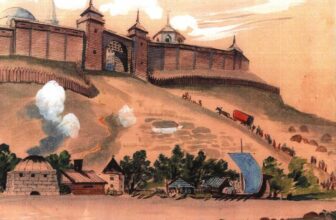
Попаданцу на заметку. Битва за огнеупоры: малоизвестные хроники тыла Великой Отечественной войны

Площадка мартеновских печей Уральского танкового завода № 183 в Нижнем Тагиле. Источник: waralbum.ru
Содержание:
Стратегический ресурс
Изготовление высококачественной стали для военно-промышленного комплекса в условиях войны сложно переоценить. Это один из важнейших факторов успешности армий на поле боя.
Как известно, одними из первых получать высококачественную оружейную сталь научились металлурги Круппа.
Немцы переняли томасовский процесс производства еще в конце XIX века. Это способ выплавки стали позволял удалять из руды фосфорные примеси, что автоматически повышало качество продукта. Высококачественная броневая и оружейная сталь в годы Первой мировой войны зачастую обеспечивала превосходство немцев на полях сражений.
Для организации подобного производства требовались новые огнеупорные материалы, которые выстилали внутренние поверхности печей. Немцы применяли новейшие для своего времени магнезитовые огнеупоры, выдерживающие температуры более 2000 градусов. В основе таких веществ высшей огнеупорности лежат оксиды магния с небольшими примесями оксидов алюминия.
В начале XX века страны, располагающие технологиями массового производства магнезитовых огнеупоров, могли себе позволить выпускать высококачественную броню и орудийные стволы. А это можно сравнить со стратегическим преимуществом.
Ниже по уровню огнестойкости располагались так называемые высокоогнеупорные материалы, выдерживающие температуры от 1750 до 1950 градусов. Это доломитовые и высокоглиноземистые огнеупоры. Температуры от 1610 до 1750 градусов выдерживают шамотные, полукислые, кварцевые и динасовые огнеупорные материалы.

