке.
В 1915 году Ижорский завод приступил к поточному производству броневых плит по новому способу, предложенному русским инженером Гантке. Суть способа состояла в том, что один из наиболее длительных процессов при производстве брони, а именно цементация, упразднялся введением нового рода стали с повышенным содержанием углерода.
Новый способ значительно ускорял время изготовления плит. Первоначально были достигнуты хорошие результаты для плит толщиной не более 150 мм, которые были подвергнуты опытному расстрелу на полигоне в сравнении с крупповскими цементированными. Из результатов испытаний было видно, что эти плиты «по своим боевым качествам несколько лучше крупповских цементированных, и только в худшем случае их можно считать равными по качеству». Так, еще в 1914 году морской министр И.К.Григорович докладывал царю следующее:
«… на Морском полигоне производились сравнительные опыты плит Ижорского завода с плитами французского завода «Крезо» и английского «Виккерс», представивших плиты особой выделки, причем на пробиваемость плиты Ижорского завода оказались не ниже плит этих иностранных заводов, но пуд стоимости брони Ижорского завода оказался значительно дешевле стоимости брони заграничных заводов.
В истекшем году почти вся броня до 6″ [152 мм – прим. автора] включительно изготавливалась не по способу Круппа, а по способу Гантке, причем применение этого способа к валовому производству брони было исполнено самим Ижорским заводом. В ноябре Ижорскому заводу удалось собственными средствами изготовить две плиты по 262,5 мм толщиной, и если результаты испытания этих плит на пробиваемость дадут благоприятные результаты, то явится возможность окончательно вытеснить способ Круппа.».
В 1914 году заводом впервые в России были изготовлены и две опытные плиты толщиной по 406 мм (ранее плиты толщиной более 305 мм не изготавливались). Минимум одна их них, как указывает И.Е.Галькевич, по заявлению самого Ижорского завода «в отношении характера структуры и механических качеств» могла «быть признана вполне удавшейся». Результаты испытаний этих плит на полигоне были признаны удовлетворительными.
3. Обуховский сталелитейный завод.
Названный завод и хронологически, и по объемам производства являлся вторым из крупных российских производителей брони.




3.1. На Обуховском заводе производство броневых плит было начато в 1893-1894 годах. На предварительных испытаниях в декабре 1892 года при выборе образца для воспроизводства на заводе предпочтение было отдано «сталеникелевым плитам завода Виккерса, цементированным по способу Гарвея», показавшим наилучшие результаты при обстреле 6-дюймовыми снарядами Путиловского завода (эти плиты не пробивались и не растрескивались, выбоины от попаданий в плитах были минимального размера).
Цитата: «Поэтому принципы Гарвея были приняты и на наших, тогда только еще начинающих работать плиты, заводах, Колпинских [Ижорских – прим. автора] и Обуховском.».
Первые плиты, изготовленные Обуховским заводом, были стальные без никеля, 10-дюймовой (254 мм) толщины. Однако испытания двух таких плит, одна из которых, выполненная из тигельной стали, была закалена и отпущена, а вторая, из мартеновской стали, закалена без отпуска, привели к их пробитию со значительным растрескиванием плит.
Цитата: «После этого Обуховский завод перешел на изготовление сталеникелевых плит. В одну из подобных плит было произведено 5 выстрелов со скоростью от 1990 до 2100 ф. [от 606 до 640 м/с – прим. автора], и плита не получила трещин.».
На Обуховском заводе первоначально был установлен в 1894 году следующий способ изготовления броневых плит. Материалом для сталеникелевой брони служила получаемая «кислым» способом мартеновская сталь в болванках от 1200 до 2400 пудов (от 19,66 до 39,31 метрической тонны), содержащая 0,25-0,35 % углерода, 2,5 % никеля и 0,4-0,5 % марганца. Отлитая и прокованная плита подвергалась гарвеированию, или цементации. Результатом гарвеирования являлось то, что у лицевой поверхности плиты содержание углерода доходило до 1,2 %, далее вглубь плиты оно постепенно уменьшалось, а на расстоянии около 1,55 дюйма (39,4 мм) от тыльной поверхности влияние цементации прекращалось.
Плиты отжигались в печах. Отжиг происходил сразу после отковки плиты и состоял в нагревании плиты докрасна, а потом в ее медленном охлаждении. Если плита гарвеировалась, то этот отжиг не производился, а плита после ковки и обрезки кромок шла сразу на гарвеирование и потом отжигалась при температуре около 700 градусов.
Задачей такой операции, как отжиг, было обеспечение хорошей вязкости плит. Сталь после отжига приобретает аморфное сложение на большую или меньшую глубину, причем у никелевой стали эта глубина больше, чем у обыкновенной углеродистой стали (для сравнения, применяемая в более поздней броне Круппа хромоникелевая сталь, подвергнутая одному только отжигу, дает сложение крупнозернистое, становится крайне твердой и хрупкой – однако после закалки в воде при известной температуре эта же сталь приобретает аморфное волокнистое сложение, причем глубина проникновения аморфности значительнее, чем для никелевой и обыкновенной углеродистой стали).
Приготовленные таким образом плиты «превосходно выдерживали испытания стрельбою на Охтенском полигоне».
Интересно, что Обуховский завод подразделял свою броню на башенную и бортовую. При этом пробные образцы брони (бруски), вырезанные из кромок соответствующих типов плит, имели следующие отдельные характеристики:
а) башенные плиты:
предел прочного сопротивления – 3200-3700 атмосфер на квадратный дюйм;
сопротивление разрыву – 5500-6100 атмосфер у продольных и 5500-6500 атмосфер у поперечных брусков;
относительное удлинение при разрыве – 14,3-24,5 % у продольных и 13,5-21,2 % у поперечных брусков;
б) бортовые плиты (более твердые):
предел прочного сопротивления – 4200-4300 атмосфер на квадратный дюйм;
сопротивление разрыву – 6400-6900 атмосфер;
относительное удлинение при разрыве – 15,5-16,0 %.
Что касается более подробных сведений о качестве сталеникелевых плит производства ОСЗ, то подобная плита толщиной в 10 дюймов (254 мм) для броненосца «Полтава» при испытании стрельбой из 6-дюймового орудия в 35 калибров длиной была признана вполне удовлетворительной. Было произведено 5 выстрелов 97-фунтовыми (39,72 кг) снарядами Пермских заводов со скоростью снаряда при ударе в 2140 фута (652 м/с). Снаряды углублялись в плиту не более чем на 8 дюймов (203 мм) и отскакивали целыми, без трещин. В плите при этом не оказалось ни одной трещины и все броневые болты остались неповрежденными.
Обуховский завод выпускал сталеникелевые плиты толщиной в 12, 10 и 6 дюймов (305, 254 и 152 мм соответственно), которые устанавливались на следующие российские эскадренные броненосцы и броненосцы береговой обороны:
«Наварин» и «Сисой Великий» – суммарно 36 плит толщиной в 12 дюймов (305 мм) и массой в 850 пудов (13,92 тонны) каждая (для «Наварина» из этого числа предназначались 20 плит вертикальной брони башен, также изготавливавшихся Обуховским заводом – и еще по 2 плиты на каждую башню данного броненосца с вырезами для амбразур, имевших ширину 1,33 м и высоту 1,6 м, пришлось заказать во Франции на заводе «Сен Шамон»);
«Сисой Великий» и «Полтава» – суммарно 20 плит толщиной 10 дюймов (254 мм) и массой 700 пудов (11,47 тонны) каждая;
«Севастополь» – 18 плит толщиной 10 дюймов (254 мм) и массой 700 пудов (11,47 тонны) каждая;
«Адмирал Сенявин» – 24 плиты толщиной 6 дюймов (152 мм) и массой 500 пудов (8,19 тонны) каждая;
«Адмирал Ушаков» – 18 плит толщиной 6 дюймов (152 мм) и массой 500 пудов (8,19 тонны) каждая.
Причем в очерках истории ОСЗ особо обращается внимание на то, что работы по механической отделке всех этих плит производились не в специализированной броневой мастерской, а в пушечной, станочной и других мастерских.
Лишь в 1895 году на заводе приступили к возведению здания бронеотделочной мастерской. В 1896-1897 годах в этой мастерской был установлен 75-тонный кран. Начала работать бронеотделочная мастерская в 1897 году, а весной 1898 года она была окончательно завершена постройкой и снабжена всем необходимым оборудованием. Ее производительность составляла 150 плит в год (около 80 000 пудов или 1310,4 метрической тонны).
3.2. Сталеникелевые плиты изготавливались на Обуховском заводе до 1898 года, когда данным предприятием было организовано производство брони по способу Круппа.
Ее внедрение сопровождалось и развитием средств для выпуска брони. Так, в 1898 году на заводе начали сооружение металлической пристройки к зданию молотовой мастерской для размещения в ней бронезакалочной и бронелитейной мастерских. Применительно к самой молотовой мастерской, значительную часть работы которой составляли ковка и выгибание броневых плит, в том числе круппированных, можно при этом отметить, что общие показатели ее деятельности (включая также ковку частей пушек и станков к ним, бронебойных снарядов и минные поковки) с 348 000 пудов (5700,2 метрической тонны) в 1895 году к 1900 году выросли до 617 000 пудов (10 106,5 метрической тонны).
В 1899-1900 годах на Обуховском заводе осуществлялось устройство новых цементационных печей и переустройство старых в бронезакалочной мастерской для обуглероживания броневых плит по способу Круппа и установка водокачки для закалки плит по этому же способу (в результате к 1903 году производительность цементационной мастерской составляла 200-300 плит в год). В 1901-1902 годах была произведена установка 5000-тонного загибочного пресса для бронезакалочной мастерской.
В отличие от плит прежнего образца, сталь для крупповской брони должна содержать 0,3-0,4 % углерода, 1,5-2,0 % хрома, 3,5-4,0 % никеля, 0,35 % марганца, а также не более 0,1 % кремния и 0,04 % фосфора. С учетом этого в 1901 году в бронелитейной мастерской завода была установлена 40-тонная основная печь Сименс-Мартена, предназначенная исключительно для изготовления броневых болванок хромоникелевой стали. Ее производительность составляла примерно 200 000 пудов (3276 метрических тонн) стали в год. До ввода в строй этой печи Обуховским заводом в 1899-1900 годах было получено в болванках и отливках 738 307 пудов (12 093,5 метрической тонны) мартеновской стали, которая на данном предприятии в основном и шла на изготовление броневых плит.
Первоначально с изготовлением крупповских плит на Обуховском заводе возникали проблемы – при обрезке краев плит по срезам обнаруживались вертикальные трещины, сильно углублявшиеся в плиту и делавшие ее непригодной для дальнейшей обработки. Такого брака в начале производства было до 20 % всех изготовленных заводом плит. По рекомендациям инженеров Круппа несколько снизили содержание углерода и кремния в броневом материале, но это не дало результатов. После дополнительных исследований выяснилось, что брак был обусловлен двумя причинами:
разницей в способах ковки плит – под молотом с прокаткой на валках в Эссене и ковальным прессом на Обуховском заводе;
разницей в способах отливки плит в мартеновских печах – «основным» способом у Круппа и «кислым» на Обуховском заводе.
Указания инженеров Круппа были приняты во внимание, после чего производство плит на Обуховском заводе было налажено и установилось окончательно. Броневые плиты по способу Круппа Обуховский завод производил толщиной 12, 11, 10, 8 и 6 дюймов (305, 279, 254, 203 и 152 мм соответственно).
В отношении качества брони, изготовленной ОСЗ по способу Круппа, во Всеподданнейшем отчете по морскому ведомству за 1897-1900 годы указывается, что из двух плит Обуховского завода обе по качеству превзошли плиты крупповского изготовления.
Применительно к стоимости брони производства данного предприятия А.Р.Кудрявским приводятся данные о том, что Обуховский завод в ноябре 1900 года заявил цену 14 рублей 83 копейки за пуд крупповской брони – или 905 рублей 37 копеек за метрическую тонну (исключая чрезвычайный брак, случавшийся при выделке по способу Круппа первых плит для вращающихся частей башен и подачных труб). Вместе с тем, по мнению начальника ГУКиС В.П.Верховского, эта цена была завышена и даже выше прошлогодней, при этом по ценам 1899 года была получена прибыль на заводскую расценку более 100 %.
Но предложенные Обуховским заводом цифры уже получили одобрение представителя государственного контроля, а мнение Верховского, по уверениям заводчан, имело отношение только к плитам «прежнего образца, ничего не имевшего общего с выделкой брони по способу Круппа». И такие плиты на то время заказывались лишь для испытания снарядов на Охтенском полигоне и изготовлялись предприятием по очень низкой цене – 8 рублей за пуд (488 рублей 40 копеек за метрическую тонну). К тому же условия отечественного производителя оказывались, как можно видеть на примере сведений, приведенных в разделе, посвященном деятельности Ижорских заводов, гораздо мягче, чем те, по которым Морское министерство заказывало плиты по способу Круппа за границей. Поэтому 15 ноября 1900 года Обуховский завод получил наряд на изготовление брони для пяти эскадренных броненосцев типа «Бородино» общим весом в 3691,6 тонны.
Говоря о развитии производственных мощностей ОСЗ в период, предшествовавший русско-японской войне, необходимо также отметить, что в 1904 году к Обуховскому заводу был присоединен расположенный по соседству с ним Александровский сталелитейный и рельсопрокатный завод. Тому имелись вполне объективные причины – долгое время снабжавший российские судостроительные предприятия корпусной сталью собственной выделки (в том числе и для тех же броненосцев типа «Бородино»), Александровский завод в начале 1900-х годов остановил свою деятельность и «к 1903 году превратился почти в развалины».
После окончания русско-японской войны загрузка ОСЗ резко упала. При этом приоритетным полем деятельности для завода стало развитие таких своих производств, как электросталелитейное, пушечное и снарядное. А броневое выступало уже как побочное.
Помимо производственной специализации, в выпуск брони порой вмешивались и естественные причины. Так, в ночь с 11 на 12 апреля 1908 года на ОСЗ произошел пожар, нанесший повреждения четырем отделениям пушечной и бронеотделочной мастерских и остановивший работы в них. Пострадавшие от огня мастерские были восстановлены за 3-4 месяца.
В соответствии с программой строительства дредноутов класса «Севастополь» Обуховскому заводу отводилась роль ведущего предприятия по изготовлению артиллерии. В июне 1911 года ему были ассигнованы средства на расширение сталелитейного, пушечного и снарядного производств и на возведение и оборудование цеха трехорудийных 12-дюймовых башен. При этом для оснащения дополнительных «отделений» (цехов) пушечного производства были заняты площади, освободившиеся после передачи броневого отдела вместе с оборудованием на Ижорский завод (в частности, бывшая бронеотделочная мастерская).
Такая «миграция» названного производственного участка стала следствием проработки ответственными государственными органами одновременно с задачей наращивания производства артиллерии и боеприпасов также вопроса об увеличении выпуска брони. В результате была выявлена недостаточность для этой цели имеющихся мощностей Ижорского и Обуховского заводов и необходимость их расширения. В целях сокращения издержек на развитие броневого дела и обеспечения большей специализации заводов Правительство решило производство брони сосредоточить лишь на Ижорском заводе с передачей ему «всех технических броневых средств» ОСЗ.
Соответствующие работы были начаты в середине 1911 года и полностью завершились к февралю 1912 года. Таким образом, начиная с 1912 года, Обуховский завод с учетом выведения из его состава броневого отдела производство брони уже не осуществлял. При этом за все время существования бронеотделочной мастерской (по всей видимости, с 1897 по 1911 год) завод выпустил 1 024 475 пудов (16 780,9 метрической тонны) брони, из которых 981 960 пудов (16 084,5 метрической тонны) относились к 1986 плитам, изготовленным по способу Круппа.
3.3. Еще одним достаточно своеобразным типом брони, производившимся на ОСЗ, была так называемая «пушечная» сталь, широко применявшаяся на кораблях Российского императорского флота для проходивших вниз от боевых рубок труб защиты проводов.
Первый случай ее использования, хотя и по сути невольный, имел место, как уже указывалось выше, на броненосном крейсере «Рюрик». Труба для данного крейсера была заказана Обуховскому заводу 28 января 1895 года. Однако изготовили ее не из ставшей к тому времени стандартом сталеникелевой брони, а, как просил рачительный С.О.Макаров, подобрали из имевшихся на ОСЗ бракованных орудийных цилиндров для 9-дюймовых пушек – но по цене вновь сделанного изделия. Такой «экономный» подход сказался и на габаритах трубы – она имела не вполне обычную толщину стенок (71,4 мм) и весьма скромный внутренний и внешний диаметр (228,6/371,4 мм).
В дальнейшем такие трубы выполнялись более «объемными» – например, диаметром 450/590 мм на бронепалубном крейсере «Богатырь», 762/1016 мм на броненосце «Князь Потемкин-Таврический» и 914,4/1117,6 мм на броненосцах типа «Бородино» Балтийского завода (причем на последних в них располагался еще и сходный трап). Впрочем, изменение конструкции труб уже не влияло на требования к качеству их броневого материала – единожды довольно удачно апробировав «пушечную» сталь (в ряде документов она также называется «кованой пушечной») для данного вида защитных элементов, МТК последовательно требовал ее применения и на всех последующих кораблях. Основным же производителем такого рода брони долгое время оставался Обуховский завод.
В частности, именно он в начале мая 1903 года изготовил такую трубу из трех сегментов общим весом 19,8 тонны для эскадренного броненосца «Слава». А его систершип «Князь Суворов» аналогичную трубу производства ОСЗ получил в ноябре 1902 года.
Также достоверно известно, что «пушечная» сталь Обуховского завода пошла на трубы защиты проводов на бронепалубных крейсерах 2-го ранга «Жемчуг» и «Изумруд». И, скорее всего, под боевыми рубками на «Олеге», «Кагуле» и «Очакове» тоже устанавливались обуховские броневые трубы из «пушечной» стали.
Данная сталь продолжала использоваться для труб защиты проводов на русских кораблях и в годы Первой мировой войны. Правда, интересно, что для линейных кораблей типа «Андрей Первозванный» Р.М.Мельников говорит о применении под их боевыми и кормовыми артиллерийскими рубками броневых труб, выполненных уже из несколько иного материала – «литой стали».
3.4. В завершение данного раздела хотелось бы отметить, что в целом работа Ижорских и Обуховского завода по выпуску брони для нужд флота во времена, предшествовавшие русско-японской войне 1904-1905 годов, а также непосредственно в ходе данного конфликта, по мнению автора, представляет особый интерес для возможного исследователя. А сравнительный анализ деятельности указанных предприятий в части производства вертикальной корабельной брони в указанный период позволяет сделать следующий вывод.
В то время Ижорские заводы фактически выступали в роли массового производителя вертикальных броневых плит наиболее простых форм (прямоугольные бортовые или траверзные), однако из-за технических ограничений они испытывали серьезные трудности с выпуском плит с необычной конфигурацией, имеющих значительную кривизну, требующих проделывания в них каких-либо отверстий или даже просто большого объема работ по их отделке – и поэтому не слишком охотно брались за их изготовление. В свою очередь, Обуховский завод по сути специализировался как раз на производстве таких сложных по форме плит (гнутые плиты брони башен, барбетов, боевых рубок и их подачных труб).
Достаточно хорошо различные проблемы в практической деятельности Ижорских заводов показаны Р.М.Мельниковым при описании процесса строительства крейсера «Очаков». Так, принимая заказ на броню элеваторов, это предприятие соглашалось на обрезку плит (толщина 35 мм) только ножницами, без требуемой строителем чистовой строжки кромок, сверления отверстий под крепеж и поставки самого крепежа. В итоге севастопольским судостроителям пришлось просить ижорцев хотя бы обеспечить прямолинейность обрезаемых кромок и выдержать допуск по ширине не более 8 мм.
Немало проблем было и с производством брони казематов для «Очакова». Одну из плит четвертого каземата Ижорские заводы почему-то выполнили «окороченной» на 64 мм, что вынудило строителей искать для нее подходящее место. А после прибытия казематных плит внезапно выяснилось, что они почему-то имеют «вовсе не ту погибь, какая полагалась по чертежам и шаблонам». Правда, затем установили, что виновата была маркировка шаблонов: номера на них наносились не так, как это было принято на Ижорских заводах. Тем не менее после тщетных попыток «пристроить» плиты к конструкциям казематов пришлось отправлять партию на переделку в Колпино (девять плит в этом случае завод обещал исправить, две требовалось изготовить заново, а в остальных вырезать новые прицельные отверстия и все плиты снова пригнать одну к другой).
Не по шаблонам оказалась и ижорская броня боевой рубки «Авроры», изготовленная в 1901 году за четыре месяца (с апреля по август) – и затем переделывавшаяся до мая 1902 года.
Впрочем, порой плиты сложной формы могли ощутимо осложнять работу обоих русских производителей корабельной брони. Например, по данным Р.М.Мельникова для подачных труб башен крейсеров типа «Богатырь» российской постройки два верхних яруса брони решено было разбить не на три, как на «Богатыре», а на четыре плиты. Это облегчало изготовление плит, так как упрощало гибку (требовалось придать плите меньшую стрелку погиби) и обеспечивало соответствие реальным производственным возможностям как Ижорских, так и Обуховского завода.
Н.И.Дмитриев и В.В.Колпычев также приводят со ссылкой на автора проекта броненосцев типа «Бородино» Д.В.Скворцова такие сведения о достройке «Бородино» и «Орла» на Галерном острове:
«Не меньший, если не больший труд по сравнению с перевозкой брони представляла ее обрубка, вызванная неточным изготовлением плит на бронепрокатных заводах. … Приходилось плиты отжигать уже перед самою постановкой на место, так как рубить каленую поверхность не представлялось никакой возможности, и вручную рубить каждую плиту, тратя на эту работу по нескольку недель; особенно много работы требовала обрубка кривых плит боковой брони башен, где пришлось рубить почти половину всех доставленных плит.».
Эти же авторы, говоря про оба отечественных броневых завода по состоянию на 1909 год, утверждают следующее:
«… особою способностью всегда опаздывать, давая при этом необычайно длинные сроки изготовления, обладают Ижорский и Обуховский заводы, не дающие напр. возможности кончить к сроку «Баяна», «Палладу», «Андрея Первозванного» и «Павла I». Бронепрокатные заводы наши вообще очень слабы и, по-видимому, не в состоянии поспевать за судостроительными.».
В определенной мере этот последний тезис подтверждается и А.В.Скворцовым в его статье, посвященной канонерским лодкам типа «Гиляк». В конце 1906 – начале 1907 годов с учетом опыта русско-японской войны по инициативе генерала Н.П.Линевича рассматривалась возможность оснащения их бортовой броней (пояс по ватерлинии из 80-мм крупповской брони в центральной части и 52-мм сталеникелевых плит в оконечностях и верхний пояс полностью из 38-мм сталеникелевой брони). При этом в процессе предварительной проработки данного вопроса Ижорский завод готов был принять на себя изготовление брони только для двух лодок, а бронирование двух других предлагал передать Обуховскому заводу, причем с отсрочкой на четыре месяца изготовления брони для крейсеров «Паллада» и «Баян», броненосцев «Андрей Первозванный» и «Император Павел I». В то же время ижорцы не гарантировали качество тонкой для их оборудования 80-мм крупповской брони. Обуховцы же в свою очередь соглашались изготовить броню для двух лодок за шесть месяцев – но без листов оконечностей и также с соответствующим переносом сроков по другим заказам.
4. Броня «русских иностранцев».
Прежде чем перейти к разделу, который затронет уже исключительно «послецусимский» период в развитии броневого производства в России, хотелось бы все же, хоть это и не вполне соответствует предмету изучения данного очерка, некоторое внимание уделить той броне, которой оснащались броненосцы и крейсера, строившиеся для Российского императорского флота за рубежом. В данной части нашего повествования будет вкратце проанализировано качество броневой защиты данных кораблей в целом – как вертикальной, так и горизонтальной.
4.1. Хронологически первым носителем некоторого количества брони, полностью построенным за рубежом (после первых броненосных батарей), стал заказанный Россией во Франции бронепалубный крейсер «Адмирал Корнилов».
По данным В.В.Ярового толщина его броневой палубы составляла 40-45 мм в плоской части и 60 мм на скосах. Однако Р.М.Мельниковым приводится несколько иная и существенно более детализированная информация. Согласно ей броневая палуба составлялась у бортов из трех слоев стальных листов общей толщиной 60 мм в средней части корпуса и 40 мм в оконечностях. Ближе к диаметральной плоскости броневая палуба состояла из листов толщиной 37 мм (в оконечностях – 35 мм), положенных на 7-мм стальную палубную настилку.
Также в схему защиты крейсера входили бронирование дымоходов на высоту одного межпалубного пространства (45 мм в нижней части и 15 мм в верхней), фальшборт около пушечных портов из 20-мм листов хромистой стали Гольцера и боевая рубка, имевшая 80-мм (по сведениям В.В.Ярового – 75-мм) стены на 8-мм подложке и 30-мм крышу. В.В.Яровой говорит о применении на «Адмирале Корнилове» брони компаунд. Но у Р.М.Мельникова речь идет о стальных плитах, что в целом более характерно для французского кораблестроения и, соответственно, выглядит более достоверным. Причем Мельников приводит и некоторые данные о качестве броневого материала кожухов дымовых труб – их плиты должны были выдержать напряжение на разрыв 40-45 атм./мм кв. и обеспечивать удлинение 17-21 %.
Трудно сказать определенно, но, судя по имеющемуся в работе Р.М.Мельникова схематическому сечению «Адмирала Корнилова», на данном крейсере броневая палуба немного не доходила до носовой оконечности. Аналогичное решение было применено и на очередном французском приобретении русского флота – крейсере-яхте «Светлана» (а также в дальнейшем на строившемся в Дании «Боярине»). Непосредственно на «Светлане» палубная броня в носу не доводилась до форштевня на длину 10 шпангоутов.
А.В.Скворцов, описывая бронирование данного крейсера, утверждает, что в окончательном варианте оно имело следующий вид: горизонтальная палубная броня – 25 мм; палубная броня на скосах – 25 и 50 мм; гласисы машинных люков толщиной 120 мм и высотой 300 мм; стенки боевой рубки – 100 мм; крыша рубки и орудийные щиты – 25 мм; труба приводов систем управления под боевой рубкой – 50 мм. Также он приводит общий вес брони по первоначальному проекту, предусматривавшему палубу толщиной 44,5 мм в плоской части и 63,5 мм на скосах – 396 тонн.
В то же время, говоря о последующих изменениях в проекте, повлекших корректировку ряда статей нагрузки, Скворцов указывает иные значения, до которых заводу разрешалось уменьшить толщину палубной брони – 25,4 мм в горизонтальной части и 38,1-50,8 мм на скосах. Разумеется, для корабля французской постройки окончательные цифры были бы размерены в метрической системе. А учитывая, что скосы на «Светлане» формировались из двух участков с разным углом наклона к борту, наиболее вероятны значения толщины палубной брони 25 мм для плоской части, 35 мм в более пологой верхней части скосов и 50 мм в нижней их части, примыкающей к борту. На такую мысль наводит и описание Скворцовым толщины палубных настилов крейсера:
«В пределах МКО под бимсами броневой палубы крепилась стальная подшивка толщиной 5 мм. Толщина настила батарейной палубы равнялась 7 мм, верхней – от 7 до 10 мм, платформ – 4 мм.».
Если предположить, что 5-мм подшивка имелась только под плоской частью палубы, а на скосах она удваивалась, то суммарная толщина палубы и скосов в 30-45-60 мм с учетом подшивки представляется достаточно логичной.
Но если о неточностях в приведенных Скворцовым толщинах брони палубы можно только догадываться, то его ошибка с указанием габаритов гласиса машинного отделения является несомненной – при замерах по чертежам он имеет высоту примерно 1,1-1,4 м (в разных своих частях), а отнюдь не 300 мм. Причем, по мнению автора, броня гласиса, как и палубы, имела в окончательном виде меньшую толщину в сравнении с изначальным проектом – наиболее вероятно значение в 120 мм, как и указывает Скворцов, но вместе с подложкой (скорее всего, 15-миллиметровой).
Кроме того, Скворцов ничего не говорит о бронировании дымоходов и элеваторов боезапаса на «Светлане». Но маловероятно, что, предусматривая защиту этих частей на строившихся примерно в то же время «России» и крейсерах типа «Диана», МТК не потребовал бы ее применения и на корабле французского проекта. Тем более что С.В.Сулига прямо указывает наличие на этом крейсере 25-мм брони элеваторов (как и – похоже, по данным «Судового списка» 1904 года – 37-мм палубы с 64-мм скосами). Логичной выглядела бы примерно 30-мм защита кожухов дымовых труб (судя по чертежам, приводимым Скворцовым, у «Светланы» они доводились до верхней палубы). Причем по подсчетам автора общая масса брони корабля при указанных достоверно известных и предположительных значениях толщины отдельных элементов не превышала бы 360 метрических тонн (плоская часть и скосы палубы – около 250, гласис – около 36, боевая рубка с броневой крышей и трубой защиты рулевых приводов – около 18, дымоходы – около 45, шахты элеваторов боезапаса 152-мм пушек (на «Светлане», судя по чертежам, их было 4) – около 10).
Что же касается типа броневого материала, то с учетом времени постройки данного корабля (1895-1898 годы) вертикальная броня его броневой рубки, а также гласисов, вероятно, была гарвеированной. Прочие защитные элементы скорее всего выполнялись из сталеникелевых плит.
