И снова приветствую, уважаемые коллеги. А вот второй материал за сегодня — вполне обычная для меня текстовая «простыня». Но, надеюсь, кому-то из вас она все же покажется небезынтересной.
Прежде всего, начиная данную заметку, хотел бы поблагодарить двух людей:
Римму Александровну Тимофееву, доцента СПбГУПТД, без предоставленных которой материалов о деятельности Ижорского завода, обнаруженных ею в ходе собственных исторических изысканий, эта заметка и вовсе бы не появилась;
автора «Живого журнала» 33samurai.livejournal.com, в свое время поделившегося ссылкой на «Техническую энциклопедию» под редакцией Л.К.Мартенса, выпущенную в Москве в 1927-1934 годах и содержащую в томе 2 сведения о химическом составе брони Гантке.
И сегодня попытаемся чуть приподнять завесу тайны именно над указанным типом брони.
Думаю, основная масса людей, интересующихся историей российского флота, о броне Гантке впервые узнала из книги С.Е.Виноградова «Последние исполины Российского императорского флота: линейные корабли с 16” артиллерией в программах развития флота 1914-1917 гг.» (Санкт-Петербург, 1999 год), содержащей на странице 112 нижеприведенный текст:
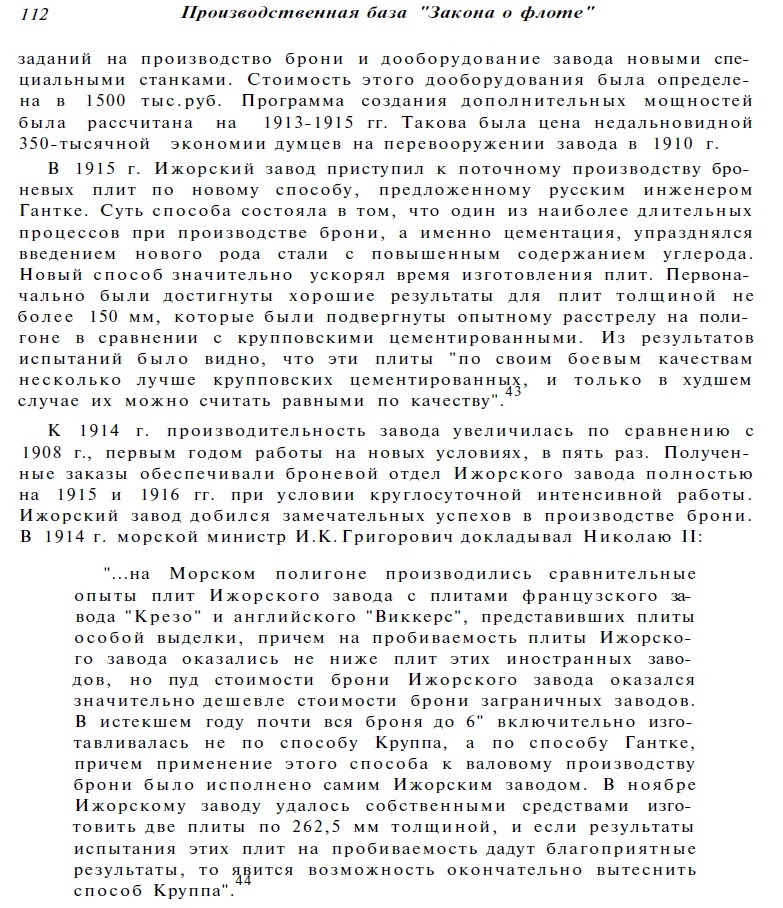
Сноски №№ 43 и 44 в данном отрывке отсылают соответственно к «Всеподданнейшему докладу по Морскому Ведомству за 1913 г.» (стр. 132) и «Всеподданнейшему докладу по Морскому Ведомству за 1914 г.» (стр. 115). Увы, в отличие от имеющихся в сети Интернет всеподданнейших отчетов по Морскому министерству за те же годы, указанные доклады автору данной заметки в открытом доступе не встречались.
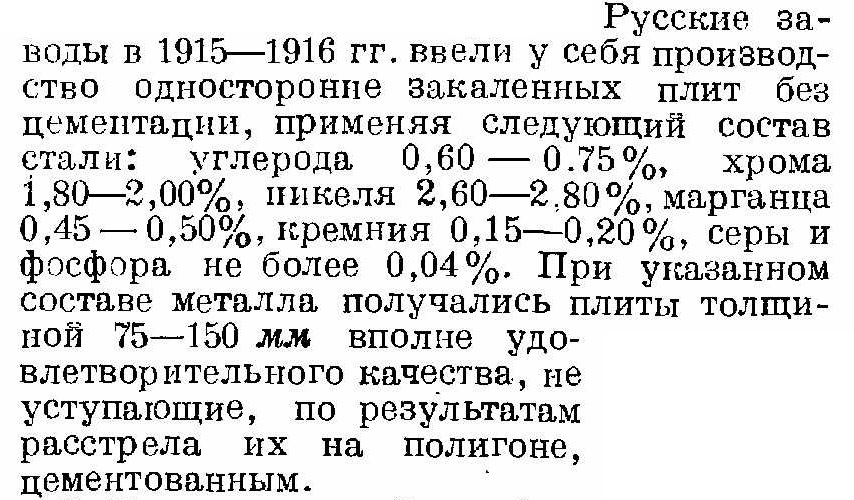
Вышеназванная «Техническая энциклопедия», развивая информацию С.Е.Виноградова об использовании для брони Гантке стали с повышенным содержанием углерода, на странице 747 приводит следующие сведения о ее химическом составе:
Указанный блок информации в «Технической энциклопедии» основан на данных из работы И.Н.Воскресенского «Курс специальной технологии. Броневое и гильзовое производство» (Л., 1924 год), но, опять же, в сети данную книгу пока найти не удалось.