Разливка стали в третьем мартеновском цехе ММК, июнь 1942 года. Источник: m.gubernator74.ru
К слову, технологии и площадки для производства магнезитовых огнеупоров впервые появились в России еще в 1900 году.
Саткинский магнезитовый огнеупорный кирпич в 1905 году был отмечен золотой медалью на Всемирной промышленной выставке в Льеже. Производился он под Челябинском в городе Сатка, где располагалось уникальное магнезитовое месторождение.
Минерал периклаз, из которого на фабрике изготавливали огнеупоры, был высокого качества и не требовал дополнительного обогащения. В итоге магнезитный огнеупор из Сатки превосходил аналоги из Греции и Австрии.
Ликвидация отставания
Несмотря на вполне качественный магнезитовый кирпич из Сатки, до 30-х годов главными огнеупорами советских металлургов были динасовые материалы из глины. Естественно, получать высокую температуру для выплавки оружейной стали не выходило – облицовка внутренностей мартенов крошилась и требовала внеочередного ремонта.
Саткинского кирпича не хватало, да и в послереволюционное время основные технологии производства были потеряны.
При этом европейцы ушли вперед – к примеру, австрийский магнезит Radex отличался превосходной огнестойкостью.
Советский Союз закупал этот материал. Но получить аналог без секрета производства было невозможно. Этой проблемой занялся выпускник МВТУ им. Н.Э. Баумана Алексей Петрович Панарин. На заводе «Магнет» (бывший Саткинский комбинат) в 1933 году он возглавил Центральную заводскую лабораторию. И спустя пять лет выпустил в массовое производство периклазохромитовые или хромомагнезитовые огнеупоры для мартеновских печей.
На Златоустовском металлургическом заводе и Московском «Серп и молот» огнеупор Панарина заменил устаревший динасовый.
Панарин Алексей Петрович. Источник: gubernia74.ru
Технология, которую в лаборатории «Магнезита» разрабатывали несколько лет, заключалась в особом составе и размерах частиц.
Ранее на заводе выпускали обычные хромомагнезитовые кирпичи, состоящие из магнезита и хромистого железняка, в пропорции 50/50. Секрет, который раскрыла группа Панарина, состоял в следующем:
«Если в обычную магнезитовую шихту добавить хромитовую руду в зернах укрупненной гранулометрии с минимальным содержанием фракций менее 0,5 мм, то даже при 10%-ной добавке такой руды термическая устойчивость кирпича резко повышается.
По мере увеличения добавки хромитовой руды укрупненной гранулометрии устойчивость кирпича растет и достигает при определенном соотношении компонентов максимума».
Хромит для нового огнеупора брали на Сарановском меторождении, а периклаз продолжали добывать в Сатке.
Для сравнения, обычный «дореволюционный» магнезитовый кирпич выдерживал температуры в 5–6 раз меньше, чем новинка Панарина.
На Кировоградском медеплавильном заводе хромомагнезитовый огнеупор в своде отражательной печи выдерживал температуру до 1550 градусов в течение 151 дня. Ранее огнеупоры в таких печах приходилось менять через 20–30 дней.
К 1941 году был освоен выпуск огнеупоров больших размеров, что позволило использовать материалы в крупных сталеплавильных печах при температурах до 1800 градусов. Важный вклад в это внес технический директор «Магнезита» Александр Френкель, разработавший новый метод крепления огнеупорного материала к сводам печей.
Огнеупоры для Победы
В конце 1941 года металлурги Магнитки совершили немыслимое ранее – впервые в истории освоили выплавку в основных большегрузных мартеновских печах броневой стали для танков Т-34.
Основным поставщиком огнеупоров для такого важного процесс являлся Саткинский «Магнезит». О трудностях военного времени, когда треть рабочих завода призвали на фронт, а государство требовало перевыполнения плана, говорить излишне. Тем не менее, завод справлялся со своей работой, а Панарин в 1943 году «за освоение производства высокоогнеупорных изделий из местного сырья для черной металлургии» был удостоен Сталинской премии.
В 1944 году этот металлург-исследователь разработает технологию производства высококачественного магнезитового порошка «Экстра». Из этого полуфабриката готовили прессованный огнеупор, используемый в особо важном производстве бронесталей в электропечах. Температурный предел для таких огнеупоров достигал 2000 градусов.
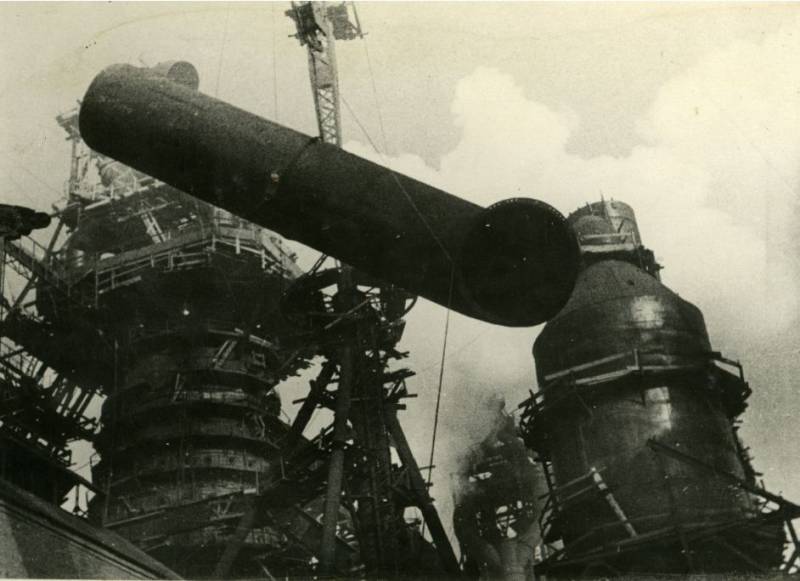
Строительство комплекса комсомольской доменной печи № 6 на Магнитогорском металлургическом комбинате в 1943 году. Источник: m.gubernator74.ru
Но не стоит считать, что пример успешного, в общем, завода «Магнезит» распространялся на всю огнеупорную отрасль Советского Союза.
Особенно непростая ситуация сложилась на Урале, куда эвакуировали в 1941–1942 годах практически всё танкостроение страны.
На выпуск брони переориентировали Магнитогорский и Новотагильский металлургические комбинаты, поставляющие продукцию на свердловский Уралмаш, челябинский «Танкоград» и нижнетагильский танковый завод № 183. При этом металлургические заводы имели в распоряжении собственное производство огнеупоров из местного сырья.
Например, на Магнитке динасово-шамотный завод выпускал 65–70 тыс. тонн кирпича в год. Этого не хватало даже для собственных нужд, не говоря уже о поставках на другие предприятия.
Первые сложности возникли, когда на танковых заводах начали возводить собственные нагревательные и термические печи. Уральской металлургии и так едва хватало огнеупоров, а тут еще и корпусное производство танковых заводов потребовало высококачественные материалы для облицовки печей.
Ни о каких хромомагнезитовых огнеупорах речи здесь не шло – этот материал был в дефиците, да еще и поставлялся на экспорт в обмен на американский ленд-лиз. По крайней мере, об этом упоминается в ряде источников. Уральские историки пишут, что дорогой хромомагнезит Панарина мог уходить за рубеж в обмен на дефицитные ферросплавы для танковой брони. Но прямых доказательств этого пока нет.