Улучшение качества брони стало возможным уже на следующем поколении кораблей, строившихся для России во Франции. Так, на эскадренном броненосце «Цесаревич» (общая масса брони по проекту 3300 тонн) была применена броня Круппа. Причем ее освоение в производстве стало непростой задачей для французских заводов. Р.М.Мельников так описывал соответствующие процессы:
«Не сразу удалось убедить фирму и в необходимости заказа все-таки брони Круппа. Фирма не прекращала попыток навязать заказчику уже устаревшую к тому времени менее прочную броню Гарвея. Доводы были просты: во Франции новая броня к моменту подписания контракта еще не применялась. Пришлось пристыдить фирму примером отечественного Ижорского завода, который уже успел заключить договор с фирмой Круппа и успешно испытал плиты новой брони. Так, очевидно, следовало поступить и французским бронеделательным заводам.
Вошедшая во вкус привилегированного положения, фирма не постеснялась опротестовать даже условия испытания брони стрельбой. Она посчитала, что в плиты собираются стрелять слишком, будто бы, тяжелыми снарядами, хотя, как объяснялось в докладе МТК от 16 июля 1902 г. управляющему морским министерством, снаряды Гольцера были с самого начала предусмотрены согласованными с французскими техническими условиями на поставку брони. Дело было не в снарядах – плиты Ижорского завода их не боялись – а в том, как делал вывод МТК, что «фабрикация плит по крупповскому способу на французских заводах еще не установилась на должной высоте». Претензии французов были отклонены, а этот инцидент управляющий приказал учесть при рассмотрении вопроса об опоздании срока поставки.»;
«Болезненно проявлялись и неоднократно происходившие случаи бракования … броневых плит, заказ которых был распределен между пятью заводами во Франции [при этом палубную броню «Цесаревича» по данным Р.М.Мельникова делали на трех заводах – прим. автора]. А когда капитану Н.М.Родзевичу – приемщику МТК – пришлось забраковать партию плит завода Крезо (содержание серы и фосфора в отливках превышало пределы, установленные МТК) И.К.Григорович увидел в этом опасность для постройки броненосца.
Одновременно по мере испытания стрельбой партии броневых плит, их готовили к установке на корабль. Оказалось, что из всех 12 партий плит бортовой и башенной брони четыре не выдержали испытаний стрельбой (на полигоне в Гавре) и были изготовлены заново. Отговорки французов, что для испытаний применялись слишком тяжелые снаряды, были отклонены – снаряды соответствовали тем же техническим условиям МТК, на основании которых испытывались в России плиты Ижорского завода.»;
«Две из четырех партий башенной брони испытаний на полигоне не выдержали. Сен-Шамонский завод предлагал плиты этой партии принять по соответственно уменьшенной стоимости. Завод Крезо выжидал решения МТК. И.К.Григорович считал, что 3-месячный срок, требующийся для переделки партии и не повлияет на готовность броненосца и предлагал МТК «ни на какие комбинации не соглашаться». Плиты МТК предписал переделать. …».
Впрочем, кое-чему и русские могли поучиться у французов. И об этом сказано у все того же Р.М.Мельникова:
«Снабдив «Цесаревич» далеко не совершенными французскими башнями, МТК в дальнейшем каким-то образом сумел пройти мимо некоторых присущих им полезных конструктивных решений. Корабль оказался единственным, на котором по примеру «Сен-Луи» рубки башенных командиров, хотя и выполненные из литой стали, имели толщину такую же – до 51 мм, какая была принята и для рубки комендоров. На всех же остальных кораблях, строившихся в то же время в России, по указанию П.П.Тыртова следовать примеру «Цесаревича» не стали.
«Легкие откидные колпаки», признанные более удобными для создания командиру свободного кругового обзора (свое слово сказала, конечно и «экономия») на всех остальных новых броненосцах (не исключая и черноморского «Потемкина») грозили командирам смертью. Так оно и случилось в Цусиме.».
Причем Мельников даже занижает, и весьма ощутимо, толщину рубок башенных командиров башен главного калибра броненосца. Судя по чертежам башен в разрезе, имеющимся в справочнике А.Г.Дукельского, на самом деле именно эти колпаки имели толщину 250 мм в лобовой части и около 140 мм в тыльной.
Отдельный предмет для исследования представляет собой качество броневого материала, примененного на броненосном крейсере «Баян», строившемся на том же заводе, что и «Цесаревич», в одно время с последним. В большинстве источников фигурирует информация о том, что его броня была гарвеированной. Так, В.Я.Крестьянинов и С.В.Молодцов утверждают, что на первом «Баяне» «броня была из специальной стали с добавлением никеля и хрома, обработанная по способу Гарвея».
Однако содержание главы «Сюрпризы Лазурного берега» Р.М.Мельникова из его монографии, посвященной «Баяну», говорит о другом:
«Весь год не удавалось «Баяну» справиться со сборкой и испытаниями механизмов и еще более скандальными задержками с доставкой брони. Хватало и других неувязок. Французские заводы, как оказалось, далеко отстали от русских в освоении технического производства брони по способу Круппа. Неспроста вначале фирма Форж и Шантье пыталась добиться применения на заказанных ей кораблях более освоенных гарвеевских плит. Теперь же затяжные неудачи испытания крупповских плит на «Баяне» и «Цесаревиче» она пыталась объяснить некоторыми тяжелыми испытаниями этих плит стрельбой. В ответ МТК (письмо председателя вице-адмирала Ф.В.Дубасова и и. д. Главного инспектора морской артиллерии генерал-майора А.С.Кроткова от 16 июля 1902 г.) приводил примеры таких же испытаний плит германских и русских заводов и делал вывод о том, что «фабрикация плит по крупповскому способу на французских заводах еще не установилась на должной высоте».».
Работы Мельникова, увы, страдают от крайне тенденциозной подачи информации, но в данном случае приводимые им сведения, включая ссылку на документ, косвенно свидетельствующий о наличии на «Баяне» все же брони Круппа, выглядят, как минимум, правдоподобно. А достоверности им добавляет имеющееся у данного автора описание злоключений «баяновских» плит, которые вряд ли были бы присущи процессу их изготовления по уже вполне освоенному на французских заводах способу Гарвея:
«Все более угрожающим, обещавшим надолго задержать готовность корабля, становилась замена бракованных броневых плит завода Сен Шамон. Поясная цементированная броня (16 плит) была заказана к январю 1900 г., но только в марте ее испытали стрельбой и признали неудовлетворительной. Теперь завод переделывал 12 плит, 4 изготовлял заново и получит их (если удачны будут повторные испытания) не ранее, чем через 4 месяца. Броню подачных труб вместо срока, назначенного на май, обещали только к сентябрю, но и то, если удачны будут испытания стрельбой. «Отсутствие брони останавливает многие работы по внутреннему устройству крейсера,» – подчеркивал А.Р.Родионов.
К 1 сентября 1900 г. после установки 28 из 34 доставленных плит брони по ватерлинии работы пришлось остановить, так как остальные 16 плит еще переделывались на заводе. Их повторное испытание стрельбой назначалось на 8 сентября, но даже и в случае благополучного результата задержки готовности корабля продолжались из-за неполучения плит казематов и башенных подачных труб.
По «установке брони» к 1 октября [1900 года – прим. автора] были установлены все 34 плиты толстой поясной брони, доставленной в Ла Сейн. В броневом поясе крейсера недоставало еще 16 плит, по 8 с борта. Эти плиты исправлялись на заводе Сен Шамон. С их ожидаемой в январе доставкой работы по броневому поясу предполагалось закончить. Сборка подбашенных отделений продолжала задерживаться неполучением с того же завода брони подачных труб. Только еще готовились к установке полученные с завода Marrel frees 62 плиты тонкой бортовой брони.
Из донесения от 9 ноября 1900 г. командира А.Р.Родионова следовало, что по установке брони было закончено крепление болтами 34 плит пояса по ГВЛ, недостающие 16 плит еще ожидали с завода Сен Шамон.».
С.Е.Виноградов и А.Д.Федечкин приводят развесовку элементов защиты «Баяна» по расчету А.Лаганя от 6 марта 1898 года. При общей массе брони в 1449 тонны она распределялась следующим образом: нижний броневой пояс – 430 тонн, нижний кормовой траверз – 24 тонны, верхний броневой пояс – 238 тонн, верхний кормовой траверз – 15,5 тонны, боевая рубка – 29 тонн, казематы 6-дюймовых орудий – 152 тонны, башни 8-дюймовых орудий – 217,5 тонны, палубная броня и комингсы – 343 тонны.
Также в работе Виноградова и Федечкина имеется таблица, дающая представление о массе отдельных частей башен главного калибра «Баяна». Но тщательный анализ содержащихся в ней данных позволяет сделать вывод о наличии в этой таблице серьезных ошибок.
К примеру, и для носовой, и для кормовой башен такой элемент, как «наружная труба неподвижной носовой части башни забронированная, набрана из стальных листов в один слой, укреплённая к броневой палубе угловой сталью, одна» указан как имеющий одинаковую массу – 155,61 т. Но даже если слово «носовой» в отношении кормовой башни употреблено случайно при перепечатке текста из первоисточника, проведенные замеры по чертежам габаритов башенного бронирования позволяют однозначно утверждать, что они определенно не являются равными, тем более до второго знака после запятой. Так, у носовой башни барбет, состоящий из более толстого верхнего сегмента (диаметр около 3,6 м) и более тонкого нижнего (диаметр около 3,3 м) имеет общую высоту около 6,6 м. При этом верхний сегмент имеет высоту около 3,8 м, нижний – около 3,5 м, а вверх от батарейной палубы эти сегменты взаимно перекрываются примерно на 0,7 м (нижний сегмент «телескопически» входит в верхний). Барбет кормовой башни, в отличие от носовой, имеет единый диаметр около 3,6 м и единую толщину на всей своей высоте, составляющей около 5,3 м.
При таких габаритах броня верхнего сегмента носового барбета должна весить примерно 48,5 тонны, нижнего примерно 16,8 тонны, суммарно, соответственно, около 65,3 тонны, а броня кормового барбета – примерно 67,6 тонны (здесь имеются в виду метрические тонны). Но никак не более полутора сотен тонн на каждую башню.
Кроме того, если суммировать все значения, указанные Виноградовым и Федечкиным в таблице, получим массу носовой башни 360,93 тонны, а кормовой 291,38 тонны. Однако по данным и В.Я.Крестьянинова с С.В.Молодцовым, и С.И.Титушкина, и самих Виноградова и Федечкина на другой странице их же книги масса одной башни «Баяна» с броней и без орудия составляла 157 тонн. Кроме того, разбежка в общей массе обеих башен с учетом приведенных выше данных по весу брони их барбетов, а также чуть большей массы подбашенных механизмов у носовой башни явно не превышала 6-7 тонн – и 70 тоннам разницы там просто неоткуда взяться, равно как и цифрам в 290-360 тонн полной массы установки.
Масса различных частей бронирования крейсера после его постройки несколько отличалась от проектной, причем как в большую, так и в меньшую сторону. К примеру, броня пояса по ватерлинии тонн весила 421,65 метрической тонны вместо 430, а палубные плиты – 354,31 метрической тонны, а не 343, как планировалось изначально.
Если же продолжить речь о типе брони «Баяна», то из двух таблиц в работе Виноградова и Федечкина вытекает, что верхний пояс, его кормовой траверз, защита казематов, башни, их барбеты, крыши и колпаки на крышах для командиров и наводчиков, стены боевой рубки и прикрывающий вход в нее траверз выполнялись из брони «никелевой стали». Примечательно в этой связи описание у двух названных авторов процесса производства башенной брони, во многом перекликающееся с тем, что ранее было сказано Р.М.Мельниковым:
«Вертикальная броневая защита боевого отделения состояла из четырёх поверхностно-упрочнённых плит толщиной 150 мм, обладавших значительной кривизной. Изготовление всех 8 плит для двух башен было передано по субконтракту компании «Сен-Шамон»; однако артиллерийских испытаний при приёмке они не выдержали и все подлежали замене. Переделка всей партии (субконтрагенты «Марель Фрире» – носовая установка, «Шатийон э Комментри» – кормовая) задержала готовность крейсера на 8 (!) месяцев, так что в середине 1901 г. даже поднимался вопрос о переходе крейсера в Россию без башенной брони.».
Материал брони пояса по ватерлинии Виноградовым и Федечкиным прямо не указан, однако его кормовой траверз состоял из 3 плит «цементированной» стали (о цементированной броне и самого пояса, замыкавшегося этим траверзом, как отмечалось выше, говорит Р.М.Мельников). На крышу боевой рубки пошла маломагнитная сталь, а на трубу для защиты передачи приказаний и управления рулем – кованая сталь.
В отношении палубной брони в таблице у Виноградова и Федечкина говорится о ее изготовлении из «самой мягкой стали». Причем В.Я.Крестьянинов и С.В.Молодцов указывают на применение в данном элементе мягкой судостроительной стали. А вот Р.М.Мельников утверждает, что палубная броня все же была хромоникелевой, что, по мнению автора, представляется более похожим на правду.
Строившийся во Франции с начала 1905 года броненосный крейсер «Адмирал Макаров» по проекту являлся несколько модифицированной версией первого «Баяна». Причем помимо корректировки состава вооружения и, в частности, применения 75-мм пушек на станках Металлического завода (вдвое более тяжелых, чем прежние установки этого калибра на станках Меллера), Р.М.Мельников говорит о следующих изменениях в проекте:
«Следовало предусмотреть фильтры для динамо-машин, усовершенствованную электрическую сигнализацию, улучшенные сепараторы динамо-машин (исключающие попадание воды в цилиндры), шкафы для станции параллельного соединения динамо-машины, электрические звонки между компасами и шунтовое намагничивание двигателей электрических вентиляторов. Количество ламп для внутреннего и наружного освещения с 600 (как было на «Баяне») требовалось увеличить до 800, и кроме ламп накаливания, предусмотреть в каждом котельном отделении по одной дуговой лампе (3 ампера) и по две – в каждом машинном отделении. Предлагалось увеличить число переносных вентиляторов и сеть переговорных труб для артиллерии.»;
«Проводники через водонепроницаемые переборки требовалось проводить через специальные сальники.»;
«Улучшить требовалось и подшивку тонких листов под бимсами во всех помещениях, которая на «Баяне» всегда легко прогибалась и имела «некрасивый вид». Для перевязочного пункта следовало назначить «защищенное место». В защищенном броней укрытии (предусмотрев и крепление от качки) на время дневного боя требовалось разместить и прожекторы. Шкафы во всех хозяйственных помещениях следовало изготовить из стали, а не из дерева; а бакштаги дымовых труб – из стального троса, а не из цепей.»;
«Эта кропотливая работа по уточнению конструктивных решений проекта минувшего века была продолжена изменениями в спецификации крейсера по механизмам (журнал МТК № 18 от 23 мая 1905 г. ст. 201–236), где уточнялось, что толщина 115-мм трубок котлов Бельвиля в нижних рядах должна была составлять не менее 6,5 мм.».
По мнению Р.М.Мельникова, именно ради всех названных усовершенствований, число которых перевалило далеко за сотню, в проекте «Адмирала Макарова» для сохранения прежнего водоизмещения пришлось пойти на понижение высоты рубок и тамбуров на верхней палубе и снижение массы бронирования (с уменьшением толщины плит нижнего броневого пояса в средней части со 150/90 до 135/80 мм и с 200/100 до 175/90 мм, башен со 150 до 132 мм, а боевой рубки со 160 до 136 мм).
В свою очередь В.Я.Крестьянинов и С.В.Молодцов, а также С.Е.Виноградов и А.Д.Федечкин объясняют указанное сокращение толщины бронирования применением на «Адмирале Макарове» крупповской брони вместо гарвеированной. Но приводимые Мельниковым причины такого решения в их совокупности представляются, по мнению автора, более правдоподобными.
В итоге вся броня «Адмирала Макарова» была выполнена круппированной, из хромоникелевой стали (кроме отдельных частей вроде крыши боевой рубки из маломагнитной стали). По данным В.Я.Крестьянинова и С.В.Молодцова плиты главного пояса с № 7 по 24 изготавливались из цементированной стали, а № 1 – 6, 25 и 26 – из нецементированной. Уже во время постройки МТК поднял вопрос о замене всех плит цементированными. Но фирма потребовала дополнительной оплаты и переноса сроков сдачи крейсера, поэтому от замены пришлось отказаться. Причем броню из «антимагнитной» – именно так она названа у Р.М.Мельникова – стали для крыши, пола и подшивки боевой рубки (три овальных листа толщиной 35 мм и пять толщиной 6 и 2 мм с габаритами 2,86 и 3,55 м) общей массой 4,46 тонны верфь заказала русскому Ижорскому заводу. В мае 1906 года они с опережением срока были доставлены из Колпино в Петербург для доставки в Тулон.
А вот с броней собственно французского изготовления продолжали иметь место определенные казусы. Так, в июле 1907 года была одобрена инициатива командира о защите кормового дальномера особой броневой рубкой. МТК разрешил исполнение соответствующего заказа в 5-месяный срок, но потребовал применить не углеродистую, а крупповскую броню. В августе уточнили размер просвета для 4,5-футового дальномера Барра и Струда – 4,75 дюйма (120,65 мм). Что же было потом – сказано у Р.М.Мельникова:
«Доверившись уверениям французов в высоком качестве брони рубки, командир Пономарев подписал очередное дополнительное соглашение на дорогостоящую (29,5 тыс. франков) сверхконтрактную поставку. Когда же в МТК в августе 1907 г. получили потребованные им пробные планки брони (артиллерийский отдел оставался на позиции строгой приемки заказа), то обнаружили, что их прочность на разрыв составила лишь 70 кг/кв. мм, что соответствовало не дорогой крупповской нецементированной броне (82–93 кг/кв. мм), а обыкновенной кованой пушечной стали. От командира потребовали добиться показателей прочности не менее 75–85 кг/кв. мм.».
В завершение рассказа о бронировании «Адмирала Макарова» остается лишь упомянуть, что проектный состав его строительной нагрузки предусматривал вес палубной брони в 344 тонны, а всей остальной брони – в 1086,5 тонны. Однако изменения в ходе достройки повлекли определенную корректировку имеющихся на крейсере грузов. При этом по части защиты вес увеличился за счет появления броневых решеток под машинным люком (4,644 метрической тонны), переделки прицельных приспособлений с отверстием в боевой рубке и сооружения бронированного дальномерного пункта (4,5 метрической тонны). Броня пояса по ватерлинии по сравнению с проектным расчетом стала тяжелее на 2,8 английской тонны, а вот броня верхнего пояса – наоборот, на 3,5 тонны (также, очевидно, английских) легче.
4.2. От «Адмирала Макарова» стоит вернуться на некоторое время назад и обратиться к кораблям, строившимся для России по другую сторону Атлантического океана. Таковыми являлись бронепалубный крейсер «Варяг» и эскадренный броненосец «Ретвизан».
«Варяг» сообразно своему статусу в качестве основного защитного элемента имел броневую палубу из двух равных по толщине слоев сверхмягкой никелевой стали (2х19,05 мм в плоской части и 2х38,1 мм на скосах) производства «Карнеги стил компани» без подложки из судостроительной стали под ней. Ширина плит на скосах (очевидно, наибольшая) составляла 3,74 м.
Известны результаты состоявшихся 12 января 1899 года испытаний пакета из двух 19,05-мм плит, формировавших плоскую часть палубы (на испытаниях они обозначались как «30-фунтовые» – то есть имеющие плотность 30 английских фунтов на квадратный фут, что как раз и соответствует толщине в три четверти дюйма). По ним велся огонь 6-дюймовыми бронебойными снарядами Карпентера массой 50 кг (по данным Р.М.Мельникова) с начальной скоростью 1160 футов в секунду (354 м/с) под 15-градусным углом с расстояния 30 метров. Первое попадание пакет выдержал без разрушения, лишь с образованием продолговатой ложкообразной вмятины. Второй снаряд все же смог устроить разрыв в первом слое плиты длиной 26 дюймов (660 мм) и максимальной шириной 1,5 дюйма (38,1 мм), но второй слой при этом пробит не был. По данным журнала «Сайентифик Америкэн» от 25 ноября 1899 года эти пластины представляли собой «обычную мягкую никелевую сталь, изготавливаемую по системе Карнеги, и результаты, рассматривая энергию снаряда и угол удара, являются очень удовлетворительными».
Испытания проходила и 2-дюймовая палубная плита (такие выполнялись заводом «Карнеги», судя по надписи на тестовой плите, и для «Ретвизана», и для «Варяга»). В нее было выпущено три 6-дюймовых бронебойных снаряда под углом 15 градусов с начальной скоростью 1639 футов в секунду (500 м/с). Из них два выстрела оставили в плите лишь длинные углубления (с тыльной стороны броневой материал выпирал при этом довольно значительно), а третий – правда, попавший в плиту ближе к ее краю прямо по оси одного из предыдущих попаданий, в месте возможной деформации плиты – все же сумел проделать в ней сквозную пробоину.
Палубная броня «Варяга» по сведениям Р.М.Мельникова стоила 500 долларов за тонну. Изначально броней того же качества, что и палубная, планировалось защитить надводные минные аппараты крейсера. Однако в итоге для их прикрытия была применена обычная кораблестроительная сталь по цене в 150 долларов за тонну.
Стены овальной в плане боевой рубки (размеры 4,2х3,5 м, высота около 1,5 м) и броневой траверз, прикрывающий вход в нее, имели толщину 152 мм. 31,8-мм крыша боевой рубки выполнялась из мягкой прокатной бронзы, пол – из латуни толщиной 6,4 мм. Труба защиты рулевых приводов защищалась 76-мм броней. Также известно, что на «Варяге» бронировались выходы элеваторов боезапаса и дымоходы над броневой палубой – но толщину их брони ни В.И.Катаев, ни Р.М.Мельников не приводят. Предположительно она могла находиться в диапазоне от 25,4 до 50,8 мм.
Вертикальная броня крейсера изготавливалась заводом «Бетлехем айрон компани» по способу Круппа. Общая масса бронирования «Варяга» составляла 588,1 английской тонны.
Для еще одного «русского американца» – развивавшего проект черноморского «Князя Потемкина-Таврического» эскадренного броненосца «Ретвизан» – С.А.Балакин в своей работе приводит два значения веса брони. Суммарный вес броневой защиты корабля он определяет в 3300 тонн. А вот цифра в 2140 тонн вместе с болтами согласно техническому заданию от 11 апреля 1898 года, похоже, относится только к вертикальной броне данного броненосца. По крайней мере, проведенные автором расчеты по описанной С.А.Балакиным схеме бронирования дали вес вертикальной брони около 2285 метрических тонн – но без учета имевшихся в них конструктивных (например, орудийные амбразуры) и технологических отверстий.
Как и у «Варяга», вся броня «Ретвизана» была выполнена американскими заводами. При этом 34 плиты «круппированной» брони толщиной 229 мм изготовила фирма «Бетлехем айрон компани», а 178-мм, 152-мм, 127-мм плиты и палубную броню – «Карнеги стил компани».
Известны результаты испытаний 152-мм и 127-мм плит «Ретвизана». Согласно данным С.А.Балакина при испытаниях на полигоне фирмы «Карнеги» в 152-мм плиту размерами 2,75х2,6 м, изготовленную по способу Круппа, было сделано пять выстрелов стальными бронебойными снарядами из 6-дюймовой пушки. Только один из них, выпущенный с начальной скоростью 585 м/с, проник в броню на глубину 89 мм, остальные оставили лишь царапины и вмятины глубиной не более 28,5 мм. Трещин в плите не образовалось и испытания в целом посчитали успешными.
В сентябре 1899 года обстрелу также подвергли 127-мм крупповскую броню фирмы «Карнеги». В плиту размером 126 и 11/16 дюйма в длину и 91 и 5/8 дюйма в ширину (3,22х2,33 м) выпустили пять 5-дюймовых бронебойных снарядов без колпачков весом в 50 английских фунтов (22,68 кг) с начальной скоростью от 2060 до 2089 футов в секунду (628-637 м/с). Все снаряды разрушились, а глубина их проникновения в броню не превысила 2 дюйма (50,8 мм) – в аналогичных условиях проникновение снарядов в плиты гарвеированной брони американского производства составляло 4,4 дюйма (111,8 мм). Только после пятого выстрела от лицевой стороны плиты откололся небольшой кусок металла – но это было следствием двух близких попаданий.
Наряду с такими результатами тестовых отстрелов на полигоне представляет интерес характеристика качества брони американского производства, приводимая Н.Н.Кутейниковым применительно к оценке влияния броневого пояса на боевые повреждения кораблей в Порт-Артуре:
«… Что касается самих плит, то броня не раскалывается, не дает глубоких трещин, а лишь наружная закаленная корка отскакивает кусками; это особо замечено на плите броненосца «Ретвизан».».
Но если с тем, как вела себя при попаданиях броня американского производства, имеется определенная ясность, то схема бронирования «Ретвизана» до сих пор хранит в себе некоторые загадки. Так, например, хотя С.А.Балакин в тексте своей работы указывает наличие в каземате 152-мм пушек на батарейной палубе данного броненосца 37-мм противоосколочных переборок между орудиями, на приводимых им же чертежах они отсутствуют. План каземата демонстрирует между орудиями только что-то похожее на кранцы первых выстрелов – и на японском чертеже, составленном при подъеме корабля и отличающемся достаточно высокой степенью детализации, переборки между пушками также не показаны.
Остаются вопросы и с тем, как была устроена броневая палуба броненосца. Если на «Варяге» Крамп категорически отверг применение толстой палубной брони на тонкой подложке и выполнял палубу из двух слоев равной толщины, то не была ли она изготовлена аналогичным образом и на «Ретвизане»? Балакин об этом, увы, ничего не говорит. Также он умалчивает и о защите крыши каземата 152-мм пушек, которая на конструктивно родственном «Ретвизану» «Потемкине» имела 25,4-мм броню на 12,7-мм палубном настиле. Между тем, по мнению автора, представляется маловероятным, чтобы русский МТК оставил основную часть среднекалиберной артиллерии одного из самых современных броненосцев совсем без верхнего прикрытия. Вероятнее всего, как и у черноморского прототипа, крыша каземата на «Ретвизане» имела полуторадюймовую толщину. Но вот из слоев какой толщины она набиралась – неизвестно, как и в случае с нижней броневой палубой.
4.3. Для построенного на верфи Круппа «Германия» бронепалубного крейсера «Аскольд» (общая масса бронирования – 705 тонн) в силу неопределенности требований «программы проектирования» фирма-строитель первоначально предлагала применить, как пишут В.Я.Крестьянинов и С.В.Молодцов, палубную броню, «качество которой соответствовало требованиям германского флота». Но затем МТК потребовал улучшения качества броневого материала – и карапасная со скосами палуба «Аскольда» получила сталеникелевую броню производства завода Круппа на тонком (10-15 мм) палубном настиле из кораблестроительной стали. Прочая его защита (стены и траверз боевой рубки, труба защиты рулевых приводов, основания дымовых труб, элеваторы боезапаса, прикрытие надводных торпедных аппаратов, шахта спуска в румпельное отделение) также, очевидно, выполнялась из крупповской цементированной и нецементированной брони производства завода в Эссене.
В схеме броневой защиты еще одного бронепалубного крейсера германской постройки, «Богатыря», как уже отмечалось выше, присутствовали определенные упрощения наподобие выполненных из двух слоев обычной судостроительной стали тыльных стенок казематов. Впрочем, согласно данным Р.М.Мельникова это прямо допускалось его спецификацией. Что касается остального вертикального бронирования, то стены и траверз боевой рубки, труба в центральный пост, стены орудийных башен, подачные трубы к ним и бортовые плиты казематов согласно спецификации следовало выполнить из крупповской брони, крыши и полы башен, защиту элеваторов и свесы боевой рубки – из никелевой экстрамягкой брони по типу броневой палубы, а для пола и горизонтальной части крыши боевой рубки применить «немагнитный материал». Впрочем, в конечном итоге защита элеваторов четырех 152-мм орудий, как пишет Р.М.Мельников, была выполнена из нецементированной крупповской брони. Вероятно, все указанное бронирование, кроме брони башен, изготавливавшейся вместе с самими башенными установками в России одним из русских броневых заводов, было собственно немецкого производства.
А вот экстрамягкую никелевую сталь для защиты палубы «Богатыря» (первоначально она планировалась трехслойной, но потом русский заказчик однозначно потребовал двухслойную из толстых броневых плит на тонком водонепроницаемом настиле) в марте 1900 года заказали в Америке фирме «Бетлехем айрон компании». Возможно, что броня этого же производителя могла пойти и на крыши башен крейсера, в которых из-за улучшенного качества броневого материала, не дающего осколков, решено было не применять полудюймовую рубашку под крышей, одновременно уменьшив высоту башни на размер толщины упраздненной рубашки.
Про бронепалубный крейсер 2 ранга «Новик» известно, что общая масса его брони должна была составлять 345 тонн, в том числе броневая палуба – 294 тонны. У А.Ю.Емелина имеется информация только о броневом материале боевой рубки (а также, видимо, ее траверза) – 30-мм «никелевая сталь». Относительно же прочих частей бронирования есть лишь косвенные сведения у В.В.Хромова. По его данным для создававшихся на основе проекта «Новика» двух российских крейсеров, «Жемчуга» и «Изумруда», броню «приняли по образцу «Новика» с теми же химическими и механическими свойствами». При этом на кораблях отечественной постройки броня палубы, как утверждает В.В.Хромов, выполнялась из сверхмягкой никелевой стали на подкладке из стали судостроительной (у «Новика» по словам А.Ю.Емелина – мягкой сименс-мартеновской), гласисы машинных отделений – из крупповской нецементированной брони также на подкладке из обычной стали, крыша боевой рубки – из маломагнитной стали, а труба под ней – из «пушечной стали».