Кроме того, данный отрывок наталкивает на мысль, что производством брони по способу, предложенному Гантке, занимался не только Ижорский завод, но и завод Никополь-Мариупольского Горного и Металлургического общества. Однако наиболее информативная из известных автору работ о производстве брони на последнем предприятии – статья С.Е.Виноградова «Изготовление броневой защиты линкора «Екатерина II» в 1912-1915 гг.» («Военно-исторический журнал», 2020 г., № 7, стр. 51-57) – о выпуске им брони Гантке не упоминает.
Зато уважаемой Римме Тимофеевой удалось найти в «Деле стола заказов Ижорского завода об изготовлении брони и других материалов» № 47 за 1914 год (ЦГИА СПб, ф. 1349, оп. 1, д. 6448) два документа, прямо относящихся к установлению производства брони Гантке на Ижорском заводе. Это:
письмо вице-адмирала в отставке Коландса Начальнику Главного Управления Кораблестроения П.П.Муравьеву (копия, дата не указана, исходя из контекста и связи со следующим документом, скорее всего январь-апрель 1914 года, лист 17 вышеуказанного дела ЦГИА СПб);
письмо Заведующего Броневым Отделом Ижорского завода в адрес Начальника Артиллерийского Отдела (очевидно, речь уже об отделе ГУК) от 5 мая 1914 года № 473 (листы 77-79 вышеуказанного дела ЦГИА СПб), представляющее собой по сути отзыв на предыдущий документ.
Оба этих документа и будут здесь приведены в минимальной обработке (изложение в соответствии с действующими ныне правилами орфографии, но с сохранением синтаксиса и пунктуации первоисточника).
Итак, письмо Коландса:
«Его Превосходительству П.П.Муравьеву
Начальнику Главного Управления Кораблестроения
Милостивый Государь
Петр Петрович
Так как вполне естественно, что Морское Министерство в настоящее время должно быть озабочено, как окончанием строящихся судов, так и применением при этом всех усовершенствований новой техники, и конечно с достижением возможной экономичности постройки, то я позволю себе беспокоить Ваше Превосходительство сообщением, что броня марки Гантке, которая испытывается Ижорским заводом уже около трех лет и имеет громадные преимущества перед бронею Круппа, о которых я скажу ниже, до сего времени не введена в жизнь и не применена к постановке на строящиеся суда, а следовательно ни Государство, ни Морское Ведомство в частности, не использовали тех выгод, которые дает эта броня.
До октября 1912 г. испытания брони Гантке толщиною в 6 дюймов подтвердили преимущества этой брони над бронею Круппа и 30 апреля 1913 г. был заключен контракт между Гантке и Ижорским заводом на предоставление последнему права выделывать броню от 3-х до 6-ти дюймов. Но в течение остальных восьми месяцев 1913 г. завод не приступил к выделке брони для стоящихся судов.
Резко выдающиеся качества брони марки Гантке, по сравнению с бронею Круппа, заключаются в следующем:
1 – Сопротивляемость пробиванию снарядами больше от 18 до 26 процентов для брони толщиною в 6 д, а с увеличением толщины брони возрастает и этот процент превышения прочности брони Гантке над бронею Круппа.
2 – Процесс изготовления брони по способу Гантке исключает цементование, которое требует от двух до трех недель времени. Особый химический состав брони Гантке позволяет вместо цементования производить закалку, на что требуется не недели, а часы и толщина закаленной части по желанию может измениться.
3 – При ударе снаряда в плиту брони Гантке, благодаря особой упругости металла, плиты не лопаются и отверстия сохраняют более или менее правильную форму. Это наблюдалось при опытной стрельбе даже во время мороза в 16 градусов.
4 – Способ Гантке дает возможность изготовлять несравненно дешевле броню чем по способу Круппа.
5 – Одинаковый вес брони Гантке с такой же по толщине и другим размерам с Крупповской дает возможность, прекратив выделку последней, дополнять ее для одного и того же судна бронею Гантке.
В виду вытекающих отсюда стратегических и тактических а также и экономических преимуществ брони Гантке перед Крупповскою и другими полагаю, что представляется возможным нижеследующее:
1 – Ижорскому заводу немедленно перейти к изготовлению брони только по способу Гантке, оставив совершенно изготовление по способу Круппа.
2 – Ускорить испытание брони Гантке в пределах толщины от 6 до 14 дюйм, а также тоньше 3-х дюймов.