Конвейерная сборка танков Т-34 на Уральском танковом заводе № 183 (сейчас Уралвагонзавод) в Нижнем Тагиле. Источник: waralbum.ru

Рабочие у башен танков Т-34 в цеху Магнитогорского металлургического комбината. Источник: waralbum.ru
Танковым заводам в большинстве своем полагался динасовый огнеупорный материал, выпускаемый Первоуральским заводом. Но его, во-первых, выпускали всего 12 тыс. тонн в месяц, а, во-вторых – львиную долю забирали металлурги.
Расширение производства Первоуральского завода шло очень медленно. И к середине 1942 года появились всего 4 новые печи для обжига. Остальные были либо не готовы, либо вообще существовали только в проектах.
Огнеупоры для мартенов танковых заводов приходили зачастую некачественные, не в полном объеме и не вовремя. Только для ремонта печей Уралмаша в четвертом квартале 1942 года требовалось 1035 тонн огнестойкого кирпича, а получено было всего около 827.
В 1943 году мартеновской цех Уралмаша, вообще, чуть не встал из-за отсутствия огнеупоров для ремонта.
Качество поставляемых огнеупоров в течение всей войны оставляло желать лучшего. Если в нормальных условиях динасовый кирпич свода мартеновской печи выдерживал 400 плавок, то в военное время не превышал 135 плавок. А к марту 1943 года этот параметр снизился до 30–40 плавок.
Такая ситуация очень наглядно демонстрирует, как нехватка одного ресурса (в данном случае огнеупора) может серьёзно затормозить работу целой оборонной отрасли. Как пишет в своих работах кандидат исторических наук Никита Мельников, в марте 1943 года три мартена Уралмаша все-таки остановили и провели полный цикл ремонтных работ. Ушло 2346 тонн динаса, 580 тонн шамота и 86 тонн дефицитного магнезита.

Рабочие оборонного металлургического завода заливают расплавленный металл в форму. Источник: waralbum.ru
На танковом заводе № 183 к середине 1942 года ситуация складывалась похожим образом – сталелитейное производство отставало от механосборочного. И приходилось «импортировать» корпуса Т-34 с Уралмаша.
Одной из причин стала нехватка огнеупоров для ремонта мартеновских печей, которые весной 1942 года работали на пределе своих возможностей. В итоге осенью из 6 мартенов работали только 2. Восстановить объемы выплавки удалось только во второй половине 1943 года.
Ситуация с огнеупорами в структуре советского оборонного комплекса времен Великой Отечественной войны наглядно иллюстрирует всю сложность ситуации в тылу страны.
Хроническая нехватка, в общем-то, не самого высокотехнологичного продукта напрямую сказывалась на темпах производства бронетанковой техники.