По подсчетам ГУКиС, проведенным в феврале 1902 года, вся броня «Новика» стоила 190 578 рублей. Это дает усредненную ее стоимость (без разбивки по конкретным типам брони) в размере 552 рубля 40 копеек за тонну.
Нельзя, конечно, обойти вниманием и строившиеся в Германии для России, но, увы, не доставшиеся заказчику крейсера «Муравьев-Амурский» и «Адмирал Невельской». Согласно Техническим условиям на проектирование, приводимым в работе И.Ф.Цветкова, их бронирование должно было включать в себя пояс из крупповской брони (вероятнее всего, цементированной), боевую рубку со стенами из того же материала, бронированные крышу и подшивку боевой рубки, трубу защиты проводов и элеваторы боезапаса, а также палубу по верхней кромке пояса из «брони обыкновенных механических качеств». Окончательный проект фирмы «Шихау», принятый к постройке, лишился бортового пояса, получив взамен палубу с утолщенными скосами, а также бронирование дымовых труб и броневые колосники для защиты котлов. По мнению автора, требования к качеству брони в ее отдельных элементах при этом вряд ли изменились. Что же касается корпуса корабля, то он, как пишет Н.Н.Афонин, «формировался из стали, удовлетворяющей требованиям русского Морского министерства».
4.4. Сооружавшийся в Дании бронепалубный крейсер 2 ранга «Боярин» получил хромоникелевую (по другим данным – никелевую) сталь для защиты своей палубы. Причем данное бронирование, как уже указывалось выше, в носу доводилось только до 15-го шпангоута. Насколько можно понять из данных, приводимых А.В.Скворцовым, палубная броня толщиной 50,8 мм на скосах и гласисе машинного отделения и 38,1 мм в плоской части, накладывалась на палубный настил толщиной 9,3 мм в средней части корабля и 6,2 мм в оконечностях. При этом корпус изготавливался из сименс-мартеновской стали, пределы прочности которой соответствовали нормам российского флота того времени:
не менее 48 кг/мм кв. для горизонтального киля, первого от горизонтального киля пояса наружной обшивки, ширстрека, палубного стрингера, первого от палубного стрингера пояса настила верхней палубы;
не менее 42 кг/мм кв. для остальных листовых и профильных деталей корпуса.
Также на крейсере бронировались боевая рубка (стены и траверз, прикрывающий вход – 76,2-мм крупповская броня, размеры рубки в плане 2,9х2,3 м, высота брони 1,6 м), труба приводов управления (63,5 мм) и элеваторы боезапаса (25,4 мм). Крыша и подшивка боевой рубки выполнялись из маломагнитной стали (ее, как и палубную броню, изготовил завод Круппа).
4.5. По данным С.Е.Виноградова и А.Д.Федечкина у крейсера «Рюрик», построенного английским заводом «Виккерс», общая масса брони (включая броню башен и щиты 120-мм пушек) составляла 4850 тонн, из них 2100 тонн палубной брони. Вертикальная броня явно была крупповской, при этом в центральной батарее 120-мм пушек она устанавливалась без рубашки (то есть по сути выполняла роль обшивки). Поясная броня, в отличие от батареи, имела под собой 19-22-мм рубашку (бортовую обшивку). Пол рубок был сделан из двух слоев маломагнитной стали (12+19 мм). А вот по поводу прочей горизонтальной брони данные авторы пишут следующее:
«Горизонтальное бронирование крейсера, согласно спецификации, должно было выполняться из обычной мягкой судостроительной стали (сопротивление разрыву 41 кг/мм кв.). Однако компания не владела технологиями обработки этой стали требуемой толщины (25-38 мм), поскольку в данном качестве этот материал в Англии ранее не применялся. Для разрешения ситуации МТК командировал на завод «Виккерс» своего специалиста – подполковника В.Г.Филиппова, который не только ознакомил англичан с принятой в России технологией ее изготовления по способу Ижорского завода, но и практически продемонстрировал его, встав к прокатному стану и лично прокатав несколько пробных плит. Правда, фирме-строителю еще предстояло освоить новый метод, но в итоге это решение увенчалось успехом, и было впоследствии использовано при выполнении горизонтальной защиты линейного крейсера «Куин Мэри».».
Однако приведенная С.Е.Виноградовым и А.Д.Федечкиным схема мидель-шпангоута «Рюрика» показывает, что его 1,5-дюймовая (38,1 мм) средняя палуба выполнялась все же не из судостроительной, а из никелевой стали. И, по мнению автора, куда более вероятно, что производству именно этого типа брони по отечественному образцу мог обучать англичан русский специалист.
Скосы нижней палубы на «Рюрике» являлись двухслойными, причем устроены они были довольно своеобразно – на отогнутый к нижней кромке пояса 25,4-мм скос нижней палубы накладывались 12,7 мм листы. Про материал этой палубы у А.В.Скворцова сказано, что делал его завод «Бирдмор» – и из-за затруднений с выделкой всего объема заказа к требуемому сроку на ширине 0,9 м от бортов нижний слой брони пришлось заменить обыкновенной сталью.
В отношении трюмной противоминной переборка на схеме у С.Е.Виноградова и А.Д.Федечкина указана 1,5-дюймовая (38,1 мм) «броня». Но согласно тексту их работы эта переборка выполнялась все же не из броневой стали, а из стали повышенного сопротивления. Приводят эти авторы и характеристики данного материала:
«Согласно требованиям контракта, корпус в целом строился по условиям британского Адмиралтейства – из принятой в Королевском флоте мягкой судостроительной стали (разрывное сопротивление 41,0-50,4 кг/мм кв.) и, для наиболее ответственных частей, стали повышенного сопротивления (47-53,5 кг/мм кв.) с относительным удлинением для обоих случаев не менее 20 %.».
5. Производство палубной и иной горизонтальной брони.
Для первых броненосцев практически любой морской державы, обладавшей таковыми, независимо от их конструктивного типа нормальной практикой было выполнение защиты горизонтальных поверхностей из тех же материалов, что шли и на постройку корпусов кораблей – то есть из судостроительного железа или стали обычных механических качеств. Соответственно, учитывался данный материал, как правило, в составе корпуса, а не бронирования.
Россия в этом плане была не исключением. И, к примеру, палубная броня броненосца «Петр Великий» входила в состав нагрузок именно по статье «корпус». Правда, в отношении того, что именно она собой представляла, у В.В.Арбузова, описывавшего данный корабль, имеются серьезные разночтения даже между разными частями одной и той же работы. С одной стороны, в составе весов корпуса им указана «железная настилка верхней палубы» массой 537,2 тонны – и в описании системы бронирования эта цифра относится к собственно верхней палубе и палубе бруствера, которая, по словам В.В.Арбузов, состояла «из трех слоев 25,4-мм железных листов, расположенных в шахматном порядке». С другой стороны, при описании конструкции корпуса у этого автора появляются уже совсем иные данные:
«Настилка верхней палубы (537,2 тонны) состояла из двух слоев стальных листов: верхнего (32 мм) и нижнего (19 мм), имевших длину 3,65 м и ширину 1,05 м. Нижняя палуба также набиралась из двух стальных листов по 6,4 мм каждый. … Палуба над бруствером состояла из двух слоев стальных 12,7-мм листов.».
Также в разных частях работы Арбузова встречаются и еще две взаимоисключающие фразы, относящиеся к материалу палуб «Петра Великого»:
«… заказали Путиловскому заводу отлить в болванках железо, с тем чтобы, прокатав его, получить листы для покрытия палуб …»;
«… Предполагаемую по спецификации настилку палуб из стальных листов по рекомендации МТК, обобщившего опыт строившихся в Англии подобных «Крейсеру» кораблей «Devastation» и «Thanderer» решили сделать из мягкой стали для лучшего рикошетирования снарядов. В результате на верхней палубе располагались три ряда 25,4-мм плит. Нижняя палуба возле люков набиралась из 12,7-мм листов, в остальных частях – из 9,5-мм. Дополнительно усилили стрингер у верхней палубы, набрав его из железа толщиной 25,4 мм. Из-за этого предстоял новый заказ металла: для верхней палубы требовалось 376 листов весом 535 т, для нижней – 323 весом 125 т.».
В общем, при таком обилии противоречащих друг другу утверждений сделать однозначный вывод о том, что за материал пошел на изготовление палубы «Петра Великого», довольно сложно. Кроме того, вызывает сомнения и авторство Путиловского завода в производстве плит для палубы корабля, так как по данным все того же В.В.Арбузова контакт на поставку профильного и листового железа для «Петра Великого» массой 1645 тонн на сумму 290 070 рублей 9 апреля 1869 года заключил Райволовский финляндский завод, арендованный «крупным капиталистом» Г.Д.Похитоновым. А Кораблестроительному и механическому заводу Семянникова и Полетики в тот же день достался заказ еще на 1096 тонн аналогичных материалов на сумму 193 384 рубля. Кроме того, далее в работе В.В.Арбузова имеется информация о заказе Камскому заводу в апреле 1870 года еще одной партии металла неуказанного веса на сумму 140 тысяч рублей. При этом всего для постройки броненосца по начальным оценкам требовалось около 2800 тонн профильного и листового железа, а итоговый общий вес металлических частей корпуса броненосца с надстройками (включая 15 т цемента и медные штевни) составил 2906,7 тонны.
Впрочем, скорейшее применение на «Петре Великом» все-таки именно железа в качестве материала броневой палубы косвенно подтверждает и конструкция аналогичного защитного элемента на современных ему черноморских броненосцах-«поповках». Их корпус по данным В.Г.Андриенко накрывался выпуклой палубой, состоящей из трех слоев железных листов, из которых внутренние (то есть, видимо, второй слой) имели толщину 19 мм, остальные – по 25,4 мм, а палуба суммарно – 70 мм.
Относительно заводов-изготовителей корпусного металла В.Г.Андриенко указывает, что все железо было отечественного производства. И конкретизирует эту информацию:
«Заказ на металл сразу для двух кораблей распределили между пятью заводами: петербургскими – Балтийским литейным и судостроительным и Русского общества механических и горных заводов; волжскими – Сормовским и Камским; наибольшее по весу количество металла поставлял расположенный в Финляндии Райволовский завод.».
Для корпуса непосредственно «Вице-адмирала Попова» железо изготавливалось на Райволовском, Камском заводах и на новом заводе Юза в Екатеринославской губернии. Причем последнее предприятие с работой не справилось (металл не выдержал проб), из-за чего пришлось спешно дозаказывать железо в Райволо.
Время для использования стали в конструкции палуб броненосных кораблей русского флота пришло несколько позже. Так, по данным С.В.Несоленого на полуброненосных фрегатах «Генерал-Адмирал» и «Герцог Эдинбургский» нижняя палуба изготавливалась уже из двух слоев стальных листов толщиной 1/8 дюйма (3,2 мм) каждый («шведской стали» у второго из названных кораблей). Правда, В.Я.Крестьянинов утверждает, что броневая палуба этих фрегатов имела в сумме полудюймовую толщину. Кто из историков прав, учитывая переделки проекта в процессе постройки, включавшие, помимо прочего, «необходимые улучшения и изменения во внутренних скреплениях корпуса» – трудно судить.
Палубы по верхней кромке пояса из двух равных по толщине слоев стали (каждый по 6,35 мм) получили и броненосные крейсера «Дмитрий Донской» и «Владимир Мономах». По данным А.А.Аллилуева стальной прокат для их корпусов из болванок Обуховского завода поставляли Ижорский и Невский заводы.
В дальнейшем общие подходы к конструкции броневых палуб русских кораблей претерпели очередные изменения. В обычную практику стало входить расположение более толстых собственно броневых плит на сравнительно тонком палубном настиле, изготовленном из обычного судостроительного материала. Между тем и в таком варианте палубная броня продолжала учитываться в составе корпуса. А общая толщина броневой палубы, как правило, указывалась в описаниях кораблей в различных справочниках с учетом толщины настила под броней (этот же принцип обозначения толщины защитных конструкций зачастую использовался и применительно к броне крыш боевых рубок и башен, имевшей под собой рубашку из неброневой стали). Поэтому в данном разделе определенное внимание будет уделяться также корпусной стали тех или иных конкретных кораблей и ее производителям.
Одними из первых обладателей подобного горизонтального бронирования стали корветы «Витязь» и «Рында». Им известные автору источники приписывают палубную броню толщиной в полтора дюйма (38,1 мм). В то же время из работы С.В.Несоленого известно, что Общество Франко-Русских заводов по контракту от 10 декабря 1883 года согласилось установить на корветы палубу толщиной 1 дюйм (25,4 мм) и массой около 140 т «для защиты машины, котлов и крюйт-камер». Стоимость работ по установке броневых плит составила при этом 122 000 рублей на каждый корабль – или примерно 871 рубль 43 копейки за тонну.
Очевидно, что названную суммарную полуторадюймовую толщину броневой палубе обеспечивал ее 12,7-мм настил, на который и накладывалась 25,4-мм броня. А внимательное рассмотрение чертежа поперечного сечения корвета, приводимого С.В.Несоленым, показало, что эта броня на «Витязе» и «Рынде» по ширине лишь немного заходила за продольные бортовые переборки под нижней палубой и не доводилась до борта. При этом проведенные автором расчеты показывают, что при таком расположении палубной брони ее заявленной массы в 140 тонн хватало для распространения на всю длину корпуса корветов.
Окончательное закрепление двухслойной конструкции защиты палуб в военном отечественном кораблестроении произошло во время строительства броненосного крейсера «Адмирал Нахимов», о чем свидетельствуют приводимые В.В.Арбузовым следующие выдержки из отчета Кораблестроительного отделения Морского Технического комитета за 1883 год, посвященные данному кораблю:
«… 4) Член Кораблестроительного отделения, корабельный инженер подполковник Субботин представил в Отделение записку об изменениях в устройстве палубной брони, рассмотрев которую при участии Корабельных Инженеров: наблюдающего за постройкой крейсера подполковника Самойлова и Инспектора работ подполковника Прохорова, а также Председателя технической комиссии по приему металлов капитан-лейтенанта Феодосьева, Отделение пришло к следующему заключению:
1) Броневую настилку на нижней палубе броненосца составить из двух слоев: нижний толщиною 1 дюйм и верхний – 1,5 дюйма. При этом, в виде сохранения за ней того же значения, какое достигается железною бортовою бронею, с помощью облицовки наружной стороны ее твердою сталью, Отделение нашло полезным нижний слой упомянутой настилки сделать из обыкновенной мягкой стали, какая употребляется на строительные работы; верхний же слой настилки, представляющий собственно броню, сделать из более твердой стали.
2) Настилку жилой палубы над бортовою бронею составить из двух слоев такой толщины, какая назначена в спецификации, причем нижний слой сделать из обыкновенной мягкой стали, а верхний из более твердой стали, как сказано выше.
3) Изложенному во 2-м пункте правилу, относительно сочетания мягкой и твердой стали для палубной брони, надлежит следовать на всех строящихся судах, на которых палубную броню предположено иметь из двух слоев, т.е. нижний слой ее делать из обыкновенной мягкой стали, употребляемой на судостроение, а верхний слой из более твердой стали, о которой изложено в пункте 1-м.
О таковом решении Отделения сообщено также и Главному Командиру Черноморского флота и портов, на предмет руководства строителям и наблюдающим за постройкой стальных судов.».
Однако в полной мере реализовать это решение удалось не сразу, что и демонстрирует имеющееся в работе В.В.Арбузова извлечение из отчета Кораблестроительного отделения Морского Технического комитета за 1884 год по «Адмиралу Нахимову»:
«В продолжение строения этого броненосца были на обсуждении в Кораблестроительном отделении следующие предметы:
… 3) В предшествовавшем 1883 году Отделением положено было броневую настилку на нижней палубе этого броненосца составить из двух слоев (нижний 1-д, верхний 1,5-д.), из коих нижний слой сделать из обыкновенной мягкой стали, какая употребляется на судостроительные работы, а верхний – из более твердой стали, которая при разрывном грузе не менее 32 и не более 35 т на квадратный дюйм поперечного сечения, имела бы удлинение не менее 17 %. Но заводчики наши заявили, что сталь такой пробы и при том в листах толщиной 1,5 дюйма будет главнейшим образом довольно тверда, так что не выдержит не только заводской обработки под ножницами, но и обделки при самом судостроении, где, кроме обрезки, она должна подвергаться продавливанию дыр и клепке.
Поэтому, во избежание большого брака, листы этой стали придется обрезывать на строгальных станках, и дыры для заклепок не продавливать, как это принято делать с мягкой корабельной сталью, а сверлить; но подобная операция чрезвычайно усложнит работу и неминуемо поведет к возвышению ценности стальных листов и замедлению самой постройки судов.
Затем Отделение, усматривая из заявлений директора сталелитейного Путиловского завода и строителя броненосца «Адмирал Нахимов», что в настоящее время в число всего заказанного количества твердой палубной стали для фрегата «Адмирал Нахимов» изготовлена на этот предмет лишь третья часть листов. Кораблестроительное отделение признало более осторожным принять следующие меры:
1) Дальнейшую выделку твердой стали с пробой, установленной Кораблестроительным Отделением в 1883 г., остановить, а продолжать изготовлять на верхний слой броневой палубы листы из обыкновенной мягкой корабельной стали.
2) Просить нашего агента в Англии сообщить Кораблестроительному отделению сведения: с какой именно целью и по каким соображениям на тамошних военных судах, при устройстве двухслойных броневых палуб, нижний слой делают из железных листов, а верхний из стальных.».
Таким образом, палуба «Адмирала Нахимова» фактически только на треть была именно броневой. В оставшейся части вся она выполнялась из обычной судостроительной стали. Поэтому неудивительно, что защита палубы этого корабля продолжала учитываться в массе его корпуса. При этом из уже упоминавшейся выше записки, поданной командиром крейсера К.К.Де-Ливроном в МТК 26 сентября 1889 года и детально описывавшей его устройство, усматривается, что изменениям при постройке подверглась и толщина как самой «брони» нижней палубы, так и палубного настила, на который она накладывалась. В пределах пояса согласно описанию К.К.Де-Ливрона она составляла 1 и 15/32 дюйма (37,3 мм) на подстилке в 0,5 дюйма (12,7 мм), в оконечностях – два слоя общей толщиной 3 дюйма (76,2 мм). Кроме того, на батарейной палубе под средними башнями имелся утолщенный палубный настил – 2 слоя по 0,5 дюйма (итого 25,4 мм).
Российским промышленникам понадобился еще год, чтобы добиться изменения ситуации с производством палубной брони в лучшую сторону. Вот, в частности, что об этом сказано в приводимом А.А.Аллилуевым отрывке из книги Беляева «Очерки военного судостроения в России в период от 1863 года до фрегата-крейсера «Владимир Мономах» (Санкт-Петербург, 1885 год):
«Имея в виду столь блистательные успехи по части кораблестроения и машинного производства нынешний состав Управления Морским министерством предпринял исполнить задачу пополнения нашего флота выдающимися боевыми судами, почему и приступлено одновременно к постройке 7 судов различного типа. Так, например в Черном море в Николаеве заложен больших размеров 3-башенный без рангоута броненосец «Екатерина II», и строится он казенными средствами. В Севастополе на верфи Русского общества пароходства и торговли строятся два таковых же броненосца: «Чесма» и «Синоп». В С.-Петербурге в Новом адмиралтействе большой броненосный рангоутный крейсер. На Балтийском судостроительном и механическом заводе большой 4-башенный рангоутный броненосец-крейсер «Адмирал Нахимов», и на Галерном островке, арендуемом Франко-Русским обществом, строятся два океанских крейсера корветы: «Рында» и «Витязь».
Для всех этих начатых и предполагаемых в будущем построек Морское министерство, помимо Обуховского и Колпинского [Ижорского – прим. автора] заводов, имеет возможность пользоваться материалами наших частных заводов. На первом плане из этих заводов по всей справедливости можно сказать Брянский рельсопрокатный, железоделательный и механический завод в Орловской губернии. Завод этот находится у опытных и энергичных русских людей, которые в недавнее время, за прекращением больших заказов на стальные рельсы, открыли у себя отделение прокатки стальных листов и вообще фигурной стали, всевозможных видов, необходимых для судостроения, и в короткое время соединивших с бывшим Путиловским рельсопрокатным и Варшавским сталелитейным заводами, получили заказ и уже значительную часть его исполнили здесь в С.-Петебурге и в Черном море в сложности около 600 000 пудов.
Удовлетворение этой потребности было разделено между Брянским и Путиловским заводами так: все количество материала, необходимое для построек в Черном море, доставляется исключительно Брянским, а для С.-Петербурга – Путиловским заводами. Сей последний в свою очередь имеет возможность изготовлять судостроительную сталь одновременно для всех построек как на частных, так и казенных верфях, отличаясь, как и Брянский завод, высоким качеством материала, изготовляемого способом Сименса и Мартена с применением дефосфорирования металла с помощью русского доломита.
Брянский завод, как видно из его отчетов, делает в год оборотов почти на 15 миллионов рублей и отличается не только этой громадной производительностью, но главное, высоким качеством выделываемой судостроительной стали, давшей при официальных пробах превосходные результаты и оказавшейся выше стали лучших английских заводских фирм. Независимо от изготовления такого материала на Брянском заводе, Путиловские заводы установили уже ныне в своих мастерских производство судостроительной стали всех потребных размеров и вполне удовлетворительного качества, в особенности по отношению к толстым листам палубной брони, образцы которых оказываются особенно превосходными.».
При этом по данным В.В.Арбузова и Р.М.Мельникова Брянский завод – Мельников также именует его Брянским металлургическим заводом – поставлял всю сталь для корпуса и, очевидно, для защиты палуб эскадренных броненосцев «Екатерина II», «Чесма», «Синоп», «Двенадцать Апостолов» (у этого корабля вес палубной брони составил 406 тонн) и «Ростислав». Вероятно, он же изготавливал материал для корпусов «Георгия Победоносца» и «Трех Святителей».
Кстати, относительно горизонтальной защиты «Трех Святителей» в известных автору работах присутствует ряд неточностей. Вот, к примеру, какое ее описание дает В.Ю.Усов:
«Нижняя палуба из листов никелевой стали толщиной 76 мм имела скосы к нижней кромке главного пояса, бронировалась и крыша каземата (53 мм).».
Аналогичную информацию приводит и А.Ю.Царьков, попутно уточняя количество листов брони нижней палубы (40) и их вес (1186,96 тонны).
Но скосов к бортам нижняя палуба этого броненосца в пределах пояса все же не имела – из броненосных кораблей русского флота первым ими обзавелся только более поздний «Пересвет». Кроме того, на основании известных сведений о количестве броневых листов, пошедших на изготовление карапасов конструктивно близкого к «Трем Святителям» «Наварина», определенно можно говорить о том, что 40 листов – это броня только карапасов, но не всей нижней палубы данного броненосца.
Но, похоже, наиболее точное представление о бронировании палуб корабля дает схема Л.А.Кузнецова в 56-м выпуске сборника «Гангут». На ней тоже имеются некоторые пробелы, но в комплексе с иными источниками представляется возможным утверждать, что:
— носовой и кормовой карапасы броненосца имели броню толщиной 2,375 дюйма (60,3 мм) на палубном настиле толщиной 0,625 дюйма (15,9 мм);
— нижняя (жилая) палуба в пределах очертаний верхнего пояса и его траверзов не бронировалась и имела только палубный настил толщиной 0,75 дюйма (19,05 мм), а между очертаниями верхнего пояса и его траверзов и пояса по ватерлинии и его траверзов имела броню толщиной 1,5 дюйма (38,1 мм) на, очевидно, 25,4-мм (1 дюйм) палубном настиле в носу и 1,375 дюйма (34,9 мм в корме) на, очевидно, 28,6-мм (1,125 дюйма) палубном настиле в корме;
— крыша верхнего пояса (он же нижний каземат по терминологии того времени) в пределах очертаний данного пояса и его траверзов имела броню толщиной 1,5 дюйма (38,1 мм) на 0,5-дюймовом (12,7 мм) палубном настиле;
— крыша каземата 152-мм пушек, вероятно, имела броню толщиной 11/16 дюйма (17,5 мм) на палубном настиле толщиной 5/16 дюйма (7,9 мм).
Помимо того, горизонтальное бронирование данного корабля образовывали крыши башен (броневая сталь толщиной 50,8 мм на 12,7-мм рубашке по данным А.Г.Дукельского) и крыша боевой рубки (точных данных о ее толщине в известных автору источниках не имеется, но предположительно она должна была составлять не менее 50,8 мм).
Также стоит упомянуть, что отечественная практика включения весов палубной брони в состав корпуса приводила к определенному занижению данных по относительной массе бронирования кораблей. Конкретно в случае с «Тремя Святителями» это означало, что к проектным 3328 (фактическим 3263,764) тоннам вертикальной брони следовало приплюсовать еще проектные 1186,96 тонны брони палубной. И если первая цифра по отношению к проектному же водоизмещению броненосца в 12 480 тонн дает относительную массу брони в 26,67 %, то вместе со второй получается уже 36,18 % – весьма внушительное значение, не уступающее лучшим мировым образцам, а то и превосходящее их.
На Балтике выбор производителей корпусной стали и горизонтальной брони у кораблестроителей был более обширный, чем на Черном море. В разное время и в разных объемах в этом процессе были задействованы Александровский сталелитейный и сталерельсовый, Путиловский, Невский, Обуховский и Ижорские заводы.
Так, например, материал для корпуса эскадренного броненосца «Император Александр II» поставляли сразу три контрагента – Путиловский, Александровский и Ижорские заводы. Причем собственно палубную броню к апрелю 1885 года изготовило последнее из названных предприятий. По информации В.В.Арбузова броневая палуба, проходившая по верхней кроме пояса по ватерлинии на всем протяжении корабля, была согласно принятому при строительстве «Адмирала Нахимова» образцу двухслойной (19 мм – нижний слой, 44,5 мм – верхний). Все люки этой палубы закрывались броневыми 63,5-мм крышками, а по периметру люков имелись броневые 50,8-мм комингсы (общий вес 31,4 тонны). Также в систему горизонтального бронирования броненосца входила крыша боевой рубки из 63,5-мм листов массой 7 тонн.
Однако маловероятно, чтобы в свете уже свершившегося перехода к полностью стальному судостроению палуба и люки на ней, как пишет В.В.Арбузов, выполнялись из железа. Они определенно были стальными – тем более что листовая и сортовая сталь выпускалась Ижорскими заводами как минимум с конца 1870-х годов. Очерк 1903 года называет и конкретные объемы ее производства:
1879-1881 годы – в среднем ежегодно 15 052 пуда (246,6 метрической тонны) при стоимости 95 499 рублей;
1882-1884 годы – в среднем 22 497 пуда (368,5 метрической тонны) при стоимости 137 545 рублей;
1885 год – 25 472 пуда (417,2 метрической тонны) при стоимости 99 235 рублей.
Стоимость стали ижорского производства в этот период колебалась от 4 рублей 20 копеек до 6 рублей 90 копеек за пуд (и, вероятно, последняя цифра могла относиться в том числе и к специально выделанной стали для защиты палуб кораблей).
А с 1886 года в статистике Ижорских заводов выделяется уже производство именно стальной брони. В 1886-1888 годах средняя стоимость такой брони на заводах составляла 3 рубля 10 копеек за пуд или 189 рублей 26 копеек за метрическую тонну (среднегодовой выпуск в этот период – 28 879 пудов или 473,0 метрических тонны в год) (вероятно, снижение цены на сталь имело место из-за запуска в 1886 году нового броневого завода).
Запасы листовой и сортовой стали, оставшейся от заказов для «Императора Александра II» и «Дмитрия Донского», пошли впоследствии на сооружение эскадренного броненосца «Гангут». Поэтому, как и первый российский броненосец-«таран», «Гангут» строился из стали Ижорского, Путиловского и Александровского (основной поставщик) заводов. Двухслойную броневую палубу на данном корабле (суммарная толщина – 63,5 мм, вес палубной брони – 430 тонн) М.А.Богданов и А.А.Гармашев уже однозначно определяют как изготовленную из двух слоев стальных листов.
Александровский завод также поставлял сталь для эскадренного броненосца «Сисой Великий» и броненосной канонерской лодки «Грозящий». При этом не исключено, что бронирование палуб и крыш боевых рубок на данных кораблях также выполнялось из стали данного завода. В пользу такого мнения свидетельствует и косвенная информация в работе Н.А.Пахомова, посвященной броненосному крейсеру «Рюрик», о производстве достаточно толстой палубной броневой стали на названном предприятии.
Для самого «Рюрика» судостроительную сталь, шедшую в том числе на настилы палуб, по цене 2 рубля 75 копеек за пуд (167 рублей 89 копеек за метрическую тонну) поставлял Путиловский завод – и она не вызывала у завода особых затруднений с ее выпуском. Но вот с броней карапасов для данного крейсера все оказалось куда сложнее.
По словам Н.А.Пахомова, Балтийский завод технологически не мог изготовить броневую палубу в оконечностях сложной кривизны толщиной 2,375 дюйма (60,3 мм), требуемую по спецификации. И при неизменности желания МТК сохранить однослойную броню карапасов указанной толщины еще в начале ноября 1890 года настаивал на передаче данного заказа Путиловскому заводу.
Далее события развивались следующим образом:
«МТК единогласно пришел к заключению, что броневая палуба в оконечностях должна быть устроена так, как назначено в спецификации, т.е. в один слой в 2 3/8 дм толщины сверх водонепроницаемой 3/8-дм (9,525 мм) палубной настилки, т.к. опытами доказано решительное преимущество сплошной брони перед слоёной. Тем более что такая же однослойная броневая палуба уже делается в настоящее время без затруднений на корабле «Наварин». Если же Балтийский завод не имеет средств для обработки палубных броневых плит толщиной в 2 3/8 дм, то может войти в соглашение с каким-либо другим заводом для изготовления таких плит. Однако этим решением МТК вопрос не был исчерпан.