3 – Предложить Никополь Мариупольскому заводу применить способ Гантке к выделке брони, заменив им Крупповский.
Немедленное применение этих мер, принимая во внимание важность настоящего политического момента, ускорит изготовление строящихся судов и вступление их в строй с сильно повышенными боевыми качествами, сократив в то же время и их стоимость.
Кроме того введение способа Гантке ускорит выделку брони и тем увеличит производительность Русских броневыделывающих заводов в два или три раза и тем избавит от необходимости прибегать к заграничным заказам брони и еще тем удешевив стоимость судов флота.
Что касается выделки и испытания брони Гантке толще 6-ти и тоньше 3-х дюймов, то следует сказать, что первая необходима не только для судов флота, но и для береговых укреплений и в ближайшее время понадобится для Ревельского укрепленного района. Броня же тоньше 3-х дюйм. не выдерживает цементования, но при химическом составе брони способа Гантке и его приемах, может выдержать поверхностную закалку и тогда представится возможным палубную броню для всех судов и бортовую для легких крейсеров иметь с закаленною поверхностью.
Позволяю себе надеяться, что в виду важности, сообщаемых настоящим письмом сведений, Ваше Превосходительство найдете необходимым, не откладывая, рассмотреть его и не откажете уведомить о последующем решении.
Прошу принять уверение в совершенном почтении и преданности
Подписал: вице-адмирал в отставке Коландс.
Петербург. Заротная ул. д. 17-а кв 9».
А вот что ответил на претензии Коландса Заведующий Броневым Отделом Ижорского завода:
«В письме вице-адмирала в отставке М.Колландса на имя Начальника Главн. Управл. Кораблестроения брошено несколько упреков по адресу Ижорского завода и приведены некоторые неверные данные о способе Г.Гантке, поэтому считаю необходимым дать разъяснения. Буду придерживаться порядка письма.
Заявление, что броня Гантке до сего времени не введена в жизнь и не применена к постановке на строящиеся суда не соответствует действительности.
Начиная с отливки первой опытной плиты, расстрелянной 11 ноября 1911 года на Полигоне и по 1-е мая 1914 г. прокатано болванок из стали Г.Гантке следующее количество:
л.к. «Императрица Мария» бортовых — 33.343
крыши башен — 27.925
дымовых кожухов — 455
казематных — 12.045
башнеподобн. щитов — 11.430
типа «Измаил» подачных труб — 42.369
«Севастополь» основание рубки — 4.375
«Петропавловск» каземат — 1.060
«Иоанн Златоуст» спардек — 9.105
«Адмирал Грейг» бортовых — 8.449
«Адмирал Лазарев» щиты — 1.445
Крепости Императора Петра Великого кирассы — 2020
Опытные 7235
Опытные в присутствии Г.Гантке 12781
174.037 пуд.
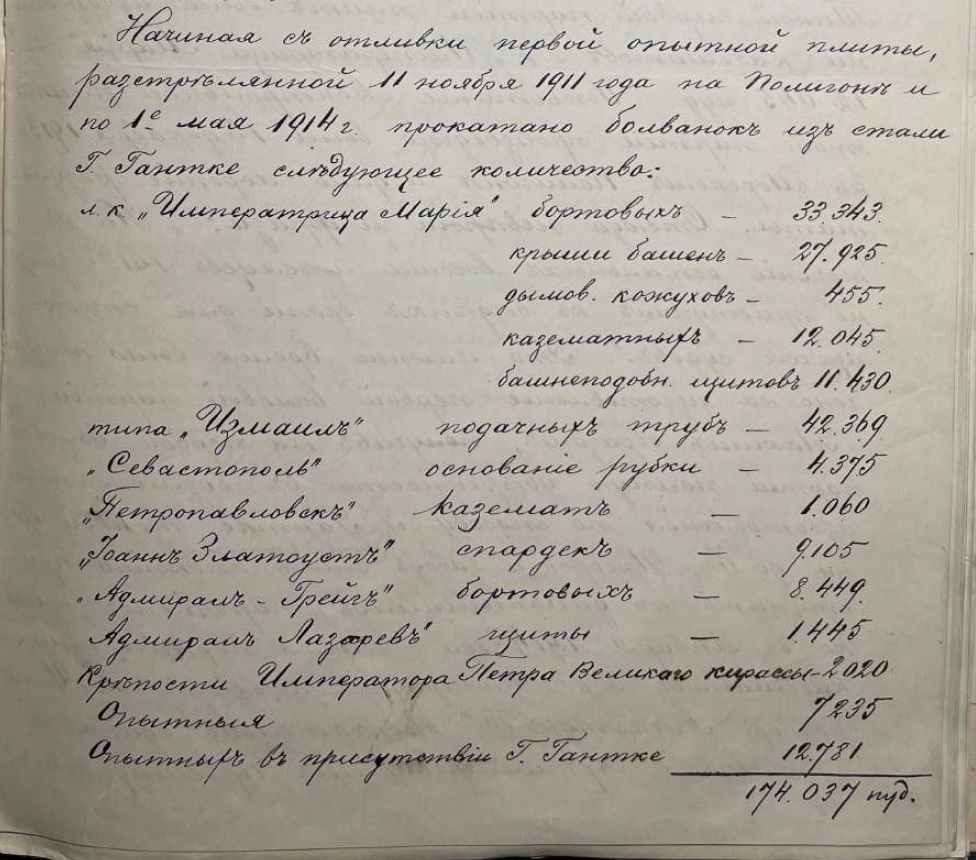
Из приведенного перечня отнюдь не следует, чтобы Ижорский завод старался не дать хода этому способу.
Контракт заключен 30 апреля 1913 г. и приступить немедленно к работе в большом масштабе не представлялось возможным по независящим от Ижорского завода обстоятельствам, то не было заказов на броню тоньше 6”, то не поступали шаблоны или чертежи и кроме того, как я заявлял неоднократно, к изготовлению плит по способу Г.Гантке, в виду неустойчивости его способа, надо было приступать с крайней осторожностью и только убедившись на какой-нибудь первой валовой партии плит, идти смелей вперед. Такой первой партией плит было изготовление казематов л.к. «Императрица Мария» в 12.045 пуд. Испытание контрольной плиты этой партии произведено было 13 декабря 1913 г. на Морском Полигоне и дало хорошие результаты. Отсюда неверна и фраза: «Но в течение остальных восьми месяцев 1913 г. завод не приступил к выделке брони для строящихся судов.» Это именно время было потрачено на изготовление первой валовой партии.
Таким образом, получив на первой валовой партии полную уверенность в возможности изготовления по способу Г.Гантке тонкой брони до 6”, Ижорский завод имел возможность спокойно приступить к дальнейшим партиям только с января 1914 года. Первая партия плит казематов л.к. «Императрица Мария» и «Император Александр III» окончательно сдана и принята Г. Артиллерийским приемщиком
Перехожу теперь ко второму заявлению: «Сопротивляемость пробиванию снарядами больше от 18 % до 26 % для брони толщ. до 6”, а с увеличением толщины брони возрастает и этот % превышения прочности брони Г.Гантке над броней Круппа».
Результаты испытаний стрельбой на Морском полигоне в действительности дали следующее:».
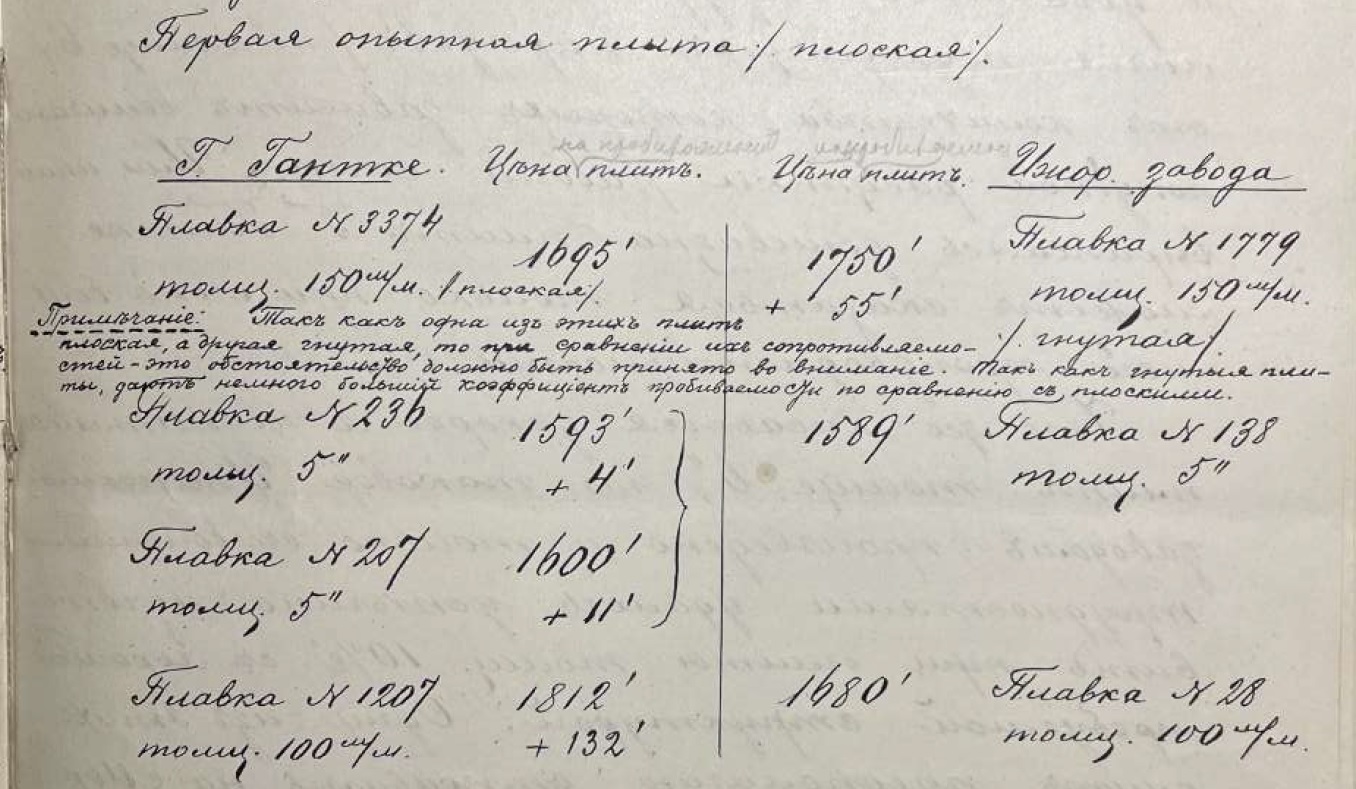
Далее в тексте ответа содержится таблица, которую из-за некоторой затруднительности прямого переложения на текст я пока приведу в виде картинки – а чуть позже поясню, как именно интерпретировать то, что написано в ней и в нижеследующем тексте.