Палубную 2 3/8-дм броню изготавливали Путиловские, Александровский и Невский заводы, и 13 декабря [1890 года – прим. автора] командиром С.-Петербургского порта контр-адмиралом В.П.Верховским был направлен запрос. По сумме цен за плоские и выгнутые плиты (4,90 руб. + 6,25 руб.) [за пуд – то есть 299 рублей 15 копеек и 381 рубль 56 копеек за метрическую тонну – прим. автора], даже несмотря на более долгое их изготовление (3,5-4 месяца), Путиловскому заводу было отдано предпочтение перед Невским. Александровский запрос проигнорировал. На этом вопрос с карапасной бронёй по-прежнему закрыт не был.»;
«30 января [1891 года – прим. автора] выяснилось, что заказ на карапасную палубу ещё не сделан. Путиловский завод, согласившийся изготовить палубную броню, рассчитывал получить шаблоны на неё от Балтийского завода. Последний же решительно отказался от изготовления шаблонов. «Ввиду того, что Путиловские заводы не решаются принять на себя работы по изготовлению шаблонов, – докладывал контр-адмирал В.П.Верховский в ГУКиС, – считая эту работу для себя рискованной, я полагал бы поручить изготовление шаблонов наблюдающему за постройкой инженеру и затем по осмотре их на месте инженером Балтийского завода и техником Путиловского завода и по удостоверению этими лицами полной годности и правильности шаблонов, передавать их на завод».»;
«К концу марта [1891 года – прим. автора] работы на стапеле были доведены до такой степени, что можно было приступать к изготовлению шаблонов в носовой части карапасной нижней палубы. И 28 марта Кази, уведомляя об этом ГУКиС, просит предложить заводу, которому заказаны плиты, начать работу. В тот же день ГУКиС получает невесёлую новость: оказывается, Путиловский завод отказался от изготовления брони именно по причине съёмки шаблонов. Директор же Невского завода, поначалу выразивший согласие, осмотрев стапель, нашёл невозможным исполнить эту работу. По скудности подъёмных средств, подъём карапасных плит будет крайне затруднителен, а значительная погибь плит сделает как пригонку их, так и сверление дыр также крайне затруднительным.
9 апреля вновь созывается совещание МТК. На нём М.И.Кази напомнил, что завод в состоянии выполнить пригонку карапасных плит лишь в том случае, если толщина этих плит не будет превышать 1,75 дм (44,45 мм). В итоге МТК вынужден был отказаться от сплошной карапасной брони в пользу слоёной. Толщина верхнего слоя настилки броневой палубы уменьшалась до 1,75 дм с тем, чтобы толщина нижнего слоя была увеличена с 5/8 дм (15,875 мм) до 1,25 дм (31,75 мм), так чтобы общая толщина обоих слоев осталась прежняя – 3 дм (76,2 мм).
Вышеозначенные толщины (нижняя 1,25 дм и верхняя 1,75 дм) должны быть сохранены на всём протяжении подводной броневой палубы в корме крейсера. В носовой же части броневая палуба должна быть разбита на три участка, как показано на чертеже, утверждённом журналом МТК № 35, причём толщина нижнего слоя на всех трёх участках должна быть 1,25 дм, а толщину верхнего слоя сделать на участке, ближайшем к миделю 1,75 дм, на следующем 1 3/8 дм и на последнем 1 дм [44,45 мм, 34,9 мм и 25,4 мм соответственно – прим. автора].
На журнале управляющий Морским министерством написал: «Согласен», и на этом вопрос с карапасной палубой наконец-то был закрыт.».
Далее в работе Н.А.Пахомова следует уточнение, согласно которому под двухслойными карапасами сохранялась 9,5-мм палубная настилка. В итоге их совокупная толщина составляла 66,65/76,2/85,7 мм в носу (три участка от форштевня к носовому траверзу пояса по ватерлинии) и 85,7 мм в корме. Однако такие карапасы, выполненные Балтийским заводом из судостроительной стали, при номинально немалой толщине по сути только символизировали собой защиту. И, как пишет Пахомов, в бою японские снаряды с легкостью пробили слоеный кормовой карапас и вывели из строя рулевое управление.
Указанным автором ничего не говорится о проблемах с изготовлением плоского бронирования жилой палубы в пределах пояса по ватерлинии и его траверзов – но можно только предполагать, что хотя бы имевшиеся здесь 38,1-мм плиты на 19,05-мм палубном настиле были выделаны из путиловской стали улучшенных механических качеств. Тем не менее, если в отношении брони носового и кормового карапаса есть проектные данные об их предполагаемом весе (63,5 и 80,75 тонны соответственно), то плоская броня палубы по-прежнему учитывалась в массе корпуса. Также Н.А.Пахомов и Р.М.Мельников не приводят сведений о толщине броневой крыши боевой рубки. Однако при известной общей массе бронирования рубки (33 тонны, из которых броня рубки и траверза – около 23 тонн, а труба защиты проводов – около 4 тонн по авторским расчетам) остающихся 6 тонн, учитывая результаты замеров габаритов крыши рубки по чертежам, хватает ровно на полуторадюймовую (38,1 мм) ее толщину.
Возможно, обычную судостроительную сталь Путиловского или Александровского завода для своей двухслойной броневой палубы получила и броненосная канонерская лодка «Храбрый» – аналогично тому, как этот материал по данным В.В.Хромова разрешено было применить для крыши ее боевой рубки. Поэтому, видимо, палубная броня продолжала учитываться в составе корпуса данной лодки.
С учетом вышеприведенной информации Н.А.Пахомова об изготовлении для карапасов «Наварина» Невским заводом 60,3-мм брони, причем определенно стальной, не вполне корректным является описание элементов горизонтальной защиты названного броненосца у В.В.Арбузова:
«В январе 1890 г. с установленных бимсов носовой и кормовой палуб сняли шаблоны и по ним на Невском Механическом заводе начали изготавливать 42 стальных листа броневой палубы (общий вес 81 т).»;
«Толщина палубной брони (мм): в середине – 50,8, 64; в оконечностях – 76,2» (из таблицы на странице 16);
«Для защиты машин и котлов от продольных выстрелов концевые плиты пояса соединялись траверзами … От этих траверзов в нос и корму непосредственно до штевней шла карапасная (в форме панциря черепахи) палуба. Ее покрывали 42 сталежелезных листа общим весом 225 т, уложенных в два слоя с общей толщиной 50,4 по горизонтали и 76 мм на скосах.».
Причем палуба в оконечностях, конечно же, была двухслойной – но вот подложку для броневых плит Невского завода явно образовывала кораблестроительная сталь Александровского завода, который поставлял весь металл для корпуса броненосца.
По данным М.А.Богданова и А.А.Гармашева заказ палубной брони Невскому заводу состоялся 9 января 1891 года – но со сроками здесь явно прав В.В.Арбузов. Зато у названной пары авторов имеются более точные сведения о палубном бронировании корабля:
«Настил верхней палубы выполнялся из стальных листов толщиной 12,7 мм в средней части и от 9,5 до 7,9 мм в оконечностях. На протяжении каземата настил составлялся из листов длиной 4,57-5,79 м, шириной 1,22 м и толщиной 38,1 мм.»;
«Броневая палуба имела толщину 76,2 мм в оконечностях и 50,8-63,5 мм под казематом.».
Впрочем, реконструированная автором по всем этим отрывочным сведениям схема бронирования палуб «Наварина», по всей видимости, в целом была организована подобно его черноморскому «родственнику» – эскадренному броненосцу «Три Святителя» – и выглядела следующим образом:
— носовой и кормовой карапасы броненосца имели броню толщиной 2,375 дюйма (60,3 мм) на палубном настиле толщиной 0,625 дюйма (15,9 мм);
— нижняя (жилая) палуба в пределах очертаний верхнего пояса и его траверзов не бронировалась и имела только палубный настил толщиной, вероятно, 0,75 дюйма (19,05 мм), а между очертаниями верхнего пояса и его траверзов и пояса по ватерлинии и его траверзов в носу и корме имела, вероятно, броню толщиной 1,75 дюйма (44,45 мм) на 19,05-мм (0,75 дюйма) палубном настиле;
— крыша верхнего пояса (он же нижний каземат по терминологии того времени) в пределах очертаний данного пояса и его траверзов имела броню толщиной 1,5 дюйма (38,1 мм) на 0,5-дюймовом (12,7 мм) палубном настиле;
— крыша каземата 152-мм пушек, вероятно, имела броню толщиной 11/16 дюйма (17,5 мм) на палубном настиле толщиной 5/16 дюйма (7,9 мм).
Про оставшееся горизонтальное бронирование «Наварина» – крыши башен и боевой рубки – информация имеется только у В.В.Арбузова, согласно данным которого ее толщина составляла 50,4 мм (довольно странное значение – и скорее там имели место ровно два дюйма брони, то есть 50,8 мм). Учитывая, что башни броненосца и вертикальную броню для них изготавливал Обуховский завод, не исключено, что он же выполнял и их броневые крыши – равно как и аналогичный защитный элемент для боевой рубки.
Обуховцы имели определенную причастность и к изготовлению элементов палубного бронирования – например, 65-мм брони гласисов дымоходов и машинных люков для броненосцев береговой обороны типа «Адмирал Сенявин». Кстати, у этих кораблей согласно данным В.Ю.Грибовского и И.И.Черникова общая масса их палубной брони с гласисами составляла примерно 250 тонн на корабль – но по расчетам автора данный параметр был несколько ниже, около 230 тонн. Впрочем, окончательную точку в вопросе детальной развесовки и авторства производителей брони данных кораблей способно поставить только изучение соответствующих архивных дел.
Данный вывод равно применим и к броненосцам типа «Полтава». С одной стороны, информация об их горизонтальном бронировании в работах С.В.Сулиги, С.В.Молодцова и Р.М.Мельникова однозначно говорит о толщине их карапасов в 2,5-3 дюйма (63,5-76,2 мм), а палубы над главным поясом – в 2 дюйма (50,8 мм) (Сулига, помимо того, приводит и расчетные веса брони плоской части палубы и карапасов – 599 и 156 тонн соответственно). С другой стороны, на примере двух предшествующих типов российских броненосцев («Наварин» и «Три Святителя») можно видеть, как эшелонировалась по толщине их горизонтальная защита – 3 дюйма на карапасах, 2,5 дюйма между обводами главного и верхнего пояса и 2 дюйма над последним на батарейной палубе.
Конечно, у кораблей типа «Полтава» из-за толщины верхнего пояса (127 мм против 305 мм у «Наварина» и 406 мм у «Трех Святителей») двухдюймовой (50,8 мм) действительно была нижняя палуба. Но, по мнению автора, таковую толщину она имела только в пределах верхнего пояса и его траверзов. А между обводами верхнего и главного пояса и их траверзов она была 2,5-дюймовой. Карапасы же, соответственно, выполнялись полностью 3-дюймовой толщины.
Помимо того, при рассмотрении чертежей данных броненосцев можно видеть, что броня барбетов их 6-дюймовых башен по высоте доводилась только до батарейной палубы. И довольно трудно поверить, чтобы русские проектировщики оставили подачные трубы этих башен между батарейной и жилой палубами полностью открытыми сверху для вражеских снарядов. Но если предположить, что верхний пояс также накрывался броневой крышей хотя бы минимальной толщины (например, 17,5-мм броня на 7,9-мм палубном настиле), то подобная защита весила бы лишь около 120 тонн по расчетам автора. И наряду с разницей в массе поясной брони ее существование могло бы объяснять указанные выше различные значения общего веса бронирования «Полтавы», «Петропавловска» и «Севастополя» в разных источниках.
К горизонтальной защите у броненосцев этого типа добавилась по данным А.Г.Дукельского броневая подшивка (пол) башен главного калибра, имевших в отличие от башен прежней конструкции свес над барбетом в своей задней части. Толщина этой подшивки составила 3 дюйма (76,2 мм), вес – около 12 тонн на башню. Крыши башен ГК имели 50,8-мм броню (по всей видимости, на 12,7-мм рубашке). В свою очередь, у 6-дюймовых башен, судя по описаниям и чертежам, имелась 25,4-мм крыша и всего 12,7-мм подшивка. А вот сведений о толщине брони крыши боевой рубки (и, возможно, ее пола) данных кораблей не содержит ни один из известных автору источников.
Причем все сказанное здесь про лакуны в описаниях системы защиты броненосцев типа «Полтава», похоже, следует адресовать и конструктивно родственному им «Ростиславу». Данный корабль в части схемы бронирования по сей день остается одним из самых малоизученных в историографии Российского императорского флота.
Весьма противоречивы и существующие на сегодня в исторической литературе сведения о палубном бронировании крейсера «Россия». Так, из работы Р.М.Мельникова можно сделать вывод, что масса палубной брони «России» составляла около 510 тонн. В то же время С.В.Несоленый приводит совсем иную цифру – 608 тонн. Он же указывает толщину палубной брони (насколько можно понять – именно брони, а не палубы с учетом настила) крейсера как 1,5 дюйма (38,1 мм) в середине и 1,625-2,375 дюйма (41,3-60,3 мм) в оконечностях. С.В.Сулига говорит уже о совокупной толщине палуб – 51 мм над поясом и 63-76-мм носовом карапасе. А «Судовой список» 1904 года, не расходясь с данными Сулиги относительно плоской части нижней палубы, утверждает, что носовой карапас имел толщину 2 и 3 3/4 дюйма (то есть 50,8 и 95,25 мм). О типе материала, из которого была изготовлена броневая палуба, ничего не сообщается ни в одном из источников.
Куда больше информации имеется в литературе в отношении трех «богинь» Российского флота – крейсеров «Диана», «Паллада» и «Аврора». Их основным защитным элементом являлась броневая палуба с толщиной брони 38,1 мм в плоской части и 50,8-63,5 мм на скосах, к которой следовало приплюсовать 12,7-мм палубный настил (и что, кстати, делали далеко не все авторы, писавшие о данных кораблях). Судостроительную сталь для их корпусов поставляли Ижорские и Александровский заводы (для «Дианы» первый из них, для «Паллады» второй и оба указанных завода для «Авроры»). А вот броневой материал палубы пришлось заказать за рубежом – и тому был ряд причин, которые называет Л.Л.Поленов.
Во-первых, на то время все казенные и частные заводы были и без того перегружены заказами. Во-вторых, по мнению артиллерийской части МТК, для кораблей, у которых палубная броня являлась единственной защитой от неприятельских снарядов, она должна была изготавливаться из сверхмягкой стали – но ее производство в России еще только осваивалось. Поэтому МТК рекомендовал в качестве контрагента по поставке брони для строящихся крейсеров французскую фирму «Шатильон-Комантри», броневые плиты которой при испытании на Охтенском полигоне выдерживали по 6-7 прямых попаданий 152-мм бронебойных снарядов, не давая никаких трещин.
Принципиальное согласие указанного производителя на изготовление плит на своем сталелитейном заводе в г.Монплюсон было получено в июне 1897 года, а окончательное согласование контракта и технических условий состоялось 10 декабря того же года. По контракту плиты должны были быть изготовлены из сверхмягкой никелевой стали со следующим химическим составом: никель – не менее 0,8 %, углерод – от 0,09 до 0,14 %, фосфор – не более 0,03 %, кремний – не более 0,05 %, сера – не более 0,05 %, марганец – 0,4 %.
Чтобы сократить расходы и избежать пригонки броневых плит при их установке на кораблях (их было порядка 246 для каждого крейсера), ГУКиС брал на себя обязательство выслать в Монплюсон шаблоны и лекала, выполненные по месту на каждом корабле. В соответствии с техническими условиями производитель брони отвечал и за точность пригонки плит, для чего их с целью проверки предварительно собирали на заводе группами не менее чем из девяти смежных плит.
В отношении массы палубной брони крейсеров данного типа в известных автору источниках указываются три различных значения. Так, Л.Л.Поленов в своей работе сначала говорит о том, что для каждого крейсера ее требовалось порядка 512 тонн. Однако далее он приводит следующие данные:
«Всего для трех крейсеров заказано около 1504 т по цене 1601 франк 25 сантимов порядка 4327 руб. золотом за 1000 кг по фактической массе плит.».
Возможно, конечно, что первая названная Поленовым цифра представляла собой изначальную оценку требуемого количества брони, носившую примерный характер. Но и вторая не согласуется с данными Всеподданнейшего отчета по морскому ведомству за 1897-1900 годы заводом «Шатильон-Комантри» для палуб «Паллады», «Дианы» и «Авроры» было изготовлено 1354,5 тонны брони по цене 890 477 рублей 50 копеек (то есть по 657 рублей 42 копейки за метрическую тонну).
Сумбурные данные Л.Л.Поленова о цене плит также содержат ошибки. Вероятнее всего, выражение «4327 руб. золотом» должно было быть заключено в скобки как поясняющее цену во франках, а между цифрами 2 и 7 должна была стоять запятая. По крайней мере, именно на такие мысли наводит знание об имевших место в те времена как курсе рубля к франку (примерно 1:2,5), так и соотношении золотого рубля и кредитного (к примеру, в 1896 году на Санкт-Петербургской бирже за золотой рубль давали в среднем 150 кредитных копеек).
Прочая горизонтальная защита «богинь» была представлена только броней боевой рубки. При этом, в частности, для «Авроры» ее двухдюймовую (50,8 мм) крышу из маломагнитной стали изготовили, по всей видимости, Ижорские заводы в 1901 году.
Впрочем, французская броня палубы имела большее значение – и не только с точки зрения ее удельной доли в общей массе бронирования данных крейсеров (707,45 тонны согласно проекту). Дело в том, что именно ее высокие характеристики в дальнейшем служили ориентиром для МТК при заказе как палубной, так и иной брони для отечественных кораблей. К примеру, заказанная Ижорским заводам для самих «Паллады», «Дианы» и «Авроры» броня из хромоникелевой стали для защиты кожухов котельных отделений и элеваторов боезапаса крейсеров должна была быть по качеству близка палубной сталеникелевой броне фирмы «Шатильон-Комантри» и проходить испытания на морской батарее Охтенского полигона в тех же условиях, что и палубные плиты.
Но здесь следует подробнее остановиться на производстве в России в описываемое время именно палубной брони. И о ее выпуске на Ижорских заводах в Очерке 1903 года имеется лишь следующее краткое указание: «Одновременно с введением крупповского бронепроизводства, Ижорские заводы начали изготовлять также палубную броню и маломагнитную сталь» (маломагнитная сталь по данным И.А.Яцыно имела в своем составе от 23 до 26 % никеля).
Сборник 1908 года вносит в эту информацию ряд уточнений. Так, по его данным становление производства палубных плит происходило на Ижорских заводах долго и трудно, причем без всякой иностранной помощи. Первые попытки выпуска палубных броневых плит, состоявшиеся в 1894 году, оказались неудачными. Затем в 1897 году «один из служащих применил хромоникелевую сталь и плита выдержала испытание, но так как во Франции все палубные плиты приготовлялись с успехом из никелевой стали, то на этот опыт не было обращено достаточно внимания».
В то же время данный тезис не согласуется с реальной историей заказа палубной брони для броненосного крейсера «Громобой». Обо всех его перипетиях, как и в случае с вертикальной броней названного корабля, весьма детально рассказано у С.В.Несоленого. И в силу влияния, оказанного заказом для «Громобоя» на последующее производство в России палубной брони в целом, имеет смысл привести информацию названного автора максимально без купюр.
По изначальной спецификации «Громобоя», одобренной МТК 27 июня 1897 года, его броневая карапасная палуба согласно данным С.В.Несоленого должна была иметь толщину броневых листов 1,5 дюйма (38,1 мм) на всей горизонтальной части и от 2 до 2,5 дюйма (от 50,8 до 63,5 мм) на скосах при толщине стального палубного настила под ними в 0,5 дюйма (12,7 мм). При этом требовалось, чтобы длина броневых листов была не менее 16 футов (4,88 м), а ширина 3 фута 6 дюймов (1,07 м). А вопрос о типе палубной брони 3 сентября 1897 года поставил перед МТК К.К.Ратник:
«Вследствие решения Морского комитета делать на крейсерах типа «Диана» броневую палубу из никелевой стали, ввиду предстоящего теперь же заказа материала для броневой палубы крейсера типа «Россия», прошу Технический комитет выяснить: представляется ли надобность на крейсере, защищенном уже 6-дм гарвеированной бронею насупротив склонов броневой палубы, делать эту палубу из специальной никелевой стали?».
МТК рассмотрел данный вопрос на заседании 23 сентября – и постановил «заказать палубную броню для крейсера «Громобой» из специальной никелевой стали, но не за границей, а Адмиралтейским Ижорским заводам, ввиду того, что эта броня служит только второй защитой в наиболее жизненных бортовых частях крейсера и потому может быть не столь высоких качеств, как плиты иностранного изготовления». При этом никаких указаний на испытание этой брони заседание не дало.
А уже 4 октября К.К.Ратник выслал в МТК соображения инженеров Балтийского завода по поводу устройства броневой палубы «Громобоя»:
«Вследствие решения Технического Комитета крепить палубную 1 1/2-дм броню на скосах гужонами, считаю необходимым для сохранения водонепроницаемости палубы сделать на крейсере типа «Россия» сплошной слой настилки под броневые листы на планках, чтобы его до покрытия броней можно было прочеканить независимо от верхнего слоя, при этом можно допустить для облегчения веса планки по пазам в 1/4 дм, а по стыкам в 1/2 дм.
Крепость перекрытия пазов нижнего слоя планками толщиною в 1/4 дм, если принять в расчет перекрытие их броневыми листами на гужонах, будет вполне достаточной. Установка указываемых планок утяжелит настилку на 1200 пудов, которые представляется возможным погасить, сделав палубную настилку взамен 22,2 ф в 20 фунт в кв. футе [имеются в виду русские фунты, при этом указанные значения в фунтах соответствуют толщинам в 12,7 мм и 11,43 мм (0,5 и 0,45 дюйма) – прим автора], что благодаря близкому отстоянию броневой палубы от нейтральной оси не отзовется чувствительно на крепости крейсера. Делать же палубную настилку в 22,2 фунта, согласно спецификации, нежелательно, потому что и так уже с применением никелевой стали для палубной брони вес последней вследствие разницы в удельном весе возрос на 1005 пудов.
Что же касается до укрепления толстой палубной брони глухими гужонами, то, принимая во внимание, особенную вязкость никелевой стали, а следовательно, и сопротивления ее растрескиванию, прошу разрешения Технического комитета крепить броневые листы взамен гужонов сквозными заклепками в нарезанные дыры. Так крепление, являясь вполне целесообразным, в то же время значительно облегчит установку броневых листов, пригонка которых без притягивания их к нижнему слою сборочными болтами будет очень затруднительна и никогда не будет достаточно плотной между слоями.».
14 октября МТК согласился на устройство нижнего слоя палубы на тонких планках, но потребовал, чтобы все они были одинаковой толщины – 5/16 дюйма (7,9 мм). Однако он не поддержал предложение уменьшить толщину нижнего слоя до 20 фунтов на кв. фут (11,43 мм) и, напротив, рекомендовал, придерживаясь журнального постановления, увеличить его толщину до 5/8 дюйма (15,9 мм), одновременно для сохранения общего веса обоих слоев предпочитая уменьшить толщину броневого слоя на 1/8 дюйма (3,2 мм). Также Комитет не одобрил замену глухих гужонов заклепками.
Чуть позже, 25 октября 1897 года, МТК согласился и на некоторое уменьшение толщины броневого слоя палубы по схеме, предложенной К.К.Ратником:
«В дополнение к отношению своему от 14 сего Октября № 3026, Технический Комитет, ввиду необходимости избежать перегрузки крейсера типа «Россия», предлагает Вашему Высокоблагородию кроме уменьшения толщины верхнего слоя брони на 1/8 дм, упоминаемой в отношении, сбавить эту толщину еще на разницу в удельном весе между обыкновенной судостроительной сталью и никелевой сталью, из которой будет сделана эта броня, что в общем на всю поверхность палубы составит согласно Вашего расчета около 1000 пудов».
Таким образом, в отличие от первоначальной спецификации, палубный настил нижней (броневой) палубы «Громобоя» в итоге приобрел толщину 15,9 мм. А броня на ней, учитывая типовые шаги изменения толщин конструкций в дюймовой системе мер (от 1/2 до 1/64 дюйма) и необходимость поправки на увеличение плотности броневого материала, по всей видимости, была толщиной в 34,1 мм в плоской части, 46,8 мм на скосах и 59,5 мм на карапасах.
Однако внезапно выяснилось, что Ижорские заводы берутся изготовить палубную никелевую броню только «лепешками в выпрямленном виде, без всякой механической обработки». В какой-то мере производителя брони можно было понять – ижорцы не справлялись с многочисленными заказами, и, кроме того, как раз переходили в это время (заказ брони для «Громобоя», напомним, пришелся на 1897-1898 годы) на выпуск новых видов броневых плит как для вертикального, так и для горизонтального бронирования. Но подобный вариант не устроил правление Балтийского завода, которое 31 октября писало в ГУКиС:
«Балтийский завод должен будет потерять много времени и денег на обрезку и обдалбливание лепешек перед стройкою, сверх того, у завода не будет возможности утилизировать остатки от обработки, так как их не купит никакой завод или торговец по той цене, по какой они обойдутся самому Балтийскому заводу. Между тем при постройке прежних палуб Балтийский завод не имел дела с подобной обработкой стали и не нес в таких случаях никакой траты, потому что сталь получал в обрезанном виде по обыкновенной цене, если же иногда случалось при этом производить обработку стали обрезкой и обдалбливанием, то эта обработка совершалась за счет поставщика, причем поставщик же принимал на свой счет все остатки от обработки по одной цене с поставленной им сталью».
Начальник ГУКиС В.П.Верховский согласился с доводами завода и 2 ноября наложил резолюцию:
«Было бы желательно, чтобы эта броня: а) не запоздала бы ни на один день, б) чтобы Балтийскому заводу сдавать листы вполне обрезанные, обделанные, пригнанные и не требующие никакой дополнительной обработки, кроме укладывания их на место».
10 февраля 1898 года состоялось заседание МТК, на котором вновь был поднят вопрос о типе палубной брони на крейсере. Причиной было состоявшееся 31 января и описанное выше решение МТК о заказе вертикальной брони, в котором требовалось применять для ее изготовления хромоникелевую сталь – и в этом смысле вертикальная броня уравнивалась по качеству с палубной. Но к тому времени Ижорские заводы успели начать изготовление для палубы «Громобоя» сталеникелевых, а не хромоникелевых плит.
На 10 февраля предприятием уже было поставлено на крейсер около 60 сталеникелевых плит – и почти все они были установлены на место. Одновременно завод отлил в качестве опыта одну плиту из хромоникелевой стали (их выпуск он только начинал осваивать) и послал ее на полигон вместе с обыкновенной сталеникелевой плитой. Результат приводит С.В.Несоленый со ссылкой на журнал МТК:
«Хромоникелевая плита выдержала испытание, как видно из отчета Комиссии Морских артиллерийских опытов № 3 от 15 января сего года [1898 – прим. автора], с успехом, равным получавшемуся ранее для плит французского изготовления; вторая же плита, сталеникелевая, оказалась совсем неудовлетворительною, и, как видно из упомянутого выше отчета, уже при третьем выстреле дала трещину, а при пятом выстреле верхний правый угол квадрата, в который направлялись выстрелы, вдавился в подкладку, разорвавшись по диагонали. Из этого опыта выяснилось наглядно существенное значение хрома на сопротивление палубных плит, изготовленных Ижорским заводом, а также то обстоятельство, что, несмотря на сходство химического состава никелевых плит этого завода с плитами завода Шатильон-Коммантри, для них получаются худшие результаты, которые надо приписать различию в обработке плит.
Техник Ижорских заводов штабс-капитан Филиппов, в бытность свою на заводе Шатильон-Коммантри, в конце прошлого года, уже после изготовления первых плит для крейсера «Громобой», подметил разницу между производством палубных плит на обоих заводах и надеется теперь достигнуть удовлетворительных результатов и с сталеникелевыми плитами».
По результатам испытаний МТК по артиллерии постановил: «… вследствие того, что хромоникелевые плиты вообще превосходят плиты с содержанием одного никеля, Собрание признает, что было бы весьма желательно, чтобы Ижорские заводы, впредь до установления у себя производства сталеникелевых палубных плит таких же качеств, как и французские, употребляли для этой цели хромоникелевую сталь».
Таким образом, основной элемент горизонтальной защиты крейсера только в части, хотя и в большей (по всем видимости, примерно на три четверти), оказался изготовлен из хромоникелевых плит. Уже установленные на нем шесть десятков сталеникелевых плит снимать не стали – на это не было ни времени, ни лишних денег.
Относительно бронирования крыш казематов С.В.Несоленый приводит данные только по носовому двухъярусному – крыша толщиной 1 дюйм (25,4 мм), настилка между ярусами 0,5 дюйма (12,7 мм). Л.А.Кузнецов утверждает также, что и все прочие казематы имели в указанном месте 25,4-мм броню. А вот о защите сверху боевой рубки не говорит ни один известный автору источник.
Впрочем, стоит еще кое-что сказать по поводу палуб «Громобоя», номинально не являвшихся броневыми, но имевших хотя бы частично толщины, делавшие возможным выполнение ими и определенной защитной функции.
Так, согласно спецификации стальная настилка батарейной палубы должна была иметь толщину 30/32 дюйма (23,8 мм) на длине 96 футов (29,26 м) в середине корпуса судна (ширина палубного стрингера 3 фута 6 дюймов или 1,07 м), далее к оконечностям ее толщина уменьшалась.