«Отсюда ясно, что избыток скорости от 18 % до 25 %, приведенный Г.Колландсом слишком велик. Сопротивляемость снарядам брони Г.Гантке (от 7 до 8 %), по заключению Морского Полигона, или равна или немного более сопротивляемости крупповской цементованной брони, изготовленной на Ижорском заводе.
Мнение, что этот % превышения еще более возрастет с толщиной плиты, диаметрально противоположно практике Полигонов и по правилам испытания плит стрельбой коэффициент пробиваемости для плит толще 6” принимается К=3,171947, а для плит тоньше 6” К=3,2. Категорическое утверждение о несравненно большей дешевизне плит Г.Гантке в сравнении с плитами Круппа будет преждевременным, так как для увеличения производительности необходимы и добавочное оборудование и состояние наличия подходящих нарядов (не толще 6”) от количества которых зависит величина попудной расценки рабочей силы. Или иначе выражаясь дешевизна плит Г.Гантке может сказаться только при очень большой производительности.
Что же касается ускорения испытания плит толще 6”, то таковое Ижорским заводом произведено и только с большими трудностями удалось успешно изготовить три плиты толщ. 10 1/2” с хорошей требуемой структурой. Одну из этих плит предполагается отправить на Морской Полигон для заводского испытания.
Не смотря на то, что три плиты изготовлением закончены, все-таки нельзя еще сказать с совершенно спокойной совестью, чтобы изготовление толстых плит было вполне надежно, уверенно. Если удастся водворить валовое производство и толстых плит на Ижорском заводе, то надо будет сказать по справедливости, что способ Г.Гантке доделан Ижорским заводом и приспособлен для валового производства.
И честь водворения этого нового дела в России, если не в большей то, по крайней мере, в равной степени должна быть разделена между Г.Гантке и личным составом Ижорского завода.
Из всего вышеизложенного следует, что переходить немедленно к изготовлению всех нарядов по способу Г.Гантке, будет неосторожно и может случиться, что эта поспешность только скомпрометирует хорошие стороны этого нового способа.
Заведующий Броневым Отделом (подпись)».
А теперь переходим к обещанным выводам, отражающим, честно предупреждаю, в некоторых случаях сугубо личное мнение автора, которое он никому не навязывает – но озвучить все же намерен.
1. Для начала определимся все же, насколько превосходила броня Гантке броню Круппа, исходя из цифр в вышеприведенной таблице, которую я расшифровал следующим образом.
Во-первых, термин «Цена плиты» в заглавии таблицы в обоих случаях своего употребления имеет еле видимую приписку карандашом «на пробиваемость» между этими словами – и вместе соответственно читается «Цена на пробиваемость плиты».
В колонках под этими заголовками приведены цифры скорости снаряда в футах в секунду (очевидно, начальной), при которой обеспечивается выполнение задания на пробиваемость – насколько я знаю практику испытаний брони в то время, для этого снаряд должен пробить саму плиту, но не пробить деревянный сруб, на котором она установлена. При этом для разных испытывавшихся плит ниже основной цифры указывается также превышение начальной скорости снаряда в футах в секунду, которое они обеспечивают над плитой-аналогом другой марки.
Кроме того, поскольку плиты проверялись обычно обстрелом снарядами калибра, близкого к их толщине, по мнению автора данной заметки против плит толщиной 150 мм и 5 дюймов (127 мм) скорее всего использовались бронебойные снаряды неустановленного типа, выпущенные из 152-мм 45-калиберной пушки, а против 100-мм плит – снаряды 120-мм 45-калиберного орудия.
То есть в конечном итоге таблицу, похоже, следует читать так:
— первая опытная плита Гантке (плоская) толщиной 150 мм (плавка № 3374) – пробивается при начальной скорости 152-мм снаряда в 1695 футов в секунду (516,6 м/с);
— плита Ижорского завода (гнутая) толщиной 150 мм (плавка № 1779) – пробивается при начальной скорости 152-мм снаряда в 1695 футов в секунду (533,4 м/с), при этом ее превосходство над плитой Гантке равной толщины составляет 55 футов в секунду (16,8 м/с) (в то же время в примечании Заведующий Броневым Отделом честно пишет, что поскольку одна из этих плит плоская, а другая гнутая, то при сравнении их сопротивляемости это нужно учитывать, так как у гнутых плит несколько больший коэффициент пробиваемости по сравнению с плоскими – или, говоря проще, фактически 150-мм плиты Гантке и Ижорского завода следует считать примерно равными по сопротивляемости из-за разницы их формы);
— плита Ижорского завода толщиной 5 дюймов (127 мм) (плавка № 138) – пробивается при начальной скорости 152-мм снаряда в 1589 футов в секунду (484,3 м/с);
— плита Гантке толщиной 5 дюймов (127 мм) (плавка № 236) – пробивается при начальной скорости 152-мм снаряда в 1593 фута в секунду (485,5 м/с), ее превосходство над плитой Ижорского завода равной толщины составляет 4 фута в секунду (1,2 м/с);
— плита Гантке толщиной 5 дюймов (127 мм) (плавка № 207) – пробивается при начальной скорости 152-мм снаряда в 1600 футов в секунду (487,7 м/с), ее превосходство над плитой Ижорского завода равной толщины составляет 11 футов в секунду (3,4 м/с); тем самым обе 5-дюймовые плиты Гантке незначительно (на 0,5-1,4 процента) превосходят 5-дюймовую плиту Ижорского завода по дульной энергии снаряда, требуемой для их пробития;
— плита Ижорского завода толщиной 100 мм (плавка № 28) – пробивается при начальной скорости 120-мм снаряда в 1680 футов в секунду (512,1 м/с);
— плита Гантке толщиной 100 мм (плавка № 1207) – пробивается при начальной скорости 120-мм снаряда в 1812 футов в секунду (552,3 м/с), ее превосходство над плитой Ижорского завода равной толщины составляет 132 фута в секунду (40,2 м/с); тем самым 100-мм плита Гантке значительно (на 16,3 процента) превосходит 100-мм плиту Ижорского завода по дульной энергии снаряда, требуемая для ее пробития – и есть подозрение, что именно такими предельными показателями дульной энергии для некоторых особо удачных плит оперировал в своем письме вице-адмирал Коландс, говоря о конкретных числовых значениях превосходства брони Гантке).
А вот фразу о том, что «Сопротивляемость снарядам брони Г.Гантке (от 7 до 8 %), по заключению Морского Полигона, или равна или немного более сопротивляемости крупповской цементованной брони, изготовленной на Ижорском заводе» следует трактовать уже с учетом информации, имеющейся в вышеназванной статье С.Е.Виноградова.
В данной статье при описании результатов испытаний 262,5-мм крупповских цементированных плит поясной брони «Императрицы Екатерины Великой» производства броневого завода Никополь-Мариупольского Горного и Металлургического общества употребляются следующие формулировки:
«выдержали пробу «удовлетворительно при предельной пробиваемости на 6 3/4 % выше контрольной»;
«выдержала испытание на полигоне «при предельной пробиваемости на 8 % выше контрольной»;
«качество плит по итогам испытаний было на 6,5-11,5 проц. лучше предписанного».
В этой связи очень похоже, что и в случае с броней Гантке речь идет именно о 7-8-процентном в среднем превышении сопротивляемости над контрольной плитой (очевидно, крупповской цементированной аналогичной толщины). Однако, исходя из контекста, валовые крупповские цементированные плиты производства Ижорского завода тоже, как правило, обеспечивали какое-то превосходство над контрольной плитой. И в итоге реальное преимущество плит, произведенных по способу Гантке, перед цементированными плитами, изготовленными по способу Круппа, измерялось считанными процентами (да и то не всегда). При этом, судя по всему, дульная энергия снаряда, требуемая для пробития плиты, расценивалась только как один из компонентов в формулах оценки предельной пробиваемости плит.
А ситуация со 100-мм плитами брони Гантке на испытаниях, видимо, являет собой некоторое ощутимое отклонение в лучшую сторону от общей картины. Вопрос лишь в том, насколько в последующем удавалось повторять подобный результат на плитах других толщин (особенно при их валовом выпуске) – и ответа на него, увы, у автора пока не имеется.
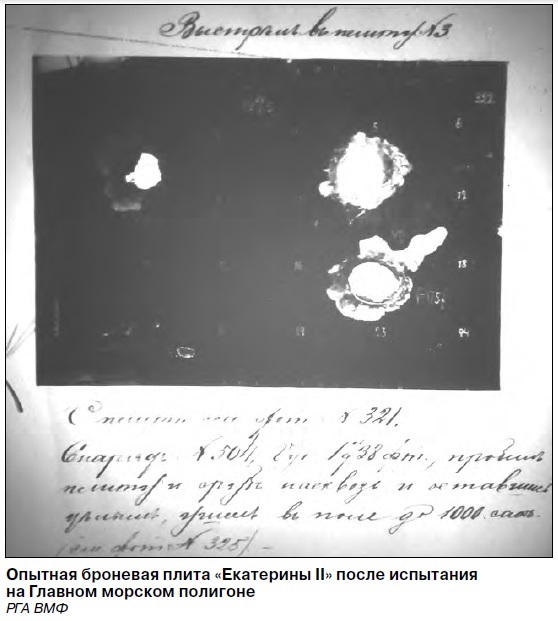
Ну и насчет утверждения Коландса о том, что «При ударе снаряда в плиту брони Гантке, благодаря особой упругости металла, плиты не лопаются и отверстия сохраняют более или менее правильную форму» – это явно не было какой-то их специфической особенностью. Достаточно взглянуть на приведенную в статье С.Е.Виноградова (стр. 54) фотографию пробоин в опытной плите завода Никополь-Мариупольского общества, изготовленной для «Императрицы Екатерины Великой» по способу Круппа.