Верхняя палуба изначально по проекту имела стальную настилку только в середине корпуса крейсера на длине 280 футов (85,34 м) между носовыми и кормовыми 8-дм орудиями (в остальной части она была из дерева). В средней части на длине 96 футов (29,26 м) настилка верхней палубы имела толщину 7/8 дюйма или 22,2 мм (ширина палубного стрингера 5 футов или 1,52 м), уменьшаясь к носу и корме до 3/8 дюйма (9,5 мм), а в районе машинных и котельных люков до 7/32 дюйма или 5,56 мм (ширина стрингера уменьшалась до 3 футов или 0,91 м). Помимо того, С.В.Несоленый указывает на ней и такой дополнительный элемент:
«На длине около 100 футов в средней части корпуса палубный стрингер был усилен положенными на него листами шириною 2 фута и 6 дм и толщиною 5/8 дм [0,76 м и 15,9 мм соответственно – прим. автора], причем этот усиленный пояс нигде не ослаблялся шпангоутами или другими вырезами.».
Но для боевого корабля рубежа XIX-XX веков наличие только деревянной настилки значительной части верхней палубы было явным анахронизмом. И 1 февраля 1899 года К.К.Ратник писал по данному поводу в МТК:
«На крейсере «Громобой» согласно спецификации, кормовая часть верхней палубы от 101-го шпангоута в корму имеет только стальной палубный стрингер, а от 101-го шпангоута к носу вплоть до кормового котельного кожуха уширенный стрингер от борта до линии котельных люков: таким образом средняя часть верхней палубы от кормового котельного люка в корму не имеет стальной настилки. Площадь непокрытой части палубы составляет около 4950 кв. фут.
Так как ввиду предохранения деревянной настилки палубы от поджога снизу разрывными снарядами и для прикрытия ее сверху после уничтожения деревянной настилки поджогом от снарядов, начиненных керосином, желательно подшить ее снизу железом и железо это не должно быть тонко для сохранения после пожара чеканки, то имею честь покорнейше просить решения Технического Комитета: какой толщины должна быть эта подшивка, причем считаю нужным заявить, что устроенная с той же целью дополнительная настилка на транспорте «Амур» в 1/16 дм толщиною, вследствие тонкости листов, сильно бухтится и для «Громобоя» должна быть принята во всяком случае толще».
Уже 3 февраля МТК послал ответ за подписями лично председателя И.М.Дикова и главного инспектора кораблестроения Н.Е.Кутейникова: «Для предохранения деревянной настилки палубы на крейсере «Громобой» от поджога снизу разрывными снарядами Технический Комитет признал возможным поставить железные листы до 10 фунтов [до 5,7 мм – прим. автора] – в пределах бимсов, расположенных через 4 фута, а там, где расстояние между бимсами по 3 фута, – меньшей толщины, около 3/16 дюйма [4,76 мм – прим. автора]».
В завершение здесь стоит отметить только, что в соответствии со спецификацией все части корпуса крейсера должны были «быть сделаны из мягкой стали, ныне употребляемой на постройку судов, изготовленной по способу Сименс-Мартена и удовлетворяющей правилам, изложенным в циркулярах Кораблестроительного отделения Морского Технического Комитета от 12 Марта 1883 года № 272 и 8 июня 1885 года за № 742». Причем в отношении корпусных конструкций особо оговаривалось, что «допускается уменьшение их веса до 4 %, но отнюдь не увеличение его». Как видим, внимание борьбе с перегрузкой в русском флоте начали уделять задолго до уроков Цусимы.
От «Громобоя» стоит вернуться чуть назад, к броненосцам типа «Пересвет». Схема размещения их палубной брони та еще загадка – автору известно как минимум восемь различных описаний, в которых абсолютно по-разному указываются толщины как палуб в целом, так и образующих их собственно брони и палубных настилов. Предпринятая попытка реконструировать соответствующие схемы привела к выводу, что ближе всего к реальности стоят данные Р.М.Мельникова, коррелирующие также со сведениями «Судового списка» 1904 года. И у «Пересвета» и «Осляби», по мнению автора:
броня нижней палубы в пределах пояса по КВЛ имела толщину 38,1 мм в плоской части на настиле 12,7 мм, 44,45 мм на скосах на настиле 19,05 мм и массу около 467 тонн без учета настила, относившегося к массе корпуса;
броня носового карапаса имела толщину 63,5-38,1 мм (очевидно, как и у «Рюрика», фрагмент наибольшей толщины примыкал к носовому траверзу пояса по КВЛ, а наименьшей – к форштевню) на настиле 22,2 мм и массу около 35 тонн без учета настила;
броня кормового карапаса имела толщину 63,5 мм на настиле 22,2 мм и массу около 48 тонн без учета настила.
Таким образом, расчетная общая масса брони нижней броневой палубы «Пересвета» и «Осляби» (включая оба карапаса) составляла около 550 тонн на каждом.
Между тем, и здесь кроется еще одно поле для домыслов, так как у Р.М.Мельникова приводятся некоторые цифры, заставляющие усомниться в том, что горизонтальное бронирование «пересветов» ограничивалось броней только лишь нижней палубы и карапасов:
«… Не удавалось поначалу и производство первых плит из экстрамягкой никелевой стали для броневой палубы. Для «Пересвета» удовольствовались обычной судостроительной сталью, заказав ее на Путиловском заводе.
Изготовленные там 64-мм плиты передавались на Ижорский завод для придания им необходимой формы по обводу покатой карапасной палубы. В феврале 1897 года почти все плиты палубной брони (весом около 710 т) установили на «Пересвет», но сборка корпуса сдерживалась отсутствием 14 листов носового карапаса (участка брони вне цитадели).
«Ослябя», строившийся на казенные средства, продолжал отставать от графика – к февралю 1897 года из заказанных 675 т палубной брони получили 585 т, а установили чуть больше 95 т.».
Если названное Р.М.Мельниковым для «Пересвета» значение в 710 тонн палубной брони подразумевало ее массу без учета носового карапаса, с учетом авторских расчетных данных по весу брони последнего можно сделать вывод, что общая масса такой брони на данном корабле составляла около 745 тонн. А оставшихся за минусом 550 тонн брони нижней палубы 195 тонн по расчетам автора хватало на броню 1-дюймовой (25,4 мм) толщины на батарейной палубе в пределах от передних кромок носовых казематов среднего калибра и примыкающего к ним траверза до кормового траверза верхнего пояса (настил этой палубы, вероятно, имел толщину 12,7 мм). Причем следует отметить, что именно такое расположение указанной палубной брони и именно такая ее толщина в целом были характерны для российских броненосцев с казематным расположением среднекалиберной артиллерии – как ближайшего предшествующего типа («Сисой Великий»), так и более позднего «Князя Потемкина-Таврического».
Дополнительным подтверждением этих расчетов, помимо указанного выше несоответствия расчетной и заявленной Р.М.Мельниковым массы палубной брони, является утверждение в книге С.В.Иванова «Живучесть боевого надводного корабля» о том, что на «Пересвете» помимо карапасной палубы со скосами имелся «толстый настил верхней палубы (50 мм)». Но Иванов, похоже, не вполне верно интерпретировал данные из работы Н.Н.Кутейникова:
«На броненосце «Пересвет», вероятно вследствие ослабления снарядов толстою (1 дм.) [то есть 25,4 мм – прим. автора] стальн. настилкою верхней палубы, действие их на бронев. палубу было слабее и они рвались на ней, вдавливая лишь настилку ее или прорывая ее немного. Один 11 дм. снаряд на этом броненосце, миновавший верхнюю 1 дм. настилку (попал в светлый люк), пробил броневую палубу, как на других судах и, разорвавшись под нею, дошел осколками своими до двойного дна. – На том же «Пересвете» были примеры, когда 11 дм. снаряды не доходили даже и до настилки броневой палубы, застревая в угле верхней угольной ямы; на судах, не имеющих толстой верхней палубы, 11 дм. снаряды в таких случаях углем не могли быть удержаны.»;
«Дюймовая стальная настилка верхней палубы броненосца «Пересвет» показала свое значение, ослабляя даже действие 11 дм. снарядов. Такую толщину верхней палубы и нужно делать на всех броненосцах, а если позволят вес и остойчивость, то и еще толще.».
Причем возможно, что и С.В.Иванов, и Н.Н.Кутейников, говоря о верхней палубе, имели в виду не конкретный, а абстрактный уровень расположения палубной брони, оперируя лишь оторванными от реальных планов палуб понятиями «нижняя броневая палуба» и «верхняя броневая палуба». А указанная дюймовая настилка на самом деле располагалась по уровню батарейной палубы.
Что касается «Осляби», то из текста Р.М.Мельникова неясно, являлись ли указанные им 675 тонн полным объемом заказа палубной брони для данного броненосца. Если это так и если «Ослябя» не имел отличий от «Пересвета» в части толщины палубных настилов и брони нижней палубы и карапасов, то остатка в 125 тонн брони хватает только на плиты толщиной 0,625 дюйма (15,9 мм) на том же пространстве на батарейной палубе, что и у «Пересвета» (по всей видимости, на 12,7-мм палубном настиле).
О конструкции и толщине горизонтального бронирования боевых рубок первых двух «пересветов» наиболее полное представление дает копия архивного чертежа такой рубки самого родоначальника серии, имеющаяся в работах В.Я.Крестьянинова и С.В.Молодцова, вышедших в 2011 и 2013 годах. Согласно этому чертежу крыша боевой рубки была овальной в плане, как и сама рубка, и выполнялась из никелевой бронзы толщиной 3,25 дюйма (82,55 мм). С бронзовой средней частью стыковался бронированный грибовидный козырек, выполненный из двух слоев броневой стали толщиной по 0,875 дюйма каждый (итого 1,75 дюйма – 44,45 мм). Козырек также прикрывал пространство между боевой рубкой и установленным позади входа в нее броневым траверзом. Пол рубки, как и крыша, выполнялся из никелевой бронзы и имел толщину всего лишь 0,5 дюйма (12,7 мм). При этом характеристики аналогичных элементов бронирования у рубки «Победы», к сожалению, до сего дня никем из авторов не описаны.
Горизонтальная броня крыш башен по данным А.Г.Дукельского при проектировании башенных установок «Пересвета» и «Осляби» изначально предполагалась всего 1,5-дюймовой толщины. Но в окончательном варианте эта броня стала 2-дюймовой (50,8 мм) с 0,5-дюймовой (12,7 мм) подшивкой под ней. По всей видимости, такие же параметры сохранились и у «Победы».
Однако кое-какие элементы бронирования башен не указаны ни у одного из авторов. Это, во-первых, пол вращающихся частей башен, а, во-вторых, кольцевые полики между постепенно уменьшающимися по диаметру кольцами барбетов на всех трех броненосцах на верхней палубе для носовой башни и на батарейной палубе для кормовой башни (ранее автором уже была выявлена ошибка в справочнике А.Г.Дукельского, где перепутаны изображения башен «Императора Александра III» и «Победы» – барбеты ступенчатой, а не прямой формы имел именно второй из названных броненосцев, что подтверждается также и разметкой шпангоутов на соответствующем чертеже в месте расположения башни, характерной как раз для корпусов броненосцев типа «Пересвет»). И здесь, исходя из анализа имеющихся чертежей и проведенных замеров по ним, представляется возможным сделать вывод о 3-дюймовой (76,2 мм) толщине брони названных частей башенных установок.
Сталь корпуса для «Победы» изготавливал Александровский сталелитейный завод. Но общие толщины палубной брони несколько отличались от первых двух кораблей серии, по-видимому, за счет оптимизации в том числе и толщины палубных настилов, вероятнее всего уже чуть более тонких на карапасах. При этом Р.М.Мельников в сборнике «Гангут» указывает следующие толщины палуб данного броненосца: броневая палуба в пределах пояса по КВЛ – 51-127 мм, носовой карапас – 82,5 мм, кормовой карапас – 82,5 мм.
Однако представляется, что цифры в 51-127 мм для «Победы» все же являются ошибочными. Дело в том, что в составленной Мельниковым таблице, содержащей данные по бронированию кораблей, чуть выше приведены показатели толщины брони казематов среднего калибра. И если для «Пересвета» и «Осляби» они указаны как 51-127 мм, то для «Победы» – 51-64 мм. Сопоставляя эти цифры с заявленной толщиной палубной брони, напрашивается вывод о том, что в таблице соответствующие показатели для «Победы» просто перепутаны местами. И в реальности у нее 51-64 мм – это толщина палубы, а 51-127 мм – казематов, как и на двух других «пересветах».
Данный вывод в целом подтверждают и сведения из «Судового списка» 1904 года, в котором обозначена толщина в 2/2,5/3,375 дюйма (50,8/63,5/85,7 мм) у палуб «Пересвета» и «Осляби» и 2/2,5/3,25 дюйма (50,8/63,5/82,5 мм) у палуб «Победы».
Кто именно виновен в вышеназванной ошибке Р.М.Мельникова – наборщик текста в издательстве или сам автор – трудно сказать. Но стоит отметить, что путаница с цифрами в таблице, обозначающими толщину брони, для работ этого историка не первый случай – нечто подобное наблюдалось и в его книге «Броненосец «Потемкин».
При этом видится логичным, что в том числе и за счет некоторого перераспределения толщин корпусных конструкций (включая палубные настилы) на «Победе» была увеличена толщина крыш казематов шестидюймовок как это указывают В.Я.Крестьянинов и С.В.Молодцов – с 22 мм (фактически 0,5 дюйма (12,7 мм) брони на палубном настиле в 0,375 дюйма (9,5 мм)) у «Пересвета» и «Осляби» до 35 мм (фактически 1 дюйм (25,4 мм) брони на палубном настиле в 0,375 дюйма (9,5 мм)) у «Победы». Представляется, что аналогичную толщину мог иметь и пол в казематах 152-мм орудий на уровне верхней палубы.
А вот что вызывает определенные сомнения, так это информация Р.М.Мельникова о применении на «Пересвете» «обычной судостроительной стали» как броневого материала палуб. По мнению автора, более вероятным является изготовление бронирования палуб названного корабля если и не из никелевой стали, то как минимум из стали улучшенных механических качеств. Тем более что таковая, как показывает ранее рассмотренный пример с «Рюриком», на Путиловском заводе изготавливалась достаточно успешно – и лишь взаимное нежелание двух заводов связываться с ее пригонкой по месту помешало названному крейсеру получить именно ее для защиты своих ответственных частей.
Насчет типа палубной брони «Осляби» сложно делать какие-то однозначные утверждения. С одной стороны, срок ее производства был примерно тем же, что и у «Пересвета» – и, возможно, броневой материал их палуб был одинаков. С другой стороны, не исключен вариант, при котором для «Осляби» все же удалось заказать сталеникелевые палубные плиты.
Зато в отношении «Победы» есть уже точная информация в работе А.Р.Кудрявского. В ней содержится изображение буклета Балтийского завода, посвященного спуску указанного броненосца на воду. И согласно ему до спуска на «Победе» было установлено 34 500 пудов хромоникелевой стали Ижорских заводов, из которой на этом корабле по данным буклета выполнялась именно палубная броня. В пересчете на более современные единицы измерения это 565,11 метрической тонны – по расчетам автора такая цифра точно соответствует массе брони нижней палубы и обоих карапасов.
Заказ на изготовление палубной брони для «Победы» выполнялся на Ижорских заводах одновременно с производством брони для черноморского броненосца «Князь Потемкин-Таврический». Для последнего по данным Р.М.Мельникова еще в сентябре либо октябре 1898 года был отменен первоначальный заказ на изготовление 815 тонн палубной брони из судостроительной стали, которую для его корпуса выпускал Александровский завод. Согласно новым требованиям МТК палубная броня «Потемкина» должна была быть, как и на «Победе», хромоникелевой.
Как указывает Сборник 1908 года, в течение 1897-1899 годов на Ижорских заводах хотя и выпускались палубные плиты (похоже, в основном как раз хромоникелевые), но результаты их испытаний на полигоне «были переменчивы и это производство не могло считаться прочно установившимся». Показательна в данном отношении информация из отчета начальника счетного отдела ГУКиС за 1899-1900 годы, касавшаяся деятельности Ижорских заводов:
«Неудавшихся работ было в течении отчетного года на 91 301 р. 13 к., большинство их (62 153 р. 43,75 к.), составляли стальные листы палубной брони, признанные заводскими техниками вполне пригодными к делу, но не принятые приемщиками С.-Петербургского порта, испытывавшими качества их.».
Однако уже в мае 1900 года результаты испытаний стрельбой палубной брони «оказались вполне удовлетворительными», причем несмотря на введение более жестких условий приемки плит. И именно с этого времени производство палубной брони на Ижорских заводах «надо считать прочно установившимся».
В целом подтверждают данную информацию и имеющиеся у Р.М.Мельникова сведения о выпуске палубных хромоникелевых плит для «Победы» и «Князя Потемкина-Таврического».
Так, соответствующую броню первой очереди для «Потемкина» (60,3-мм плиты карапасов) смогли доставить в течение апреля 1899 года. Но затем при отстреле партии палубных плит для броненосца «Победа» в середине ноября 1899 года была обнаружена их недостаточная вязкость, из-за чего были задержаны и выполненные по той же технологии 129 плит толщиной 34,9 мм для нижней палубы «Потемкина». При этом МТК 30 ноября 1899 года для ускорения работ нашел возможным отобрать из них 38 плит с наибольшим содержанием никеля и отправить их без испытаний стрельбой.
В течение весны-осени 1900 года ижорцами были отправлены все плиты палубной брони для «Потемкина». Причем в процессе ее производства имели место и очередные примеры кооперации двух русских броневых заводов. Так, броневая крышка для люка над головой руля в броневой палубе «вчерне» была изготовлена Ижорским заводом, а начисто отделана Обуховским.
Свою небольшую, но важную лепту в оснащение «Потемкина» горизонтальной защитой внес и Путиловский завод – хотя и стал при этом одной из причин задержек в постройке данного корабля. Путиловцам долго не удавались заказанные им по методу Г.П.Феодосьева, эксперта ГУКиС по металлургии, отливки болванок маломагнитной стали для пола и крыши боевой рубки. В итоге они были исполнены лишь к концу 1902 года – и в январе 1903 года готовые плиты с необходимым инструментом были отправлены Путиловским заводом в Севастополь.
Кстати, маломагнитная сталь была достаточно дорогим материалом. В 1902 году при выпуске на Ижорских заводах, как уже отмечалось выше, она обходилась в 7 рублей 30 копеек за пуд. Для сравнения, палубная сталь этого же производителя в указанном году стоила 1 рубль 38 копеек за пуд, обычная броневая сталь – 2 рубля 14 копеек за пуд, основная сталь – 1 рубль 01 копейка за пуд, инструментальная – 1 рубль 39 копеек за пуд.
Впрочем, в 1902 году цены у ижорцев уже существенно снизились по сравнению с имевшими место тремя годами ранее. Так, в 1899 году стоимость болванок составляла: основной стали – 1 рубль 20 копеек, сталеникелевых – 1 рубль 60 копеек, «стальных г-на Феодосьева» (инструментальная сталь) – 1 рубль 70 копеек. Помимо того, листовая сталь от 0,25 дюйма и толще обходилась в 3 рубля 50 копеек за пуд, а никелевая сталь аналогичной толщины – в 4 рубля 40 копеек за пуд.
Однако, как выяснилось в декабре все того же 1899 года при заказе палубной брони для броненосца «Император Александр III», из-за еще не установившегося в полной мере ее производства Ижорские заводы не могли изготовить броню для указанного корабля ранее 1 июля 1900 года. Помимо того, присутствовали и ограничения по размерам плит – до введения в строй крупповских печей и окончания работ по удлинению закалочного аппарата, а также для тщательного выполнения отжига плит требовалось, чтобы их длина не превышала 5,5 м.
В итоге по данным А.Р.Кудрявского изготовление палубной брони для «Императора Александра III» (382 плиты из экстрамягкой никелевой стали со строганными кромками, некоторые – в форме косынок, общей массой 963,265 тонны и стоимостью 886 176,2 марки) и для «Бородино» (377 плит), а также 9 пробных плит для двух кораблей пришлось заказать заводу Круппа в Германии. А во Всеподданнейшем отчете по морскому ведомству за 1897-1900 годы имеются и общие цифры заказа Круппу брони для палуб двух названных броненосцев – 1973 тонны по цене 700 024 рубля 22 копейки (то есть по 354 рубля 80 копеек за тонну).
В этой связи является определенно недостоверной имеющаяся у Р.М.Мельникова информация о том, что якобы на палубную броню «Орла» и «Бородино» почему-то была употреблена не хромоникелевая, а обыкновенная судостроительная сталь. Куда более вероятно, что на «Орле» имелась никелевая палубная броня Ижорских заводов, как и у «Князя Суворова» (о применении на последнем именно такой брони палуб говорит приводимый В.Ю.Грибовским буклет Балтийского завода по поводу спуска на воду указанного броненосца). А в отношении «Славы» сам Р.М.Мельников приводит информацию о том, что у нее согласно спецификации сталеникелевые плиты для бронирования палуб заменялись хромоникелевыми «специального качества».
Помимо того, в защите броненосцев типа «Бородино» применялась маломагнитная сталь – из нее выполнялись броня крыши боевой рубки (1,5 дюйма или 38,1 мм), ее пол (0,75 дюйма или 19,05 мм) и подшивка под ним (1 и 3/16 дюйма или 30,2 мм).
Путиловский завод также приложил руки к выделке горизонтальной брони для броненосцев данного типа – на него были возложены выгиб, обрезка и пригонка плит крыш и подшивок для 6- и 12-дюймовых башен «Императора Александра III» и «Князя Суворова». Из текста А.Р.Кудрявского это не вполне ясно, но, возможно, что данному заводу 10 октября 1900 года также поручили изготовление брони крыш и подшивок 6-дюймовых башен «Александра» (24 плиты весом 34,6 тонны). Эту броню требовалось делать одинакового качества с палубной (из экстрамягкой никелевой стали). А технические условия ее изготовления, испытания и приемки за некоторыми небольшими отличиями были такие же, как в контракте с заводом Круппа на палубную броню для «Императора Александра III» и «Бородино».
Довольно специфичной была конструкция нижней броневой палубы броненосцев типа «Бородино», образованная, как и их противоминные переборки, двумя слоями равной толщины – по 25/32 дюйма (19,84 мм) каждый. И вот эти элементы защиты кораблей по данным С.Е.Виноградова выполнялись из судостроительной стали. А легированной сталью «специального качества», как показывают и расчеты автора для «Императора Александра III», защищалась только их батарейная палуба, а также крыши и пол казематов 75-мм пушек.
Что касается корпусной стали для этих броненосцев, то ее основными поставщиками являлись Путиловский и Александровский заводы. Как минимум, из разных источников известно, что первый делал ее для «Князя Суворова», второй для «Императора Александра III» и «Славы», а для «Бородино» – оба названных предприятия.
При этом, как указывает Р.М.Мельников, контракт с Александровским заводом на сталь для «Бородино» был заключен 28 марта 1899 года. Из вызванных «на конкуренцию» 8 сталелитейных заводов это предприятие назначило наименьшую цену с пуда (2 рубля 55 копеек), а при окончательном оформлении заказа на 300 000 пудов (4914 метрических тонн) стали цена снизилась еще больше – до 2 рублей 50 копеек за пуд (152 рубля 63 копейки за метрическую тонну). Ну а применение на броненосце, помимо материала Александровского завода, также и путиловской стали было, по всей видимости, обусловлено объективными причинами, о которых упоминает все тот же Р.М.Мельников в своей работе, посвященной «Князю Потемкину-Таврическому». Согласно ей по состоянию на 1898 год изготовление стальных листов массой более 3,2 тонны Александровскому заводу было не под силу – а спустя шесть лет он и вовсе пришел в упадок и был поглощен Обуховским заводом.
Впрочем, не исключено, что до прекращения своего существования Александровский завод успел поучаствовать в наделении некоторой защитой еще первых минных заградителей «Амур» и «Енисей». В отличие от двух последующих кораблей с такими названиями, у них номинально не имелось броневой палубы. Однако в приводимом В.Я.Крестьяниновым составе их нагрузки присутствовала такая позиция, как прикрытие машинного отделения массой 23,4 тонны. По расчетам автора этого как раз хватает на 12,7-мм дополнительную защиту палубы над машинами. И скорее всего она изготавливалась из обычной судостроительной стали, которую для данной пары минзагов поставлял именно Александровский завод.
Если же говорить о прочих кораблях, начатых постройкой до русско-японской войны, то для крейсеров «Олег», «Очаков» и «Кагул» плиты верхнего слоя настила броневой палубы выполняли Ижорские заводы. Для одного лишь «Очакова» по выданному в феврале 1901 года наряду они изготавливали палубную броню весом 34 000 пудов (556,92 метрической тонны) в количестве 297 плит. Но, как и в случае с «Громобоем», не оставляли попыток облегчить себе работу, о чем рассказано у Р.М.Мельникова:
«В апреле 1901 г. на основании полученных от строителей сведений в ГУКиС была подготовлена сводная ведомость заказа брони для всех трех крейсеров с указанием заводов-поставщиков. При заказе брони для «Очакова» в феврале 1901 года выяснилось, что, в отличие от металлургических заводов, выдававших каждый лист обрезанным строго по заданным размерам, Ижорский завод «по недостатку средств» будет поставлять свои, несравненно более трудоемкие в обработке броневые плиты, без обрезки их «по мере». Обрезку в размер строитель должен был брать на себя. Оставалось лишь требовать, чтобы Ижорский завод, не вводя строителя в лишние расходы, забрал потом себе все обрезки по той же «попудной» цене, по какой вел поставку.».
Еще одним примером подобного рода являлся запрос Ижорского завода Севастопольскому порту о том, можно ли на большом листе брони размечать несколько мелких. Порт на это ответил, что может сразу обрезать лишь плиты толщиной не более 45/64 дюйма (17,9 мм), прочие же придется обрабатывать «только путем пересверловки и строжки». Поэтому броневому заводу следовало выдавать плиты, возможно менее отличающиеся по размерам от заданных.
Частично искупало такой подход Ижорских заводов к выпуску броневой продукции ее уже стабилизировавшееся качество. Так, при испытаниях на полигоне 31 января 1902 года предназначенных для палубы «Очакова» ижорских плит толщиной 2 3/4 и 2 1/8 дюйма (69,9 и 54 мм соответственно) результаты «были получены отличные».
Что касается крейсеров «Жемчуг» и «Изумруд», то для них, как уже отмечалось ранее, броня, включая палубную, выполнялась по образцу примененной на «Новике». А.А.Аллилуев и М.А.Богданов так описывают спецификационные требования к ней:
«В августе [1901 года – прим. автора] ГУКиС утвердило технические условия на броню. Для горизонтальной части палубы она изготавливалась из мягкой стали, на скосах – из экстрамягкой никелевой стали; из такой же стали толщиной 30 мм выполнялись крышки комингсов над машинными отделениями, комингсы машинных люков – из 55-мм крупповской нецементированной стали, такую же сталь толщиной 30 мм предусматривали для боевой рубки, трубу для кабелей изготавливали из пушечной стали.».
А вот к ее изготовлению согласно информации из работы В.В.Хромова оказался причастен и сам Невский завод, строивший данные корабли:
«… Основную часть броневых плит взялся прокатать Невский завод, гнутую и специальную, в том числе маломагнитную, предполагалось заказать Адмиралтейским Ижорским заводам. В начале октября [1901 года – прим. автора] Невский завод прокатал пробную партию броневых плит в 20 и 35 мм толщиной и просил испытать их за счет правления на Охтинском артиллерийском полигоне в присутствии своих представителей. Испытания дали положительный результат, и завод начал валовое производство брони, каждая партия которой подвергалась огневым испытаниям. Если при этом браковалось три плиты, то браковалась и вся партия, при двух забракованных партия допускалась к установке на корабль, но цена ее понижалась на 10 %.»;
«Перед установкой на корабль броня подвергалась партионному отстрелу на Охтинском полигоне. Плиты, не выдержавшие испытания, автоматически переходили в собственность Морского ведомства. Примечательно, что представители завода на испытания не допускались.».
Однако в другой части своей работы В.В.Хромов сообщает уже следующее:
«Заказ на изготовление брони разместили на Ижорском заводе. Вес 30- и 35-мм брони составлял 15 013 пудов, 55-мм – 3600 пудов [245,91 и 58,97 метрической тонны соответственно – прим. автора]. Цена за пуд назначалась в 4,4 руб. (крупповская – 6,6 руб. за пуд) [268 рублей 62 копейки и 402 рубля 93 копейки за метрическую тонну соответственно – прим. автора].».
Поскольку Хромов не указывает, относились ли данные цифры к обоим крейсерам, трудно сказать, насколько правдиво изначальное его утверждение об изготовлении основной части их брони Невским заводом. Если указанное количество брони дано применительно к одному кораблю, то для него названным предприятием с учетом общей массы брони крейсеров данного типа по расчетам автора могла выполняться только 20-мм броня плоской части палубы (ей, кстати, В.В. Хромов, в отличие от данных А.А.Аллилуева и М.А.Богданова, в качестве материала приписывает «сверхмягкую никелевую броню»). В противном случае Невский завод, похоже, делал для крейсеров и часть 35-мм палубной брони.
Толщина крыши боевой рубки на «Жемчуге» и «Изумруде», выполнявшейся из маломагнитной стали, ни в одном из известных автору источников не приводится. 30-мм броневая крыша гласисов для защиты цилиндров машин на этих кораблях, судя по имеющимся описаниям, была однослойной. Броневые же плиты плоской части палубы (20 мм) укладывались на 10-мм, а скосов (35 мм) и гласисов (55 мм) на 15-мм палубный настил из судостроительной стали, при этом стыки плит брони и настила не совпадали, а шахты и люки имелись только в горизонтальной части броневой палубы.