2. Что касается фактических объемов выпуска брони Гантке, то здесь поначалу был только один вопрос – почему в таблице не фигурирует линейный корабль «Император Александр III», для которого согласно тексту письма Заведующего Броневым Отделом к моменту его написания Ижорский завод тоже выпустил по способу Гантке (и даже успел сдать заказчику) первую партию брони казематов? Возможный ответ у меня здесь просится только один – о том, что в таблице де-факто смешаны в одну позицию заказы соответствующих плит для «Императрицы Марии» и «Императора Александра III».
Кроме того, интересны еще два момента – а именно применение брони Гантке для кирас (неподвижной брони) строящихся башенных установок крепости Императора Петра Великого (явно их тыльных сегментов, имевших 150-мм толщину), а также для бронирования спардека линкора «Иоанн Златоуст».
Указанного для этого корабля количества в 9105 пудов (149,14 метрической тонны) при высоте его спардека в 8,5 фута (2,59 м) хватает, скажем, на 76,2-мм сплошную (без учета орудийных портов) броню протяженностью около 95 метров. При этом согласно статье Л.А.Кузнецова «Евстафий» в сборнике «Гангут» № 10 (стр. 66-67) именно в 1914 году ставился вопрос о довооружении «Евстафия» и «Иоанна Златоуста» 203-мм пушками с защитой их как раз 76,2-мм броней – и даже были проведены отдельные требуемые для этого работы.
Правда, тут уже возникает другой вопрос – протяженность снимаемой бортовой брони центральной батареи 75-мм пушек составляла лишь около 13 метров с каждого борта корабля (суммарно 26 метров). А масса брони, фигурирующая в таблице, позволяла «одеть» ею по периметру весь спардек, включая траверзы. В этой связи можно предположить, что в целях недопущения роста верхнего веса (а шесть снимаемых 75-мм пушек центральной батареи – это всего 24 тонны против 80 тонн у пары 203-мм 50-калиберных орудий) решено было придать всем восьмидюймовкам – и четверке старых, и двум дополнительным – равную защиту из новой брони, пусть и меньшей толщины, чем прежние 127 мм, но зато предполагаемого более высокого качества, попутно выиграв в массе защиты.