И в этой связи остается лишь отметить, что и корпусная сталь «Жемчуга» и «Изумруда» была, по всей видимости, авторства самого Невского завода, про который у В.В.Хромова сказано так:
«… Невский завод был универсальным предприятием и имел мощную механическую базу, которая позволяла самостоятельно выполнять прокатку почти всех видов профилей, отливку основных частей главных машин и вспомогательных механизмов. К сторонним подрядам обращались только для получения деталей, для выпуска которых заводу невыгодно было закупать специальные дорогие станки, поэтому цельнотянутые котельные трубки и длинномерные валы заказывались на стороне, преимущественно за границей.».
Данные В.В.Хромова, правда, со ссылкой на состояние Невского завода к 1909 году, в известной мере подтверждают Н.И.Дмитриев и В.В.Колпычев, у которых приведены следующие сведения:
«По цене отливки Невского завода значительно дешевле цен других сталелитейных заводов.»;
«… сталелитейные мастерские, оборудованные тремя большими печами Сименс-Мартена, дают в год до 1 800 000 пудов болванок»;
«Три прокатных стана завода допускают прокатку стали до 7 ф. 3 д. шириной [2,21 м – прим. автора] при наибольшем весе листов до 200 пуд. [3,28 метрической тонны – прим. автора]».
Причем указанные граничные условия, например, при листах размерами 2,2х5,5 м дают их максимальную толщину до 35 мм – в точности как броня скосов палубы «Жемчуга» и «Изумруда».
В том, что касается характеристик судостроительной стали рассматриваемого периода, определенные сведения приводит И.Ф.Цветков со ссылкой на обзор Н.Н.Кутейникова «Современное состояние кораблестроительной техники» («Военные флоты 1909 г.», Санкт-Петербург, 1909 год). Согласно им до русско-японской войны при постройке кораблей применялась, как правило, обыкновенная мягкая судостроительная сталь с предельным сопротивлением на разрыв 25-30 т/дм кв. (40-45 кг/мм кв.) и с пределом упругости, близким к 15 т/дм кв. (22 кг/мм кв.). А после этого конфликта инженеры всех стран начали переходить в своих конструкциях на так называемую сталь высокого сопротивления, выдерживающую усилие при испытании на растяжение до 45 т/дм кв. (70 кг/мм кв.) при пределе упругости не менее 20 т/дм кв. (30 кг/мм кв.) и при удлинении не менее 20 % на длине планки 8 дюймов (203 мм). Таким образом, эта сталь была достаточно тягуча, но хорошо сопротивлялась разрыву. При этом она была в полтора-два раза дороже обыкновенной сименс-мартеновской стали и труднее поддавалась обработке, так как плохо выдерживала нагревание, становясь от этого хрупкой. В силу этого подобная сталь являлась непригодной для деталей судна с крутыми изгибами и обычно шла на днищевую обшивку, стрингеры и настил верхних палуб.
Таким образом, от начала броневого производства в России и до войны с Японией к выпуску палубной и прочей горизонтальной брони, а также заменяющей либо дополняющей ее в настилах палуб и подложках крыш рубок и башен судостроительной стали в значимых объемах были причастны Райволовский, Путиловский, Брянский, Александровский, Невский и Ижорские заводы. Помимо того, фрагментарное участие в этом процессе принимали в разное время Камский, Франко-Русский и Обуховский заводы.
После войны к ним добавились также Днепропетровский и Донецко-Юрьевский заводы, наряду с Ижорским производившие корпусную сталь для линейных кораблей «Евстафий» и «Иоанн Златоуст». Горизонтальную броню для этой пары линкоров делали Ижорский и Обуховский заводы (последний как минимум в части изготовления крыш башен). У еще двух додредноутов, «Андрея Первозванного» и «Императора Павла I», сталь корпуса была поставлена более традиционным контрагентом в лице Путиловского завода, а палубная броня – Ижорским (Обуховский выполнил крыши башен и литые броневые кожухи на них для защиты приборов).
А вот у крейсеров «Паллада» и «Баян» послевоенной постройки горизонтальное бронирование, похоже, уже полностью выполнялось Ижорским заводом (поставщика стали для их корпусов известные автору источники не называют).
Применительно к таким кораблям нового поколения, как дредноуты типа «Севастополь», И.Ф.Цветков приводит информацию о том, что при их проектировании в техническом бюро Балтийского завода А.Н.Крылов распорядился применять три сорта стали:
обыкновенную судостроительную сталь с сопротивлением около 42 кгс/кв. мм и растяжением не менее 20 %;
сталь повышенного сопротивления с сопротивлением до 63 кгс/кв. мм и удлинением не менее 18 %;
сталь высокого сопротивления с сопротивлением до 72 кгс/кв. мм и удлинением не менее 16 %.
А вот об их палубной броне кое-что известно благодаря работе И.Е.Галькевича, предметно рассматривающей уже упоминавшиеся выше опытные стрельбы в августе 1913 года по отсеку, воспроизводящему систему бронирования линкоров названного типа. И эта броня производства Ижорского завода также была трех типов:
бронепалубная сталь высших механических качеств толщиной 37,5 мм использовалась для настилки верхней палубы;
бронепалубная сталь повышенных механических качеств толщиной 25 мм и 19 мм (в пределах казематов противоминной артиллерии) для настилки средней палубы;
бронепалубная сталь обыкновенных механических качеств толщиной 25 мм для бронирования скосов нижней палубы.
Испытания этой брони дали следующие результаты:
«II. БРОНЯ.
…
3.75-миллиметровая броня испытывалась в виде:
… в) срезов средней палубы (63 мм), … .
…
в) Двухслойные срезы средней палубы из палубной брони толщиной в 37,5 – 14 мм легко пробиваются осколками снарядов и обломками брони и дают большие проломы с загнутыми вниз краями при всяком взрыве снаряда, особенно фугасного, от попадания в вертикальную броню каземата. Эти срезы не могут обладать большой прочностью вследствие малых размеров плит. Срезы не были испытаны непосредственной стрельбой по ним, как то полагалось программой, но судя по предыдущему опыту, они небыли бы в состоянии выдержать такое испытание. Необходимо срезы утолстить и сделать наклонными.
…
4. Палубная броня:
а) 37,5 мм верхняя палуба легко пробивается 12” фугасными и бронебойными снарядами при углах встречи от 5 град. Палуба проламывается, раскрывая отверстия до 5,2х2,6 м с загнутыми внутрь рваными краями. Куски настила весом до 64 кг при этом летят в направлении взрыва, проламывая среднюю и иногда нижнюю палубы. 8” и 6” cнаряды при углах встречи до 13 град. рикошетируют от верхней палубы, оставляя лишь незначительные вмятины. От взрыва 12” снаряда настил верхней палубы толщиной 37,5 мм, как и вся палуба, рвется с одинаковым успехом по целому месту, как по шву. Бимсы и карленгсы уменьшают размеры пробоины. При попадании снарядов в основание боевой рубки верхняя палуба пробивается осколками и прорезается газами у места взрыва. Необходимо утолстить настил вокруг рубки.
б) Средняя палуба толщиной 25 мм пробивается осколками снаряда, и в особенности, обломками брони настила верхней палубы при всяком взрыве 12” снаряда на верхней палубе, образуя отверстия до 1,3х1,3 метра. При этом под местом взрыва образуются вмятины, и палуба оседает. Точно также легко проламывается и пробивается осколками 19 мм броня средней палубы при всяком взрыве снаряда внутри каземата.
в) Нижняя небронированная палуба проламывается осколками брони верхней и средней палуб, дает вмятины и трещины.
5. Переборки:
…
б) 25 мм броневой скос нижней палубы нецементированной брони легко пробивается бронебойным снарядом, прошедшим бортовую броню, отклоняя его при этом вниз. Скос также пробивается обломками бортовой брони.
…
1. ОТВЕРСТИЯ В БРОНЕ.
…
5) Колосники дымовых труб были испытаны при взрыве 12” фугасного снаряда в дымовой трубе. Они были сорваны со своих мест и разбросаны. По-видимому, скрепление их не особенно солидное [здесь, впрочем, следует иметь в виду, что данный защитный элемент относился к изначальной конструкции «Чесмы», а не к опытовому отсеку, и в силу этого вряд ли был рассчитан на противостояние весьма мощным снарядам нового поколения – прим. автора].».
Выводы комиссии, производившей опытовые стрельбы по исключенному судну № 4 («Чесма»), послужили основанием для проведения на морском полигоне, расположенном в районе Ржевки под Петроградом, широкомасштабных испытаний снарядов, брони, систем бронирования и различных подкреплений за броней. Для этих целей в 1914 году по приказанию начальника ГУК была создана специальная комиссия во главе с генерал-майором Е.А.Беркаловым.
Из журнала № 1 данной комиссии, приводимого И.Е.Галькевичем, можно сделать вывод о том, что в конце 1913 либо в начале 1914 года на вышеуказанном полигоне проводились испытания плит палубной брони – причем это был броневой материал уже нового типа, разработанного ижорцами («палубная сталь № 1»). И на заседании комиссии 25 февраля 1914 года были выработаны следующие предложения по его дальнейшим испытаниям:
«I. С целью окончательного установления толщины палубных плит из новой палубной стали за № 1, предложенной Ижорским заводом и удовлетворяющей по механическим качествам кораблестроительным требованиям, необходимо теперь же произвести опыт стрельбою 12” фугасным снаряженным снарядом образца 1911 г. в 1” палубную плиту означенной стали, установив ее в совершенно тех же условиях, как испытывались 1” и 1 1/2” палубные плиты при первых опытах.
Если по результатам намеченного испытания 1” плита окажется не хуже 1” плиты из обыкновенной палубной стали, то вопрос о материале для палубных плит будет решен; вместе с этим, из сравнения действия фугасного снаряда по 1” и 1 1/2” плитам удастся выяснить насколько в этом получается преимущество 1 1/2” плиты перед 1”-ой.
II. Но так как утонение верхней палубы до 1” вызывает опасение возможности проникновения снарядов с трубками постоянного замедления (тип немецкий) под В.П., то признано необходимым произвести последовательные опыты стрельбой 12” фугасными неснаряженными снарядами образца 1911 г. по палубным плитам 1” и 1 1/2” новой стали № 1 …».
К сожалению, в доступных автору источниках не содержится данных о том, состоялись ли эти испытания и каковы были их итоги – как и о том, что представляла собой ижорская палубная сталь № 1. Но возможно, что это была одна из разновидностей брони Гантке.
6. Деятельность непрофильных предприятий, связанная с производством брони.
Во многом данный раздел будет перекликаться с предыдущим, поскольку в нем преимущественно будет идти речь о работах, связанных с устройством верхних прикрытий барбетов и башен, броневых колпаков на крышах последних и материале, из которого они изготавливались. И львиная доля внимания будет уделена работе на данном поприще Санкт-Петербургского Металлического завода, далее для краткости именуемого просто Металлическим заводом.
Несмотря на свое наименование, данный завод не имел собственного стального литья. И когда при изготовлении им в 1886-1888 годах барбетных установок 305-мм орудий для броненосца «Чесма» встал вопрос о выполнении их верхней защиты, сталь на соответствующие прикрытия (масса до 3500 пудов (57,33 метрической тонны), фактически впоследствии по 16,7 тонны на установку, толщина прикрытий на свыше 1,5 дюйма) по данным А.Г.Дукельского отпускалась Металлическому заводу с Ижорских заводов бесплатно.
3-дюймовое прикрытие (63,5-мм плиты на 12,7-мм рубашке) заказанных в 1887 году барбетных установок броненосца «Синоп» фактической массой 25,3 тонны, как можно понять из информации Дукельского, также было выполнено Металлическим заводом.
А вот при заказе в начале 1888 года данному заводу барбетной установки вместе с броневым колпаком для эскадренного броненосца «Император Александр II» Металлический завод работал уже в кооперации с Ижорским. При этом последний выполнял сами 63,5-мм стальные броневые плиты (фактическая масса – 23,2 тонны), а первый – 12,7-мм рубашку под них, но опять же из стали Ижорского завода. «Металлисты» справились со своей частью работы уже к концу 1889 года. Однако полный монтаж всей установки на корабле пришелся по данным В.В.Арбузова лишь на апрель 1892 года, когда наконец-то на нее установили верхнее броневое прикрытие, с изготовлением которого сильно задержались ижорцы. Согласно сведениям А.Г.Дукельского проволочки имели место из-за трудностей с согласованием между собой плит и рубашки под них, выполненных двумя разными предприятиями (впоследствии это повлекло за собой вопрос о снятии в подобных случаях шаблонов для изготовления по ним броневых плит). Но слова Дукельского о том, что прикрытие было установлено только в начале 1902 года, по всей видимости, являются технической ошибкой. А в целом все работы по данной установке можно было считать оконченными только летом 1893 года, когда на ее крышу установили одобренный МТК козырек, защищавший амбразуру от снега и дождя.
При описании защиты броненосца «Император Александр II» стоит упомянуть и импровизированное прикрытие его 6-дюймовых орудий – толщина наружного борта в местах их размещения (сталь производства одного из трех заводов – Путиловского, Ижорского или Александровского) была увеличена до 1 15/16 дюйма (49,2 мм) «для защиты орудий от действия скорострельных пушек». Помимо данного корабля, подобной защитой располагали броненосный крейсер «Адмирал Нахимов» (у него ее толщина составляла около 1,5 дюйма) и броненосец «Император Николай I».
Кстати, выполненные Металлическим заводом башня главного калибра для «Императора Николая I» и барбеты для «Двенадцати Апостолов» демонстрируют достаточно устоявшуюся в то время толщину их верхних прикрытий – 63,5 мм на 12,7-мм рубашке (38 миллиметров брони, указанные Р.М.Мельниковым для первого корабля, являются по расчетам автора все же неверной цифрой). В обоих случаях контрагентом по поставке самой брони для установок выступал Ижорский завод, а расчетная ее масса составляла около 16 тонн (12 броневых плит) у балтийского и 24,5 тонны на барбет у черноморского броненосца. Про верхнюю защиту барбетов «Двенадцати Апостолов» здесь нужно дополнительно указать лишь то, что при ее изготовлении на Металлический завод возлагались сверление дыр, склепка и прикрепление купольных прикрытий. А про башню «Императора Николая I» стоит оговориться, что помимо подшивки под крышу «металлисты» выделывали для нее и 1,25-дюймовую (31,8 мм) рубашку под вертикальную броню.
К концу 1894 года ввиду расширявшегося внедрения на броненосных кораблях Российского императорского флота в целом башенного, а не барбетного размещения главной артиллерии возник вопрос о прикрытии стреляющих комендоров в башнях куполами (рубками) из литой стали.
Одним из первых обладателей таких рубок стал «Император Николай I». А изготовлены они для него были Металлическим заводом в феврале 1895 года. При этом для изготовления рубок по информации А.Г.Дукельского были выработаны следующие технические условия:
«а) по всей поверхности куполов металл не должен иметь раковин, рябин и прочих пороков, способных уменьшить прочность куполов;
б) из прибыли отлитых куполов должны быть вырезаны, для испытания на растяжение, по два цилиндрических бруска, диною в 100 мм (3,937 дм.) между чертами, а диаметром 13,8 мм (0,543 дм.), т.е. площадью поперечного сечения 150 квадратных миллиметров, и
в) при пробе на растяжение, металл в этих брусках должен иметь сопротивление разрыву не менее 45 килограмм на кв. миллиметр (28,6 тонны на кв. дюйм) при относительном удлинении не менее 10 %.».
Для башен броненосца «Три Святителя» Металлический завод выполнял рубашку под вертикальную броню (14,3 мм) и подшивку крыши (12,7 мм). А на башнях главного калибра броненосцев типа «Полтава» и «Сисоя Великого» появилась уже двухслойная (2х12,7 мм) вертикальная рубашка из-за упразднения прилегавших к ней броневых стоек внутри башни. Броню крыш для этих башен изготавливал Ижорский завод, но из-за задержек с их изготовлением выгиб плит по шаблонам и их обрезку возложили на «металлистов» (судя по данным А.Г.Дукельского, для всех четырех кораблей). Также Металлическому заводу в феврале 1895 года заказали и рубки для этих башен – по тем же техническим условиям, что и для «Императора Николая I».
Вертикальная рубашка из двух слоев 12,7-мм плит и 12,7-мм подшивка под броневую крышу сохранилась и у башен, которые Металлический завод делал для «Пересвета», «Осляби», «Ретвизана», «Бородино», «Орла» и «Славы». Ему же была поручена и «окончательная выделка» плит крыш и подшивок 6- и 12-дюймовых башен для «Бородино», «Орла» и «Славы». А вот к рубкам башенных командиров и комендоров последних довоенных 12-дюймовых башен заводом были выработаны новые условия их проектирования, приводимые в работе А.Г.Дукельского:
«1) Рубки должны иметь правильную цилиндрическую форму, удобную для ковки на стержне.
2) Толщина брони рубок должна быть не более толщины брони самих башен. Наибольшая толщина стенок впереди 9 дм, а сзади 4,5 дм [229 и 114 мм соответственно – прим. автора].
…
7) Металл рубок (твердая сталь) должен удовлетворять нижеследующим механическим требованиям:
Разрывное усилие А=70 кг на кв. мм. Относительное удлинение, при брусках длиною 100 мм, между кернами, В=15 %;
Допускаются отклонения от этих величин на 3 кг или 3 % в ту или другую сторону, но с тем, чтобы сумма А+В была не меньше 85.».
Однако в декабре 1899 года МТК уведомил Металлический завод о том, что «управляющий Морским министерством изволил приказать делать рубки для башенных командиров и комендоров по прежнему чертежу из литой стали».
Таким образом, броневые рубки «подлежали выполнению согласно утвержденного Комитетом чертежа» из литой стали, причем материал при разрыве должен был обладать сопротивлением не менее 45 кг на кв. мм, при удлинении не менее 10 % и при длине брусков между кернами в 100 мм.
Утолщенные броневые рубки башенных командиров, судя по данным Р.М.Мельникова, из кораблей «доцусимской» эпохи первыми достались уже «Князю Потемкину-Таврическому» – их в 1905 году поставил Обуховский завод (50,8-мм броню крыш его башен и 76,2-мм подшивку делали на Ижорских заводах). Сами же установки с их рубашкой под броню были изготовлены «Обществом судостроительных, механических и литейных заводов» в г.Николаеве.
Путиловский завод, также поставлявший башенные установки для кораблей русского флота, по всей видимости, сталь для их рубашек и подшивок делал самостоятельно. А на примере башен главного калибра «Императора Александра III» и «Князя Суворова» можно видеть, что у них, как и у последних довоенных установок Металлического завода, рубашка вертикальной брони была из двух слоев, а подшивка крыши – из одного слоя 12,7-мм стали. И столь же легкими – с броней не толще 50,8 мм – были их башенные рубки.
Здесь не зря столько сказано о подшивке крыш и вертикальной рубашке башен – по воззрениям того времени она выполняла в том числе роль защиты от осколков, откалывающихся от брони установок после попаданий в нее вражеских снарядов.
После русско-японской войны подходы к изготовлению и брони башен, и самих таких установок несколько поменялись. Так, теперь у них для облегчения и ускорения производственных процессов не броня подгонялась под рубашку, а рубашка под броню – и эта работа была зоной ответственности производителей башен. Кроме того, А.Г.Дукельский указывает, что в 8- и 12-дюймовых башнях линейных кораблей-додредноутов применялась уже однослойная вертикальная рубашка. Однако он же в другой части своей работы говорит о том, что у их 12-дюймовых установок все же сохранилось два 12,7-мм слоя вертикальной рубашки. А вот броневая крыша, похоже, не имела под собой подшивки действительно в обоих типах названных башен.
Для изготовления башен главного калибра «Андрея Первозванного», «Иоанна Златоуста» и «Евстафия» Металлический получал стальные отливки от Обуховского завода (и, очевидно, это последнее предприятие для корпусов башен собственного производства, например, для «Наварина», «Ростислава» и броненосцев типа «Полтава», также использовало материалы своего изготовления). А для аналогичных башен «Императора Павла I», по всей видимости, сталь поставил Путиловский завод, выполнявший и сами башенные установки этого корабля.
В том, что касается качества материала, из которого обычно изготавливались рубашки стен и подшивка крыши башен на кораблях Российского императорского флота, можно опять обратиться к справочнику А.Г.Дукельского, содержащему следующие сведения:
«У первых башенных установок для их корпусов употреблялась сталь обычного торгового качества (35-41 кг) [очевидно, имеется в виду показатель сопротивления разрыву, выраженный в килограммах на квадратный миллиметр – прим. автора], для установок «Андрея Первозванного» перешли на судостроительную сталь (41-47 кг), а уже при изготовлении 3-орудийных 12-дм установок ответственные части столов башенных установок с целью достижения наименьшего веса выполнялись из стали повышенного сопротивления (50-60 кг).».
Широко распространенным примером косвенного участия в производстве брони тех или иных российских предприятий, обладающих возможностями по обработке металла, было также привлечение их к окончательной отделке плит, выполненных двумя основными броневыми заводами. Так, изготовленные на Ижорских заводах броневые плиты для защиты снарядных элеваторов на «Авроре» были проструганы на Путиловском заводе. Показателен в этом плане и ранее уже упоминавшийся пример с броней гласисов дымоходов и машинных люков для «Адмирала Ушакова», которые изготовил Обуховский завод, а обстрогал Франко-русский завод.
Кстати, как указывает А.Р.Кудрявский, Франко-русский завод ориентировочно в 1900 году даже изъявил желание поучаствовать в производстве брони для броненосцев типа «Бородино». Однако впоследствии самоустранился от участия в объявленном конкурсе.
А вот Балтийскому заводу еще раз после карапасов крейсера «Рюрик» довелось принять прямое участие в изготовлении защитных элементов корабля – хотя и невольно. В апреле 1902 года при примерке шаблонов броневых плит вращающихся частей кормовой 12-дюймовой башни на броненосце «Император Александр III» выяснилось, что по обеим ее сторонам остается зазор шириной в среднем 76 мм на всю длину плиты. Плиты были производства американской компании «Бетлехем стил компани» – и посылать их обратно за океан для переделки было несколько проблематично, да и на сроках готовности корабля изготовление новых плит сказалось бы самым негативным образом. Поэтому для заделки щелей Балтийский завод изготовил две стальные планки толщиной 76 мм, которые решили крепить на винты к торцам броневых плит. И неизвестно, не сказалось ли как-то качество именно этой «броневой» защиты на судьбе «Императора Александра III» в его первом и последнем бою…
Это была не последняя оплошность со стороны указанного зарубежного предприятия, которую пришлось устранять балтийцам. Все в тех же прибывших в апреле 1902 года американского плитах для 12-дюймовых башен, как оказалось, еще и отсутствовали отверстия для их подъема. Высверливание 24-х отверстий Балтийским заводом обошлось в дополнительные 62 рубля 88 копеек.
Вообще же примеры разного рода работ, связанных с необходимостью «финишной» отделки броневых плит, имели место в деятельности всех российских судостроительных предприятий.
В частности, при достройке в Кронштадте броненосцев «Бородино» и «Орел», которые сооружались двумя казенными верфями, входившими в ведение командира Санкт-Петербургского порта, по данным В.Ю.Грибовского броневые плиты в ряде случаев требовали сложной обрубки на месте из-за неточного изготовления.
Ранее приводившийся случай с разграничением объемов работ над палубными плитами для «Очакова» между Ижорским заводом и Севастопольским портом имел затем и свое конкретное практическое воплощение. Так, когда 48 плит для названного крейсера не удалось пристроить для обрезки начисто в Николаевское адмиралтейство, «неимоверными усилиями», как пишет Р.М.Мельников, севастопольцы справились с ними сами.
Адмиралтейство в г.Николаеве занималось окончательной отделкой плит также для «Кагула» и «Князя Потемкина-Таврического». Для последнего, в частности, обработка кромок палубных плит была распределена между Николаевским адмиралтейством и Ижорскими заводами в пропорции 1 к 3 (сообразно производительности строгальных станков).
Причины столь активного задействования Николаевского адмиралтейства объясняются его реальными возможностями в плане обеспечения именно броненосного судостроения, которые называют Н.И.Дмитриев и В.В.Колпычев. Так, согласно информации из их работы указанное адмиралтейство по состоянию, видимо, на 1909 год имело отдельную бронеотделочную мастерскую, оборудованную ножницами, кромко-строгательными станками и вальцами «более тяжелого типа, чем в обычных судостроительных мастерских».
7. Завод Никополь-Мариупольского общества.
По данным С.Е.Виноградова в 1911-1912 годах на юге России частным «Никополь-Мариупольским горным и металлургическим обществом» был построен новый броневой завод, который был оснащен по последнему слову техники и по некоторым параметрам выпускаемых броневых плит даже превосходил Ижорский завод.
В то же время имеющаяся в сети Интернет официальная историография Мариупольского металлургического комбината имени Ильича, являющегося преемником данного завода, утверждает, что цеха по производству брони на «Никополе» (так в народе называли завод), включая толстолистовой броневой стан, заработали уже в 1910 году (цитата: «В 1910 «Никополь» получил крупный заказ на бронь по цене 9 рублей 90 копеек за пуд. Для сравнения, казенные заводы отдавали пуд брони для военных судов за 4 рубля 40 копеек.»). А в 1911-1912 годах фактически имело место существенное расширение броневого производства. Уже в 1912 году ЛПЦ–4500 (видимо, под этой аббревиатурой скрывается «литейно-прокатный цех») на данном заводе был официально переименован в броневой цех № 8, каковое название сохранилось за ним вплоть до Великой Отечественной войны.
Между тем по сведениям все того же С.Е.Виноградова первый случай причастности завода Никополь-Мариупольского общества к производству корабельной брони имел место еще в 1902 году. Как раз тогда данному предприятию была заказана «палубная легированная (хромоникелевая) броня» общей массой около 490 тонн для эскадренного броненосца «Слава». При этом, как указывает С.Е.Виноградов, именно задержки с выпуском палубной брони повлекли увеличение срока постройки названного корабля:
«Готовность броненосца ко времени спуска была доведена до 67 %, корабль пробыл на стапеле 10 месяцев и 3 недели, став рекордсменом среди всех прежних русских эскадренных броненосцев и броненосных крейсеров. Этот срок мог быть ещё более сокращён, если бы контрагент по поставке легированной палубной брони – Никополь-Мариупольский завод – выполнил свои обязательства в срок. Палубную хромоникелевую сталь для «Славы» в количестве около 30 тыс. пудов (т. е. порядка 490 мт: контрактом объём поставки измерялся пудами), он должен был сдать тремя партиями, по 10 тыс. пудов: первую – через 5 месяцев после подписания контракта (18 мая 1902 г.), а остальные – через месяц, одну за другой, после первой. В реальности завод исполнил заказ с большим опозданием – для первой партии 102 дня, для последней – на 123 дня. Примечательно, что заказанная германской компании «Крупп» палубная броня для «Бородино» и «Императора Александра III» была поставлена партиями в 7–11 тыс. пудов в течение 10 месяцев после подписания контракта без какого-либо опоздания. Таким образом, ставка ГУКиС на поддержку отечественного производителя в деле поставки для «Славы» палубной брони вылилась не только в существенную переплату (Ижорский завод изготавливал эту броню по 6 р. 25 коп. за пуд, Никополь-Мариупольский — по 9 руб. 90 коп [381 рубль 56 копеек и 604 рубля 40 копеек соответственно – прим. автора]), но и в четырёхмесячную проволочку с готовностью. Однако именно это, возможно, сказалось на итоговом сроке готовности корабли и спасло его от Цусимы.».
Похоже, отсюда и взялась приводимая в Интернете цифра стоимости ранней брони Никополь-Мариупольского завода. Правда, актуальной она была, как видим, в 1902, а не в 1910 году, и относилась только к палубной броне этого предприятия. И, кстати, не исключено, что данный завод также мог быть причастен к выпуску броневых плит палуб «Евстафия» и «Иоанна Златоуста».
Дополнительные свидетельства откровенной неточности вышеуказанных сетевых сведений и определенно куда большей достоверности информации С.Е.Виноградова предоставляет также проведенное В.Андреевым в 2018-2019 годах исследование имеющегося в Государственном архиве Донецкой Народной Республики фонда доменного завода Никополь-Мариупольского горного и металлургического общества.
Так, по данным В.Андреева Броневой отдел указанного завода начал строиться только в 1911 году (на станции Сартана близ Мариуполя). При этом первый выпуск плит Броневым отделом произведен в марте 1913 года, а его официальное открытие со специально приглашенными гостями состоялось 25 июня 1913 года. Первые партии палубной брони, которые заводу надлежало изготовить по контракту для линкора «Императрица Екатерина Великая», должны были быть поставлены им в конце 1912 года, и их прокатку осуществляли на уже существовавшем на тот момент неброневом прокатном стане. Из-за этого имелись ограничения на размер плит, а у руководства завода были серьезные опасения за качество продукции, так как оборудование не обеспечивало полной уверенности в конечном результате. Но испытания выпущенной брони прошли нормально.
Броневой отдел, представлявший собой по сути новый цех, оснащенный в соответствии с самыми передовыми на то время требованиями техники, был построен Никополь-Мариупольским обществом при техническом содействии немецкой фирмы «Крупп». Общество весьма тесно общалось со своими германскими контрагентами по производственным вопросам – вплоть до того, что те или иные новые требования, предъявляемые Главным управлением кораблестроения, предварительно обсуждались с «Круппом», прежде чем дать ответ ГУК. Достаточно оживленная переписка продолжалась до начала Первой мировой войны.
Первые броневые плиты, прокатанные в Мариуполе, также отправлялись для испытаний в Эссен (об этом свидетельствует, в частности, обнаруженный В.Андреевым фрагмент письма технической конторы фирмы «Крупп» от 9 (22) января 1913 года за № 3911 относительно испытания стрельбой русских броневых плит). Первые болванки для толстых цементированных плит отливались и прокатывались под руководством специально прибывшего для этого в Мариуполь представителя фирмы «Крупп».
Осенью 1913 года в связи с требованиями флота об увеличении производства брони для новых кораблей и принятии усовершенствованного способа скрепления плит стыками друг с другом (шпонки типа «клином внаружу» и «ласточкин хвост» из легированной стали) на заводе приступили к интенсивным работам по дооборудованию.
Существовавшие мощности, первоначально рассчитанные на выпуск 4000 тонн цементированной брони в год, были до предела форсированы, что позволило в 1913 году довести годовую производительность до 6000 тонн. Дооборудование завода в целях расширения производства включало пополнение станочного парка дополнительными станками для фигурной строжки кромок плит и было завершено в начале 1915 года.
Помимо вышеназванных цифр из сети Интернет, к которым, как уже установлено выше, следует относиться с известной осторожностью, некоторое представление о стоимости производства брони на Никополь-Мариупольском заводе дают сведения о заказе данному предприятию всего бронирования черноморского линкора «Императрица Екатерина Великая». Так, при массе брони на данном линкоре по данным Р.М.Мельникова в 7046,6 тонны ее стоимость по данным Б.А.Айзенберга и В.В.Костриченко составляла по состоянию на декабрь 1911 года 6 837 880 рублей 10 копеек (6 337 880 рублей 10 копеек у Р.М.Мельникова – неверное значение), что соответствует 970 рублям 38 копейкам за тонну брони.
Заказанная для систершипов «Екатерины» броня Ижорского завода на то время обходилась русскому Морскому министерству существенно дешевле. При массе брони «Императрицы Марии» и «Императора Александра III», чуть меньших по длине и ширине, чем проект «Наваля», в 6878 тонн (С.Е.Виноградов приводит эту цифру для «Екатерины», но с учетом данных Р.М.Мельникова как раз она, по мнению автора, больше похожа на показатель для двух «руссудовских» кораблей) ее стоимость составляла 4 886 746 рублей 90 копеек – или 710 рублей 49 копеек за тонну. Такая цифра в целом вполне коррелирует с приведенными выше данными о средней стоимости ижорской брони в 1911 году (701 рубль за тонну).
Вместе с тем столь высокая цена за броню для «Екатерины», носила, видимо, в известной мере характер стимулирующей и компенсационной выплаты для покрытия существенных расходов Никополь-Мариупольского общества на развитие броневого производства. В какой-то мере этот вывод подтверждают и данные В.Андреева, согласно которым затраты общества на создание нового для себя производственного участка составили порядка 7 миллионов рублей – практически ровно ту же сумму, что и стоимость всего заказа брони для названного черноморского линкора.
Однако в дальнейшем обществу все же пришлось снижать цену за свои бронеизделия. Так, заказ на всю броню для линейного крейсера «Наварин», а также на броню скосов нижней палубы для оставшейся тройки линейных крейсеров типа «Измаил», сделанный Главным управлением кораблестроения 4 мая 1913 года Обществу Никополь-Мариупольских заводов, включал в себя:
1906 тонн палубной брони повышенных механических качеств;
908 тонн палубной брони обыкновенных механических качеств;
1905 тонн крупповской нецеменированной брони;
6854 тонны крупповской цементированной брони (итого в сумме 11 573 тонны брони).
Л.А.Кузнецов в таблице на странице 74 своей работы приводит чуть иную итоговую цифру – 11 473 тонны, однако при сложении весов по всем отдельным позициям, перечисленным в таблице, получается все же 11 573 тонны. Так что здесь явно имеет место или счетная ошибка, или неточность в указании веса какой-либо из позиций. А учитывая, что как раз цифру в 11 473 тонны Кузнецов приводит со значком «примерно» – более вероятна все же счетная ошибка.
Цена данного заказа – 8 400 000 рублей, что дает среднюю стоимость заказанной брони при ее совокупной массе в 11 573 тонны в размере 725 рублей 83 копеек за тонну. Для сравнения вспомним, что указанная выше средняя стоимость ижорской брони в том же 1913 году составляла 622 рубля за тонну. Тем не менее, снижение стоимости мариупольской брони в сравнении с заказом для «Екатерины» вышло уже довольно ощутимым.
Впрочем, у производства брони в Мариуполе были и свои преимущества – к примеру, более четкое соблюдение контрактных сроков в сравнении с ее выделкой на Ижорском заводе.
Так, например, по данным И.Е.Галькевича при оборудовании броненосца «Чесма» для опытовых стрельб по отсеку, копирующему бронирование линкоров типа «Севастополь», наряд на изготовление брони был выдан ижорцам 3 апреля 1912 года (принят к исполнению 18 апреля того же года). В части сроков изготовления брони в нем оговаривалось, что последняя броневая плита боевой рубки была послана в Севастополь не позже 1 сентября, а остальная броня – до 15 августа 1912 года. Однако по рапорту помощника начальника артиллерийского отдела ГУК полковника Е.А.Беркалова от 4 июля 1913 года на указанную дату заводом еще не были поставлены бортовые казематные плиты №№ 120 и 121, козырьковая плита № 121а и колпаки плутонговых командиров, а башенноподобные щиты к пушкам в казематах были только что получены.
Для двух опытовых отсеков, планировавшихся к испытанию на полигоне в 1914 году, Ижорскому заводу по данным С.Е.Винградова была заказана вся броня, кроме 320-мм и 370-мм крупповских цементированных бортовых плит, которые невозможно было изготовить на его оборудовании при требуемом размере (5,26х2,44 м). Последние в количестве четырех штук общим весом 4263 пуда (69,83 метрической тонны) для пары 370-мм и 3667 пудов (60,07 метрической тонны) для пары 320-мм плит изготовил Никополь-Мариупольский завод – причем сделал это в требуемый срок (4 октября 1914 года плиты были приняты в казну как удовлетворяющие «по анализу и изломам требованиям Технических Условий № 241 – 1912 года»). Ижорцы же, несмотря на запрошенную в марте 1914 года отсрочку на месяц по иным заказам, превысили 5-месячный срок выделки 270-мм бортовых плит, из-за чего окончательно подготовить отсеки к стрельбам удалось лишь в конце декабря того же года.
«Послецусимский» период развития русского флота в целом ознаменовался существенным сокращением типов кораблей всех основных классов. И кроме линкоров и линейных крейсеров из броненосных единиц возрождаемых морских сил можно вспомнить лишь мониторы типа «Шквал» и крейсера типа «Светлана».
Для первых из них броню (крупповская цементированная для стен башен ГК и центральной части пояса, пушечная сталь трубы под боевой рубкой и хромоникелевая для всех прочих элементов, включая палубу и крыши башен) делали, видимо, Обуховский и Ижорский заводы, а сталь корпуса поставлял Днепровский завод.
К созданию черноморской версии «светлан» был причастен уже и Никополь-Мариупольский завод, изготавливавший броню для всей четверки кораблей данного типа – крейсеров «Адмирал Нахимов», «Адмирал Лазарев», «Адмирал Корнилов» и «Адмирал Истомин». При этом номенклатура типов требуемой брони согласно данным И.Ф.Цветкова включала в себя крупповскую цементированную для главного пояса и его кормового траверза, тоже крупповскую, но нецементированную – для верхнего пояса, кормового подзора, элеваторов боезапаса, дымоходов, стен боевой рубки и ее основания. Труба защиты проводов выполнялась из кованой пушечной стали, а крыша и пол боевой рубки – очевидно, из немагнитной стали.
К сожалению, тип брони, примененной для настилов верхней и нижней палуб на крейсерах этого типа, И.Ф.Цветков не называет. И не исключено, что на них пошла судостроительная сталь (возможно, повышенных механических качеств), которую для корпусов «Адмирала Лазарева» и «Адмирала Нахимова» поставил Коломенский завод, а для «Адмирала Корнилова» и «Адмирала Истомина» заказали в Англии. В свою очередь, известно, что для крейсеров Ревельского завода («Светлана», «Адмирал Грейг») броню поставлял Ижорский завод. Видимо, он же делал ее и для строившихся на Путиловском заводе «Адмирала Бутакова» и «Адмирала Спиридова». Корпусную же сталь как минимум для двух последних кораблей скорее всего изготовил сам завод-строитель.
А вот для последнего черноморского линкора Российского императорского флота, «Императора Николая I», броню выполняли как Ижорский, так и Никополь-Мариупольский заводы. При этом в изготовлении корпусной стали для него, помимо отечественных предприятий, участвовал английский завод «Стил энд К».
Помимо того, по данным Л.А.Кузнецова, Кораблестроительный отдел ГУК 8-10 октября 1915 года предложил Никополь-Мариупольскому заводу часть изготавливаемой для линейного крейсера «Наварин» брони (защита боевого поста; накладки на амбразурах казематов; котельные кожухи на средней палубе; колпаки плутонговых командиров; вращающиеся части башен, их крыши и подшивка; верхний пояс бортовой брони; полубак; боевая рубка; комингсы дымовых труб) поставлять на однотипный «Бородино». Для «Наварина» переданную с него броню перезаказали этому же предприятию 17 сентября 1916 года. Ижорский же завод в это время испытывал задержки с изготовлением как минимум казематной брони для «Бородино» из-за чрезмерной загрузки производства.
В заключительной части этого раздела можно лишь упомянуть данные С.Е.Виноградова о размерах и весе плит, допускавшихся оборудованием обоих работавших на флот русских бронепрокатных заводов в 1916 году – предпоследнем году существования Российской империи:
1) Ижорский завод Морского министерства:
предельный вес крупповских цементированных плит – 30 тонн;
вес единичных плит в исключительных случаях – 45 тонн;
нормальные размеры плит бортовой и башенной брони – 5000×3050 мм;
размеры единичных плит в исключительных случаях:
а) крупповских цементированных – 5800×3350 мм (при ширине 2400 мм длина могла быть увеличена до 8800 мм);
б) палубных, свыше 38 мм – 8500×2400 мм (при обрезке на станках длина не свыше 7000 мм);
в) палубных, до 38 мм – 6100×2400 мм.
2) завод Никополь-Мариупольского общества:
предельный вес крупповских цементированных плит – 30 тонн;
вес единичных плит в исключительных случаях – 45 тонн;
нормальные размеры плит бортовой и башенной брони – 6000×3500 мм;
размеры единичных плит в исключительных случаях:
а) крупповских цементированных – 8500×3800 мм (при ширине 2400 мм длина могла быть увеличена до 8800 мм);
б) палубных, свыше 38 мм – 8500×3200 мм (при обрезке на станках длина не свыше 7000 мм);
в) палубных, до 38 мм – 8000×2400 мм.
8. Имперское наследие в советское время
В завершение данного очерка хотелось бы вкратце остановиться на том, что представляли собой вышеназванные броневые заводы уже в советское время, когда в конце 30-х годов ХХ века встал вопрос о возрождении большого океанского флота.
И здесь приходится констатировать, что прошедшие два десятка лет не пошли заводам на пользу. Хотя их, несмотря на все перипетии, связанные с изменением государственного устройства страны, и удалось сохранить в действии, имела место утрата части компетенции в вопросах броневого производства, особенно в Мариуполе.
Например, к февралю 1937 года по данным А.М.Васильева предельные размеры цементированных плит, выпускавшихся Мариупольским заводом, составляли 6,5х3,3 м, а Ижорским – 6,1х3,1 м (в особых случаях до 6,5х3,5 м) при нормальных массах одной плиты около 32 т и предельных до 45 т. Кроме того, ввиду отсутствия технических условий и освоенной технологии оба броневых завода даже в 1938 году отказывались от изготовления плит толщиной более 200 мм. Также А.М.Васильевым и А.Б.Мориным уже в соавторстве приводится и следующая информация, касающаяся хода постройки в 1939-1941 годах таких крупных потребителей броневого проката, как линкоры проекта 23 и тяжелые крейсера проекта 69:
«Броневое производство, сосредоточенное на Ижорском (Колпино) и Мариупольском заводах, было слабым и почти утратившим опыт изготовления толстой брони, не производившейся с дореволюционных времен.»;
«Еще хуже дело обстояло с броней. Перед Ижорским и Мариупольским заводами была поставлена задача по многократному увеличению выпуска брони, причем в толщинах, превышавших освоенные до 1917 года, что на имевшемся оборудовании они сделать не могли. Коренная реконструкция обоих бронезаводов была предусмотрена постановлением СНК СССР от 7 августа 1938 года. После ее проведения с 1940 года годовой выпуск брони Ижорским и Мариупольским заводами должен был составить соответственно 30 и 40 тыс. т (вместо 5685 и 3496 т в 1938 году). Кроме того, в Челябинске намечалось строительство нового завода производительность 50 тыс. т брони в год.
Поскольку намеченные планы по резкому увеличению выпуска брони выполнить в срок не удалось (в 1940 году ее выпуск ожидался вдвое меньшим ранее намеченного), была предпринята попытка приобрести недостающую броню в Германии …»;
«В 1940 году на двух заводах было произведено всего 27 438 т брони (без учета ее отбраковки по результатам отстрелов на полигоне, которая в лучшем случае достигала 30-40 %). Так, например, в 1939 году оба завода поставили для двух линкоров проекта 23 всего около 1800 т брони, из которой 996 т были по результатам отстрелов на полигоне забракованы, тогда как в этот год только на один головной линкор по плану требовалось поставить 10 тыс. т брони. При этом в 1939 году Мариупольский завод не смог поставить для отстрела плиты толщиной свыше 230 мм.».
Здесь стоит лишь добавить, что по данным уже одного А.М.Васильева все 996 тонн забракованной в 1939 году брони были авторства Мариупольского завода, а Ижорский завод в 1940 году помимо корабельной произвел также 20 000 тонн танковой брони (против всего 11 571 тонны брони в Мариуполе). В то же время, по воспоминаниям главного конструктора тяжелых крейсеров проекта 69И Ф.Е.Бесполова, при их проектировании из-за сдвига главного броневого пояса в корму, где обводы корпуса приобретали сложную криволинейную форму, пришлось бы придавать такую форму и замыкающим цитадель 230-мм броневым плитам, от чего категорически отказались «все советские броневые заводы».
Как минимум пробные плиты с толщиной 380 и 390-395 мм – соответственно «цементованные» и «закаленные /Б.Ц./», как их определяет И.Е.Галькевич – перед Великой Отечественной войной все же были выпущены (вероятно, Ижорским заводом) и испытаны в сентябре 1937 – мае 1938 годов обстрелом 305-мм и 356-мм бронебойными неснаряженными (серными) и фугасными снаряженными снарядами в составе опытных отсеков. При скорости 14-дюймовых бронебойных снарядов (масса – 751-754 кг) в момент удара около 500 м/с для цементированной плиты и 505 м/с для закаленной и угле встречи с преградой в 75 градусов они разрушились при ударе, оставив в броне лишь выбоины с наружной стороны (для цементированной брони – «глубокие», для закаленной – «с отколом закаленного слоя»). Но при увеличении скорости снарядов уже до 526 м/с и 530 м/с соответственно оба типа плит получили сквозные пробоины с обширным отломом брони с внутренней стороны. У цементированной плиты наблюдался также откол закаленного и цементированного слоев снаружи – но при ее пробитии снаряд, в отличие от закаленной плиты, разрушился. Была серьезно повреждена и рубашка с набором за обоими типа плит. В итоге был сделан вывод о том, что закаленная броня марки «Б.Ц.» никаких преимуществ по сравнению с обычной цементированной броней не показала, несмотря на увеличенную толщину.
Использовавшиеся в тех же опытах бортовые плиты из 200-мм закаленной брони марки «Б.Ц.» при обстреле 305-мм бронебойными снарядами также демонстрировали значительную площадь и глубину разрушения закаленного слоя снаружи от удара снаряда в плиту, а в случаях, когда происходило их пробитие – неправильную форму пробоины и очень большой объем отколовшейся изнутри брони (глубина откола достигала 3/4 толщины плиты). В целом данная броня была оценена как хрупкая, хотя и более стойкая к воздействию 305-мм бронебойных неснаряженных снарядов, нежели той же марки 390-395-мм броневая плита, противостоявшая 356-мм снарядам того же типа и снаряжения. И данный факт еще раз подтверждал ранее сделанный отечественными испытателями вывод о том, что рост толщины плит свыше 300 мм не приводит к прямо пропорциональному увеличению их бронестойкости.
Результаты этих стрельб в части испытания 380-мм цементированных плит представляется интересным сравнить с итогами проводившегося с мая по август 1920 года обстрела опытных отсеков, в состав которых входили в том числе близкие к ним по толщине 370-мм цементированные плиты производства Никополь-Мариупольского завода, выпущенные в 1914 году. Хотя прямое сравнение здесь вряд ли получится в силу определенной разности условий – к примеру, опытные 356-мм снаряды, примененные в 1920 году, имели еще относительно низкую прочность.
Кроме того, как раз 370-мм плиты в тех опытах обстреливали в основном 305-мм, а не 356-мм снарядами. Последний был применен лишь единожды – самый первый выстрел был сделан снаряженным фугасным снарядом этого калибра массой 747,7 кг с зарядом в 81,9 кг и взрывателем без замедления, имевшим в момент удара скорость 447 м/с при угле встречи с броней 61 градус. При попадании произошел мгновенный взрыв снаряда. Поверхность плиты получила выбоину с вмятиной со стрелкой прогиба, измеренной у краев пробоины, 38 мм. Под местом удара цементированный слой отскочил по кругу диаметром 20х19 дюймов (50,8х48,3 см) и на глубину около 6 дюймов (15,2 см). Трещины на поверхности плиты обнаружено не было. Сравнительные измерения отстоящей кромки соседней плиты показали, что нижняя часть обстрелянной плиты подалась (начиная с середины) внутрь примерно на 1,5 см, но осмотр не обнаружил ни среза шпоночного клина, ни откола брони – сдвиг произошел лишь за счет слабины и смятия клина. Осколками также была помята и обколота на 2-3 см выступающая на 8 см кромка соседней броневой плиты против места удара.
Бронебойными являлись уже 305-мм снаряды в сделанных по 370-мм плите выстрелах №№ 19 и 22-24. Они были неснаряженными, лишь приведенными к штатному весу (470,9 кг), и попадали в броню под углом 68 градусов с разной скоростью и разным эффектом:
№ 19 – скорость в момент удара 566 м/с (С.Е.Виноградов указывает скорость 620 м/с – но это не подтверждается приводимыми И.Е.Галькевичем фотокопиями протоколов испытаний, где обозначена скорость в 1856 футов в секунду, соответствующая именно 566 м/c), снаряд пробил броню, образовав пробоину диаметром 12-13,5 дюйма (30,5-34,3 см) с выходным в 21 дюйм (53,3 см), рубашка позади брони оказалась разворочена, а ее края отогнуты вовнутрь на ширину шпации;
№ 22 – скорость в момент удара 514 м/с, снаряд пробил броню, образовав пробоину диаметром 12,5-15 дюймов (31,8-38,1 см) с выходным отверстием 18-21 дюйм (45,7-53,3 см), раскрытие рубашки за броней составило 31-42 дюйма (78,7-106,7 см);
№ 23 – скорость в момент удара 485 м/с, снаряд не пробил броню, образовав выбоину диаметром 13-16 дюймов (33-40,6 см) глубиной 5,25 дюйма (13,3 см), цементированный слой отскочил на участке размерами 26-44 дюйма (66-111,8 см), рубашку позади брони выгнуло на 2,5 дюйма (6,4 см) без разрыва;
№ 24 – скорость в момент удара 485 м/с, снаряд пробил броню (в пробоине осталась пробка плиты) и, не разрушившись, ушел на рикошет наружу перед отсеком; диаметр выбоины составил 13,5х14 дюйма (34,3-35,6 см), глубина пролома пробки доходила до 27 дюймов (68,6 см), рубашка под местом попадания выпучилась и разорвалась.
С.Е.Виноградов как общую информацию в отношении данных стрельб в целом указывает, что после каждого удара снаряда наблюдался изгиб плиты в вертикальном направлении со стрелкой прогиба в пределах 2-4 см. В случаях непробития плиты последняя получала вокруг выбоины ряд глубоких концентрических трещин, или же наблюдался откол цементированного слоя площадью в отдельных случаях до 0,5 м кв. Не пробивающие плиту снаряды либо раскалывались в момент удара, либо вваривались их головными частями в образованные ими глубокие выбоины.
Подобные результаты и выводы, по мнению автора, могут свидетельствовать о том, что опытная 370-мм цементированная броня Никополь-Мариупольского завода, произведенная в 1914 году, была, как минимум, более вязкой в сравнении с 380-мм цементированными плитами образца 1937 года. На такую мысль наводят, в частности, данные в отчетах об умеренных размерах выходных отверстий в 370-мм плитах при их пробитии (не свыше 1,75 калибра) и отсутствие упоминаний о трещинах и выломах броневого материала вокруг них.
Также опыты с отсеками в 1920 году подтвердили исключительную полезность соединения поясных плит между собой вертикальными шпонками по всей их высоте. Соединенные таким образом поясные плиты образовывали единую монолитную броневую стену, в которой каждая плита при восприятии удара снаряда работала не сама по себе, но как часть единого целого. При этом упругие колебания от ударной нагрузки воспринимались всеми соседствующими плитами, постепенно затухая в наиболее дальних из них, а не как прежде, лишь броневыми болтами пораженной плиты, существенно ослабляя их и приводя зачастую к разрыву ими рубашки. Всего испытывались два типа шпоночного соединения – «клином внаружу», примененного для перевязки между собой плит главного пояса линейных крейсеров класса «Измаил», и «клином вовнутрь» («ласточкин хвост»), использованный для линкора «Император Николай I». При этом последний тип шпонки показал в целом намного лучшую эффективность, фактически повторив сделанный еще после опытов с «исключенным судном № 4» в 1913 году вывод о том, что шпонка типа «ласточкин хвост» «наиболее просто и прочно соединяет между собой броневые плиты».
Занятно с точки зрения полноты оценки всех аспектов систем защиты и мнение о броневых болтах отечественного типа дореволюционного образца. Приводимый И.Е.Галькевичем отчет еще применительно к стрельбам 1913 года содержит такие данные о них:
«Броневые болты, в общем, оказались весьма удовлетворительными. При ударе и взрыве снаряда о броню болты отскакивали только в непосредственной близости от места удара, причем, никогда не было случая отскакивания более четырех болтов. Ближайшие к ним болты удерживали дальнейший разрыв рубашки позади брони.
Конструкцию броневых болтов можно считать идеальной …».
А уже в июле-августе 1940 года при испытании на Научно-Испытательном Морском Артиллерийском Полигоне НК ВМФ опытного отсека бортового бронирования «корабля по проекту № 69 /отсек «В»/» (тяжелые крейсера типа «Кронштадт») было установлено, что из трех типов испытанных броневых болтов диаметром 76 мм именно русская конструкция образца «по техническим условиям 1916 года» оказалась наилучшей с точки зрения надежности крепления головки болта к рубашке на случай его разрыва, хотя и была сложнее прочих в изготовлении и установке.
Как указывает И.Е.Галькевич в своем исследовании, качество судостроительной стали, использованной при постройке вышеуказанного отсека, в ходе опытов нареканий не вызвало:
«Листовой и профильный материал отсека вполне удовлетворяет своему назначению.
Характер разрушения листов и профильного материала показал, что металл обладает достаточными пластическими свойствами. Местных отрывов с сухим изломом почти не наблюдалось. <…>».
А вот собственно с броней все оказалось не столь радужно. Бронирование борта отсека «В» состояло из трех средних «кондиционных цементованных» плит толщиной 230 мм, шириной по 3000 мм и длиной 4960 мм каждая, подвергавшихся отстрелу, и двух «гомогенных некондиционных» концевых упорных плит шириной по 1500 мм каждая, которые непосредственному отстрелу не подвергались и лишь создавали боковой упор для трех средних плит и увеличивали массу отсека. Конструкция бронирования борта и набора за броней соответствовала принятым на крейсерах проекта 69.
Отсек проверялся стрельбой из 305-мм 52-калиберного орудия фугасными снарядами в боевом снаряжении и бронебойными снарядами в серном снаряжении, причем использовались бронебойные снаряды «упроченного типа, изготовленные по технологии, принятой на заводах Шкода». Стрельба велась с дистанции 270 метров, при этом в зависимости от расположения точек ударов на броневых плитах отсека угол между нормалью к плитам и направлением стрельбы изменялся от 39 градусов 50 минут до 38 градусов 30 минут (по программе стрельб угол от нормали предполагался равным 40 градусам).
Отстрел должен был производиться при скорости удара снаряда, равной 550 м/с. Но ввиду получения пробития плиты при 1-м выстреле, обусловленного недостаточным качеством плиты, испытательной партией было сделано отступление от программы в части снижения скорости удара снаряда на 10 %.
При этом выводы по конструкции защиты борта крейсеров проекта 69 для качества брони были откровенно удручающими:
«1. Броневые плиты борта толщиной 230 мм.
Броневые плиты, изготовленные Мариупольским заводом и установленные на отсеке, показали невысокую бронестойкость, а также различное качество в отдельных участках каждой плиты.
Это обстоятельство заставило резко снизить скорость удара снаряда, по сравнению с принятой программой испытания, с 550 м/сек. до 500 м/сек., давшей, в среднем, предельное непробитие плит.
По виду излома, характеру поражений и по бронестойкости поставленные на отсек броневые плиты не отвечают кондиционным требованиям.
Основными недостатками плит являются: неравномерная по площади плиты закалка, превышающая нормально допустимую глубину, и общая некачественность металла /шиферность, расслои, сухость/, в результате чего происходили большие отколы /порядка 3,2 калибра/ с вылетом внутрь отсека значительных размеров пробок и образование сквозных трещин в плите. <…>».
Таким образом, представляется в целом обоснованным сделанный А.М.Васильевым вывод о том, что промышленное производство наиболее толстой цементированной брони к 22 июня 1941 года в СССР так и не было освоено.
Что именно повлекло подобный упадок броневого производства на Ижорском и особенно на Мариупольском заводе, дает понять информация, приводимая В.Андреевым. Так, по его сведениям содержащиеся в Государственном архиве ДНР материалы о деятельности завода Никополь-Мариупольского общества страдают изрядной неполнотой. К примеру, если в архивном деле имеется отношение начальника артиллерийского отдела ГУК, касающееся нового варианта технических условий по приему брони, то сами эти условия, а также какие-либо чертежи полностью отсутствуют.
Одна из причин подобной фрагментированности архива была установлена В.Андреевым из другого архивного документа. Согласно ему в конце марта – первой половине апреля 1918 года Мариуполь находился под властью красных и существовал приказ штаба красной гвардии об аресте начальника Броневого отдела и его помощников. В результате служащие завода были вынуждены скрываться, частично пребывая на нелегальном положении. Пользуясь тем, что контора пустовала, мальчики при конторе подобрали ключ и вскрыли архив отдела, все содержимое которого было продано на базар на оберточную бумагу. Увы, с помощью милиции впоследствии удалось вернуть только часть книг и бумаг.
Несомненно, что и сотрудникам Ижорского завода, не нашедшим после революции общего языка с новой властью, также довелось испытать на себе нечто подобное. А уход опытных специалистов и утеря важных для производства документов не могли не сказаться на деятельности заводов самым пагубным образом – как, впрочем, и вынужденный долгий перерыв в выдаче советским государством заказов промышленности на постройку боевых кораблей основных классов и, соответственно, на броню для флота.
Приложение 1. Процесс производства сталежелезной брони (по описанию лейтенанта А.Е.Колтовского (Всемирное техническое обозрение. Год XIV. № 8, с. 179) – из статьи Р.В.Кондратенко «Развитие броневого производства в России до Первой мировой войны» (сборник «Гангут», выпуск № 45)).
«Из мягкого сварочного железа приготовляли толстый пакет и прокатывали его в ширину, затем плиту вкладывали в сильно раскаленном состоянии в изложницу, имеющую вид большого плоского ящика, внутренняя пустота которого превышала в полтора раза толщину железной плиты. Изложница ставилась на ребро открытой стороной вверх и все пространство, незанятое железной плитой, заливалось расплавленной сталью из Мартеновской печи. Во время заливки сталь приваривалась к железу, раскаленному докрасна. Когда сталь остынет, освобождали изложницу и плиту, теперь уже сложную, вновь прокатывали. Однако, несмотря на такую обработку, полного приваривания стали к железу, в большинстве случаев, не получалось, и плиты оказывались как бы состоящими из двух отдельных слоев металла. Закалкою таких плит можно достигнуть наибольшей степени твердости стального слоя, совершенно не изменяя свойств вязкой железной подкладки, неспособной принимать закалку.».
Приложение 2. Процесс производства гарвеированной и крупповской брони по описанию И.А.Яцыно («Курс морской артиллерии. Часть II», Санкт-Петербург, 1901 год).
«Сущность изготовления Гарвеированных и Крупповских плит. Задача, преследуемая при изготовлении гарвеированных и крупповских плит, заключается в том, чтобы придать плите требуемую неоднородность: сделать ее в окончательном виде возможно твердой с поверхности и возможно вязкой – в остальной массе плиты. Достигается это путем насыщения наружного слоя плиты углеродом, придающим, как известно, способность стали закаливаться, т.е. приобретать чрезмерную твердость при быстром охлаждении после нагрева до известной температуры. Эта способность увеличивается с увеличением % содержания углерода и при содержании его 1,0 % – 1,2 % закаленная сталь приобретает почти твердость стекла. Процесс, путем которого производится насыщение поверхности плиты углеродом, называется цементацией, а плиты, обработанные таким образом – цементованными.
Весь процесс производства плит распадается на следующие операции:
1) Отливка. В сталеплавильных печах емкостью 30-40 тонн каждая выплавляется сталь с возможно низким содержанием углерода (не более 0,2 %), возможно чистая от вредных примесей и с умеренным содержанием марганца. Кроме того вводятся в сталь никель 2 – 3 1/2 % и хром.
Если предполагается отливка болванок весом более 35 тонн, сталь одновременно выплавляется в двух печах и сливается через подвижные ковши в одну общую изложницу. Изложница, т.е. форма, в которой застывает отлитая сталь, делается обыкновенно из чугуна. … Изложница имеет прямоугольное сечение и книзу несколько сужается, чтобы обеспечить вынимание застывшей болванки, или расширяется – чтобы можно было снять изложницу. Вес отлитой болванки обыкновенно бывает в два раза более веса готовой плиты. Толщина болванки – раза в 3-4 более толщины готовой плиты.
2) Ковка. Отлитая болванка проковывается под гидравлическим прессом или прокатывается между валками до требуемой толщины.
… Пресс Обуховского завода развивает 8000 тонн давления. …
Прокованная болванка приобретает название плиты. Верхняя часть ее (прибыль), как содержащая в себе каверны, пузыри и замешавшиеся в отливке шлаки, отрезается на расстоянии 1/3 приблизительно. Отрезанная нижняя часть идет в дальнейшую обработку.
3) Цементация. Прокованные плиты тщательно очищаются от приставшей окалины и закладываются в особую печь для цементации. Цементация проводится или угольным порошком (способ Гарвея) или газом (способ Круппа и Крезо). В первом случае плиты кладутся в особый ящик из огнеупорного кирпича: сначала кладут одну плиту поверхностью, предназначенной для цементации кверху; затем насыпается слой около 6-8 дм. мелко истолченного древесного угля с примесью до 50 % животного (костяного) угля, сверху накладывается вторая плита цементуемой поверхностью вниз. Затем плиты тщательно замуравливаются в ящик. Ящик установлен на вагонной тележке, которая может быть вдвинута в нагревательную печь, называемую цементационной. Ящик установлен таким образом, что пламя в печи охватывает его почти равномерно со всех сторон. Температура печи постепенно поднимается и в течение нескольких дней доводится до максимальной около 1000° С. При этой температуре углерод соединяется с железом непосредственно; углерод мало по малу насыщает поверхность плиты и постепенно переходит в глубже лежащие слои. К концу операции, которая продолжается несколько дней, плиты оказываются насыщенными углеродом с поверхности до 1,5-1,3 %. Содержание углерода в глубже лежащих слоях постепенно падает и на глубине 1 1/2″ и далее оно падает до нормального, т.е. того, какое было до цементации.
После этой операции плита становится химически неоднородной в отношении углерода, но эта неоднородность в сечении плиты не имеет резкой границы.
Процентное содержание углерода в толщине 1 1/2″ по мере приближения к поверхности возрастает постепенно, а потому внутренняя связь между частицами не нарушается при дальнейшей обработке плиты, при нагревах и охлаждениях вследствие разницы коэффициентов сжатия и расширения, что несомненно могло бы иметь место при более резкой разнице в химическом составе двух рядом лежащих слоев.
Крупп, усовершенствовавший весь вообще процесс изготовления плит, с успехом применил газовую цементацию, заменивши угольный порошок светильным газом (СН4). При газовой цементации плиты устанавливаются в нагревательной печи таким образом, что они образуют верхнюю и нижнюю стенку замкнутой со всех сторон коробки, боковыми стенками которой служат прокладки между плитами. В полое пространство этой коробки с одной стороны впускается светильный газ, а с другой стороны выпускается отработавший, т.е. лишившийся в значительной степени углерода. Таким образом, во время цементации устанавливается непрекращающаяся циркуляция светильного газа в цементационной камере. При цементации светильным газом получается более интенсивное насыщение стали углеродом, потому что химическое средство углерода в газообразном соединении больше, чем в твердом состоянии, … при угольной цементации сначала должно образоваться за счет твердого угля какое-нибудь газообразное соединение углерода, а затем уже из него углерод переходит в соединение с железом. Более быстрое достижение требуемых результатов при газовой цементации вполне подтверждает правильность этого сообщения.
…
Отцементованная плита подвергается обыкновенно тщательному отжигу, чтобы сделать ее механически обрабатываемой, иначе отцементованная поверхность весьма легко воспринимает закалку при неосторожном охлаждении плиты, чего нельзя избежать при разгрузке цементационной печи несмотря на достаточно медленное охлаждение печи по окончании процесса.
После грубой обрезки отцементованной плиты, она загибается под гидравлическим прессом, чтобы придать ей требуемую форму соответственно борту судна, башни и др. Для достижения необходимой правильности очертания плиты пользуются точными шаблонами, снимаемыми с корабля. Загнутая плита обрезается окончательно и после этого закаливается.
Закалка плит производится под двойным душем воды (двухсторонняя) или под ординарным (односторонняя закалка). В обоих случаях плита предварительно нагревается, а затем ставится под душ, состоящий из ряда трубок с мелкими отверстиями, через которые пускается вода. При двухсторонней закалке души располагаются с лицевой и задней стороны плиты, а при односторонней – только с лицевой, т.е. с цементованной. Плита выдерживается под душем до полного охлаждения. Закалку воспринимает только цементованная поверхность, т.к. в остальной массе плиты содержание углерода настолько ничтожно, что сталь, как и мягкое железо, не обладает свойством закаливаться.
После закалки на плитах высверливаются и нарезаются на задней поверхности отверстия для болтов, с помощью которых плиты крепятся на месте. …».
Приложение 3. Процесс производства крупповской брони на Ижорском заводе перед Первой мировой войной (по описанию лейтенанта А.Е.Колтовского (Всемирное техническое обозрение. Год XIV. № 8, с. 178-181) – из статьи Р.В.Кондратенко «Развитие броневого производства в России до Первой мировой войны» (сборник «Гангут», выпуск № 45) – причем, судя по отдельным элементам данного описания, частично в нем раскрыт технический процесс цементации брони по способу Гарвея, а не Круппа).
«Способ изготовления броневых плит на Адмиралтейской Ижорском заводе установлен инженером Названовым, благодаря трудам которого мы имеем возможность в настоящее время получать броню высокого качества. Будучи основан на способе тепловой обработки Круппа, он по своим приемам несколько отличается от подобного же производства на заводе в Эссене. На Ижорском заводе болванки прокатываются, после чего уже непосредственно, без предварительного отжига, подвергаются цементации, механическая же обработка производится лишь по окончании тепловой, перед приготовлением плиты к односторонней закалке.
Для изготовления «ижорской» брони служит сталь, в среднем, следующего состава: углерода 0,3 %, марганца 0,4 %, никеля 3,7 %, хрома 1,8 %, кремния 0,04 %, фосфора не более 0,04 %. Такая сталь получается в Мартеновских печах и разливается в чугунные изложницы, где остывает, принимая форму болванок. Толщина болванки превышает приблизительно в пять раз толщину выделываемой из нее броневой плиты.
Так как при остывании стали могут получиться различные усадки и внутренние пустоты, то для уничтожения их отрезается 0,8 по весу прибыли и болванка подвергается прокатыванию, пока не получит толщину, требуемую для плиты. Для этой цели охладившиеся до температуры 200-400 градусов болванки вынимают из изложниц и помещают в нагревательную печь, где нагреваются до 1000 градусов, после чего вынимаются из печи и кладутся на прокатный стан.
… После прокатки плите дают остыть и затем приготовляют ее для цементации. Сперва с помощью меловой нитки отмечают на поверхности плиты ту ее часть, которая идет в дальнейшую обработку, оставляя по краям излишек или прибыль. Вокруг меловой черты плита покрывается слоем огнеупорной глины, на которую в притирку ставятся четыре стальные бруса, толщиной в 6 дюймов. Образовавшийся таким образом прямоугольный ящик заполняется вровень с краями угольным порошком, состоящим из пяти частей толченого древесного и одной части животного угля [состав Гарвея, где животный уголь, получаемый сжиганием рогов, копыт и т.п., служит катализатором при цементации, так как содержит значительно количество азота, способствующего науглероживанию железа – прим. А.Е.Колтовского]. Верхние края брусьев также смазываются огнеупорной глиной и покрываются другой такой же плитой лицевой стороной вниз. Огнеупорная глина служит для герметической укупорки угольного порошка между плитами.
Приготовленные таким образом две броневые плиты устанавливаются на подогревательные печи на нескольких столбиках из кирпичей, чтобы печные газы могли свободно обходить обе плиты. Плиты нагреваются в печи до 950 градусов и держатся при такой температуре от 7 до 15 суток в зависимости от их толщины. В течение этого времени обе плиты цементируются. После чего сталь на их лицевой поверхности содержит около 1 % углерода, количество которого на некоторой глубине быстро уменьшается до 0,3 %, т.е. до первоначального состава.
По окончании цементации броня, оставаясь в печи, охлаждается до 880 градусов, т.е. еще немного выше точки В [точки нагрева до температуры между 700 и 800 градусами, когда сталь переходит из кристаллического состояния в аморфное – прим. Р.В.Кондратенко], и держится при этой температуре еще четыре часа. Затем плиты вынимают из печи и погружают в масляные ванны, где они охлаждаются приблизительно до 350 градусов. Цель этой операции, называемой отжигом в масле, состоит в фиксировании аморфного строения стали. Масло употребляется здесь как жидкость, обладающая меньшей теплоемкостью, чем вода, вследствие чего охлаждение идет сперва быстро, а затем по мере нагревания масла замедляется. Благодаря этому замедлению никакой закалки не получается, хотя окончательная температура и ниже точки Е [точки нагрева до температуры около 450 градусов (при отпускании стали нагрев до этой точки дает наиболее полный отпуск) – прим. Р.В.Кондратенко].
… С целью придать стали волокнистое строение броневая плита после отжига в масле возвращается в печь, где нагревается до температуры 650 градусов и затем быстро переносится на закалочный аппарат и охлаждается струями воды совершенно. Операция эта называется не совсем правильно закалкой «на волокно», так как действительной закалки при этом получиться не может, потому что сталь не нагревалась выше точки А [точки нагрева до температуры около 700 градусов, когда происходит изменение состояния металла (начало перехода в жидкое его состояние) – прим. Р.В.Кондратенко].
Совершенно еще незакаленная и потому достаточно мягкая сталь по окончании этих операций легко подвергается механической обработке. Плита обрезается на станках по шаблону и выгибается под прессом, если по шаблону ей требуется придать не плоскую поверхность. Для выгибания плиту предварительно нагревают до красна, наблюдая только, чтобы температура нагрева была ниже 650 градусов. Затем по краю плиты производят надпиливание проб, по излому которых судят о степени ее закалки. После этого приступают к приготовлению плиты к односторонней закалке.
Для односторонней закалки броневой плиты необходимо, чтобы при нагревании лицевого ее слоя до температур высших A, дальнейшие слои, по возможности, не нагревались бы выше 650 градусов, чтобы не потерять свое волокнистое строение. Круппу удалось совместить эти противоречивые требования, пользуясь свойствами мокрого песка. Если плиту положить на такой песок и затем ее нагревать, то, вследствие хорошей теплопроводности железа и плохой песка, теплота, получаемая при нагревании, будет поглощаться водой, насыщающей песок. Вследствие же большой теплоемкости воды между верхним и нижним слоем плиты будет некоторое время держаться довольно значительная разность температур.
Приготовляясь к закалке, плиту кладут на толстый слой мокрого песка, положенный на подогревательной печи, и таким же песком и, кроме того, слоем огнеупорных кирпичей обкладывают плиту по краям. Только одна лицевая поверхность плиты остается непосредственно открытой для действия печных газов. Эта поверхность плиты нагревается до 850 градусов, внутри же плиты по направлению к нижним слоям температура постепенно падает, так что у наиболее толстых плит нижняя поверхность нагревается не выше 400 градусов, Как только температура в печи достигает 850 градусов, плита из нее вынимается, быстро переносится на закалочный аппарат и охлаждается струями воды совершенно [вода в закалочном аппарате льется на броневую плиту частыми непрерывными струями одновременно со всех сторон, для чего используются гидравлические насосы, подающие воду в общую напорную трубу аппарата под некоторым давлением – прим. А.Е.Котловского]. Односторонней закалкой заканчивается тепловая обработка брони, и после нее броневые плиты поступают в мастерские для отделки начисто.».
Приложение 4. Процесс производства крупповской брони по данным А.М.Васильева из книги «Линейные корабли типа «Советский Союз» (Санкт-Петербург, 2006 год) (возможно, учитывая имеющиеся у данного автора ссылки на технические условия приемки брони, принятые в 1916 году, данное описание также приведено применительно к техпроцессам по состоянию на указанный год).
«Наиболее сложным было производство гетерогенной (цементированной) брони по патенту Круппа (сокращенное обозначение тех лет – броня КЦ), приобретенному Россией как и другими странами, в начале XX века.
В самом общем виде этот процесс заключался в следующем:
Хромоникелевая сталь (примерно до 4 % никеля, до 2% хрома плюс другие элементы) варилась в мартене (сначала с кислым, а затем с основным подом) и отливалась в изложницу. Масса слитка (до 150-180 т) в 1,75-2,3 раза превышала массу готовой плиты. Превращение слитка в плиту достигалось либо прокаткой, либо ковкой (после предварительного нагрева с 800° до 1200°). Прокатка занимала меньше времени, чем ковка, однако, для получения более качественной структуры металла требовалась ковка на прессе (с усилием 10-15 тыс. т) и последующая чистовая прокатка на стане. Прокатанную плиту остужали на воздухе, затем отжигали при температуре 650°, выдерживая в печи (в зависимости от толщины) до 18 часов и более с последующей закалкой водяным душем. После обрезки плиты и очистки ее от окалины проводилась цементация: плиту помещали в специальную печь, где при температуре 950° в течение 10-18 суток ее наружная поверхность насыщалась углеродом. Затем после понижения температуры до 880° (в течение суток) плиту погружали в охлажденную водой ванну с сурепным маслом. Далее плита опять отжигалась (нагрев до 650° и охлаждение водяным душем). Если требовалась гибка, плиту снова нагревали до 650° и гнули мощным прессом. Далее проводилась уже односторонняя закалка с нагревом цементированной поверхности до 880°, а тыльной – до 550° и последующим быстрым полным охлаждением под двухсторонним душем. В результате наружная поверхность плиты получала твердую «фарфоровидную» структуру, а большая часть ее толщины – мягкое волокнистое строение. Далее после проверки качества термообработки, химических и механических характеристик приступали к механической обработке, состоявшей в обрезке кромок плиты по шаблонам, сверлении отверстий под болты, строжки кромок под шпонки и т. п. Затем проводилась сборка изготовленного комплекта плит, для чего на бронезаводах сооружались специальные стенды, имитировавшие соответствующие участки бортов, башен, рубок, палуб. Каждая плита была индивидуальной подгонки, имела свой паспорт-сертификат.
Сложность и длительность вышеописанного процесса толкали на поиски более простых технологий. С начала века велись работы с броней без цементации (броня БЦ), односторонне закаленной. При той же твердости, что и броня КЦ, она имела меньшую вязкость и большую склонность к разломам, сколам, трещинам. На русских заводах до 1917 г. броня БЦ выпускалась в толщинах до 150 мм, так как при большей толщине плиты имели повышенную хрупкость.
От каждой партии плит отбирались контрольные для отстрела на полигоне. Там они крепились к металлическим «срубам» (конструкции из металлических стоек и стальной подкладки-«рубашки») и обстреливались (плиты вертикального бронирования бронебойными снарядами калибра, примерно равного толщине плиты, по нормали к плите, а горизонтального бронирования – бронебойными 6-дюймовыми снарядами под углом 15°). Если плиты не выдерживали испытаний – браковалась вся партия.
…
Броневое производство было очень трудоемким и дорогим. В среднем стоимость одной тонны палубных плит в 2-2,5 раза, а цементированных в 4-7 раз превосходила стоимость углеродистой судостроительной стали.».
Использованные источники:
- «Адмиралтейские Ижорские заводы. Краткий исторический очерк», Санкт-Петербург, Типография Морского министерства, 1903 год.
- Айзенберг Б.А., Костриченко В.В., «Линкор «Императрица Мария». Главная тайна Российского флота», Москва, «Яуза», 2010 год.
- Аллилуев А.А., Богданов М.А., «Крейсеры «Жемчуг» и «Изумруд», Санкт-Петербург, 2004 год.
- Аллилуев А.А., «Полуброненосные фрегаты типа «Дмитрий Донской» (1881-1885)», Санкт-Петербург, «Истфлот», 2006 год.
- Андриенко В.Г., «Круглые суда адмирала Попова», Санкт-Петербург, 1994 год.
- Арбузов В.В., «Броненосец «Двенадцать Апостолов», Санкт-Петербург, 2001 год.
- Арбузов В.В., «Броненосец Император Александр II», Санкт-Петербург, 1997 год.
- Арбузов В.В., «Броненосец «Петр Великий», Санкт-Петербург, 1993 год.
- Арбузов В.В., «Броненосный крейсер «Адмирал Нахимов», Санкт-Петербург, 2000 год.
- Арбузов В.В., «Черноморские броненосцы типа «Екатерина II», Москва, «Яуза», 2015 год.
- Афонин Н.Н., «Канонерские лодки типов «Сивуч» и «Грозящий», «Мидель-шпангоут» № 23 за 2011 год.
- Афонин Н.Н., «Крейсеры «Мураьев-Амурский» и «Адмирал Невельской», «Судостроение» № 2 за 1989 год.
- Балакин С.А., «Броненосец «Ретвизан». Лучший линкор русско-японской войны», Москва, «Яуза», 2014 год.
- Богданов М.А., Гармашев А.А., «Эскадренные броненосцы «Гангут» и «Наварин», Санкт-Петербург, 2007 год.
- Богданов М.А., «Эскадренный броненосец «Сисой Великий», Санкт-Петербург, 2004 год.
- Бочаров А.А., «Броненосные фрегаты «Минин» и «Пожарский», Санкт-Петербург, 1999 год.
- Васильев А.М., Морин А.Б., «Суперлинкоры Сталина. «Советский Союз», «Кронштадт», «Сталинград», Москва, «Яуза», 2008 год.
- Васильев А.М., «Линейные корабли типа «Советский Союз», Санкт-Петербург, 2006 год.
- Виноградов С.Е., «Броненосец «Слава». Непобежденный герой Моонзунда», Москва, «Яуза», 2011 год.
- Виноградов С.Е., «Последние исполины Российского императорского флота: линейные корабли с 16″ артиллерией в программах развития флота 1914-1917 гг.», Санкт-Петербург, 1999 год.
- Виноградов С.Е., Федечкин А.Д., «Броненосный крейсер «Баян» и его потомки. От Порт-Артура до Моонзунда», Москва, «Яуза», 2011 год.
- Виноградов С.Е., Федечкин А.Д., «Броненосный крейсер «Рюрик». Флагман Балтийского флота», Москва, «Яуза», 2010 год.
- «Вся богатырская рать (Бронепалубные крейсера типа «Богатырь)», часть 1, «Морская коллекция» № 3 за 2010 год.
- Галькевич И.Е., «Забытые уроки далекой войны (выбор концепции защиты линейного корабля в первой половине ХХ столетия)».
- Грибовский В.Ю., «Броненосец «Генерал-адмирал Апраксин», сборник «Гангут», выпуск № 18.
- Грибовский В.Ю., «Эскадренные броненосцы типа «Бородино». Герои Цусимы», Москва, «Яуза», 2012 год.
- Дмитриев Н.И., Колпычев В.В., «Судостроительные заводы и судостроение в России и за границей», Санкт-Петербург, 1909 год.
- Дукельский А.Г., «Исторический очерк развития и проектирования башенных установок в России 1886-1917 г.г.», Москва, 1931 год.
- Емелин А.Ю., «Крейсер «Новик». Истребитель истребителей», Москва, «Яуза», 2015 год.
- Заблоцкий В.П. «Вся богатырская рать. Бронепалубные крейсера типа «Богатырь», «Морская коллекция» № 3 за 2010 год.
- Иванов С.В., «Живучесть боевого надводного корабля», Москва – Ленинград, Военмориздат, 1940 год.
- Из Всеподданнейшего отчета по морскому ведомству за 1897-1900 годы/«Военная промышленность России в начале XX века 1900-1917. Сборник документов», «Новый хронограф», Москва, 2004 год.
- Катаев В.И., «Крейсер «Варяг». Легенда Российского флота», Москва, «Яуза», 2008 год.
- Колчак В.И., «История Обуховского сталелитейного завода в связи с прогрессом артиллерийской техники», Санкт-Петербург, 1903 год.
- Кондратенко Р.В., «Развитие броневого производства в России до Первой мировой войны», сборник «Гангут», выпуск № 45.
- Кондратенко Р.В., «Развитие броневого производства в Российской империи», Санкт-Петербург, 2008 год.
- Крестьянинов В.Я., «Минные заградители типа «Амур» (1895-1941)», Санкт-Петербург, 2008 год.
- Крестьянинов В.Я., Молодцов С.В., «Броненосцы типа «Пересвет», Москва, «Яуза», 2013 год.
- Крестьянинов В.Я., Молодцов С.В., «Крейсер «Аскольд», Санкт-Петербург, 2003 год.
- Крестьянинов В.Я., «Судьба эскадренного броненосца «Гангут», «Судостроение» № 7 за 1986 год.
- Кудрявский А.Р., «Эскадренный броненосец «Император Александр III», часть I, Минск, «Галiяфы», 2015 год.
- Кузнецов Л.А., «Евстафий», сборник «Гангут», выпуск № 10.
- Кузнецов Л.А., «Крейсер I ранга «Громобой», «Судостроение» № 12 за 1989 год.
- Кузнецов Л.А., «Линейные крейсера типа «Измаил», Москва, «Яуза», 2013 год.
- Кузнецов Л.А., «Последний дредноут империи», сборник «Гангут», выпуск № 32.
- Кутейников Н.Н., «Из боевого опыта корабельного инженера под Порт-Артуром. Очерки Корабельного Инженера Н.Н.Кутейникова», Санкт-Петербург, Типография Морского Министерства, 1905 год.
- Лисицын Ф.В., «Крейсера Первой Мировой. Уникальная энциклопедия», Москва, «Яуза», 2015 год.
- Мельников Р.М., «Башенные броненосные фрегаты», Санкт-Петербург, 2002 год.
- Мельников Р.М., «Броненосец «Потемкин», Л.: Судостроение, 1981 год.
- Мельников Р.М., «Броненосные крейсера типа «Адмирал Макаров» (1906-1925)», Санкт-Петербург, 2006 год.
- Мельников Р.М., «Броненосный крейсер «Баян» (1897-1904)», Санкт-Петербург, 2005 год.
- Мельников Р.М., «Броненосный крейсер «Баян». Герой Порт-Артура», Москва, «Яуза», 2019 год.
- Мельников Р.М., «Броненосцы типа «Бородино», Санкт-Петербург, 1996 год.
- Мельников Р.М., «Император Николай I», сборник «Гангут», выпуск № 8.
- Мельников Р.М., «Крейсер I ранга «Адмирал Корнилов» (1885-1911)», Санкт-Петербург, 2007 год.
- Мельников Р.М., «Крейсер «Богатырь», Санкт-Петербург, 2009 год.
- Мельников Р.М., «Крейсер «Варяг», Л.: Судостроение, 1983 год.
- Мельников Р.М., «Крейсер «Очаков», Л.: Судостроение, 1986 год.
- Мельников Р.М., «Крейсер «Россия», «Судостроение» № 1 за 1980 год.
- Мельников Р.М., «Линейные корабли типа «Императрица Мария», «Мидель-шпангоут» № 3 (8) за 2003 год.
- Мельников Р.М., «Линейный корабль «Император Павел I», Санкт-Петербург, «Истфлот», 2005 год.
- Мельников Р.М., «Полуброненосный фрегат «Память Азова» (1885-1925)», Санкт-Петербург, 2003 год.
- Мельников Р.М., «Рюрик» был первым», Л.: Судостроение, 1989 год.
- Мельников Р.М., «Слава». Последний броненосец эпохи доцусимского судостроения», Санкт-Петербург, «Истфлот», 2006 год.
- Мельников Р.М. «Цесаревич». Часть 1. Эскадренный броненосец 1899-1906», Санкт-Петербург, «Истфлот», 2000 год.
- Мельников Р.М., «Эскадренные броненосцы «Бородино» и «Орел», Санкт-Петербург, 2009 год.
- Мельников Р.М., «Эскадренные броненосцы типа «Пересвет», сборник «Гангут», выпуски №№ 11 и 12.
- Мельников Р.М., «Эскадренный броненосец «Андрей Первозванный», Москва, «Яуза», 2017 год.
- Мельников Р.М., «Эскадренный броненосец «Полтава», Санкт-Петербург, 2001 год.
- Мельников Р.М., «Эскадренный броненосец «Ростислав» (1893-1920)», Санкт-Петербург, 2006 год.
- Молодцов С.В., «Эскадренные броненосцы типа «Полтава», «Судостроение» № 11 за 1989 год.
- Несоленый С.В., «Броненосный крейсер «Громобой», Москва, «Яуза», 2019 год.
- Несоленый С.В., «Корветы «Витязь» и «Рында» (1882-1922)», Санкт-Петербург, «Истфлот», 2011 год.
- Несоленый С.В., «Полуброненосные фрегаты «Генерал-адмирал» и «Герцог Эдинбургский» (1869-1917)», Санкт-Петербург, «Истфлот», 2011 год.
- Новиков В., Сергеев А., «Богини Российского флота. «Аврора», «Диана», «Паллада», Москва, «Яуза», 2009 год.
- «Описание башенных установок для двух 12-ти дм. орудий в 40 калибров длиною эскадренных броненосцев «Император Александр III» и «Князь Суворов», Санкт-Петербург, Общество Путиловских заводов, 1904 год.
- Отчет начальника счетного отдела Главного управления кораблестроения и снабжений действительного статского советника Н.Симакина за 1899-1900 годы, Санкт-Петербург, 1902 год.
- Очерк «Обуховский сталелитейный завод», Санкт-Петербург, 1913 год.
- Пахомов Н.А. «Океанский крейсер «Рюрик». Подвиг выше варяжского», Москва, «Яуза», 2017 год.
- «Первые русские броненосцы (сборник статей и документов)», Санкт-Петербург, 1999 год.
- «Первые русские мониторы (сборник статей и документов)», Санкт-Петербург, 2002 год.
- Поленов Л.Л., «Крейсер «Аврора», Л.: Судостроение, 1987 год.
- «Результаты главнейших опытов, произведенных в русской артиллерии, от начала броненосного судостроения и введения современных артиллерийских орудий до настоящего времени», Санкт-Петербург, Типография Морского Министерства, 1869 год.
- «Сборник кратких сведений по Морскому ведомству. 9. Ижорский завод», Санкт-Петербург, Типография Морского министерства, 1908 год.
- Скворцов А.В., «Канонерские лодки Балтийского флота «Гиляк», «Кореец», «Бобр», «Сивуч», сборник «Гангут», выпуск № 34.
- Скворцов А.В., «Крейсер 1 ранга «Светлана», сборник «Гангут», выпуск № 29.
- Скворцов А.В., «Крейсер II ранга «Боярин», Санкт-Петербург, 2002 год.
- Скворцов А.В., «Создание броненосного крейсера «Рюрик», сборник «Гангут», выпуск № 45.
- «Судовой список» 1904 года.
- Сулига С.В., «Эскадренные броненосцы типа «Полтава», Москва, «Яуза», 2005 год.
- Титушкин С.И., «Корабельная артиллерия в русско-японской войне», сборник «Гангут», выпуск № 7.
- Усов В.Ю., «Три Святителя», сборник «Гангут», выпуск № 6.
- Хромов В.В., «Канонерская лодка «Храбрый», «Морская коллекция» № 11 за 2005 год.
- Хромов В.В., «Крейсера типа «Жемчуг», «Морская коллекция» № 1 за 2005 год.
- Хромов В.В., «Крейсер «Олег», «Морская коллекция» № 1 за 2006 год.
- Царьков А.Ю., «Три Святителя». Шестой черноморский броненосец», «Морская коллекция» № 4 за 2015 год.
- Цветков И.Ф., «Гвардейский крейсер «Красный Кавказ», Л.: Судостроение, 1990 год.
- Цветков И.Ф., «Линейные корабли типа «Севастополь» (1907-1914 гг.). Часть I. Проектирование и строительство», Санкт-Петербург, 2005 год.
- Черницкий К.Э., Эльцберг Е.Р., «Башенные канонерские лодки типа «Шквал» для среднего течения реки «Амур». Сведения по корпусу и механизмам», Санкт-Петербург, 1911 год.
- Яровой В.В., «Крейсер «Адмирал Корнилов», «Морская кампания» № 10 за 2007 год.
- Яцыно И.А., «Курс морской артиллерии. Часть II», Санкт-Петербург, Типография Морского Министерства, 1901 год.
- Материалы сети Интернет.
Отдельная благодарность одному из авторов альманаха «Фортовед» Владимиру Андрееву (ava-dn.livejournal.com) за предоставленные сведения о деятельности завода Никополь-Мариупольского горного и металлургического общества.
Минск, 2019-2020 годы.