Также любопытно, что во «Всеподданнейшем отчете по Морскому министерству за 1914 год» (Петроград, 1915 год, стр. 290-292) говорится об изготовлении Ижорским заводом в 1914 году 19056 тонн крупповской брони – а вот броня Гантке, которой, исходя из таблицы в письме Заведующего Броневым Отделом, в тот год должно было быть выделано не менее 2000 тонн, никак не упоминается в разделах о броневом и сталеплавильном производствах названного предприятия. Равно как и аналогичные отчеты за предыдущие годы, начиная с 1911. Может, из соображений секретности? Или она пошла в зачет вместе с крупповской?
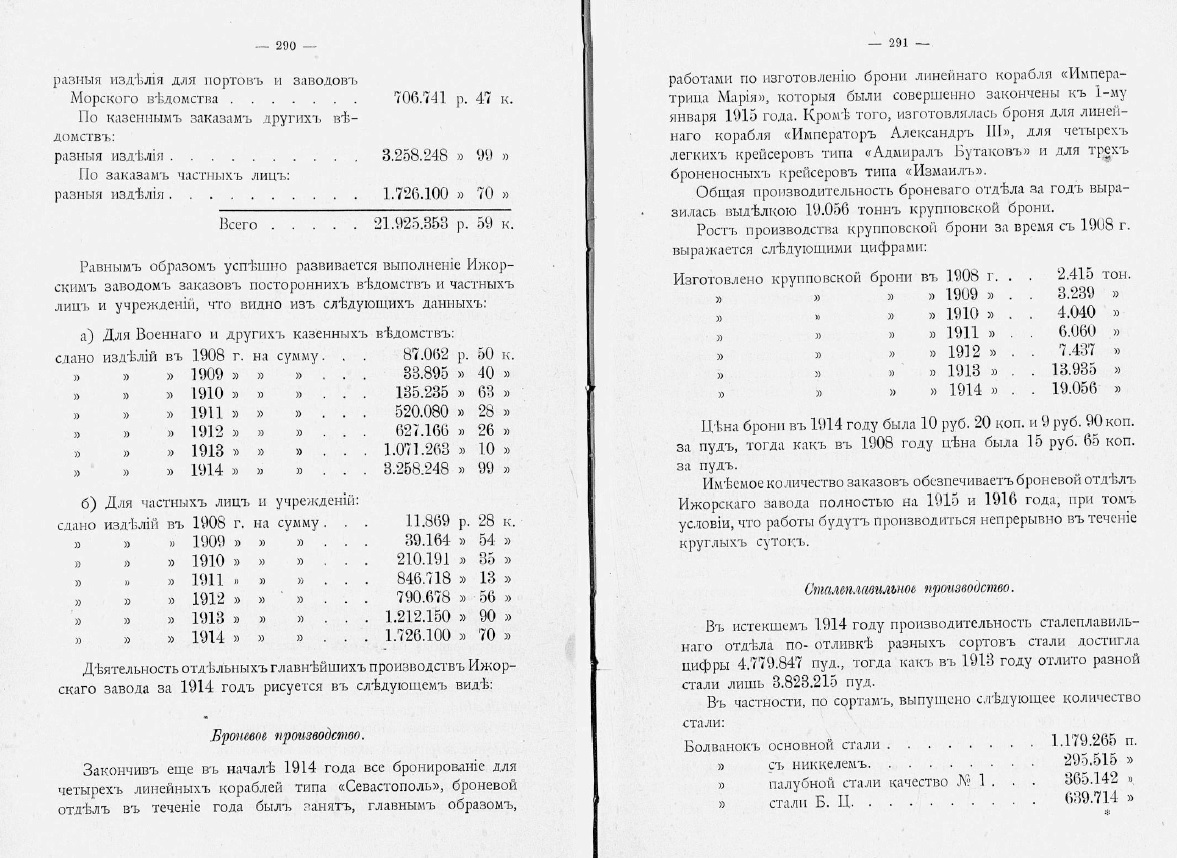
Вопрос о стоимости брони Гантке при валовом производстве также остается открытым. С одной стороны, во «Всеподданнейшем отчете по Морскому министерству за 1913 год» (Петроград, 1913 год, стр. 323) говорится о том, что изготовление одного пуда цементированной крупповской брони в 1913 году обходилось на Ижорском заводе в 10 рублей 20 копеек. С другой стороны, отчет за 1914 год указывает на странице 291 уже две цены – 10 рублей 20 копеек и 9 рублей 90 копеек за пуд (соответственно, видимо, в начале и в конце года). И, кто знает, может, в этом понижении цены к завершению отчетного периода, если признать существование «пересортицы» в учете «ижорцами» выпуска брони Круппа и брони Гантке, есть заслуга и последней – а не только больших скидок при очередных крупных заказах брони для нужд флота?
3. С возможной стоимостью брони Гантке сопряжен также вопрос о ее большей экономичности в производстве, на что особо упирал в своем письме Коландс.
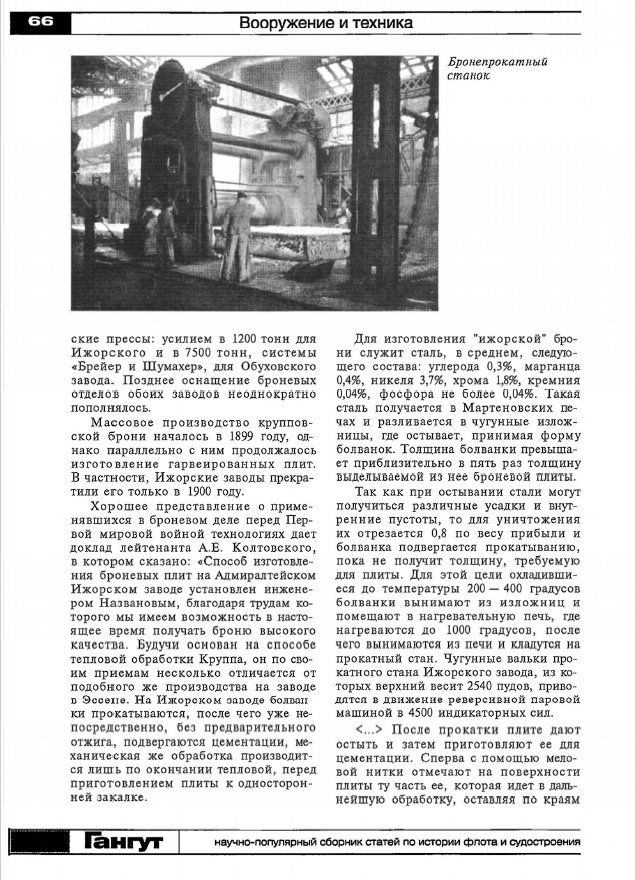
Химический состав брони, изготавливавшейся по методу Круппа (причем усовершенствованному инженером Названовым) на Ижорском заводе, приводил Р.В.Кондратенко в своей статье «Развитие броневого производства в России до Первой мировой войны» (сборник «Гангут», выпуск № 45, стр. 66).
И если свести эти данные с данными «Технической энциклопедии», то получим следующий сравнительный ряд:
а) круппированная броня Ижорского завода – углерод 0,3 %, марганец 0,4 %, никель 3,7 %, хром 1,8 %, кремний 0,04 %, фосфор не более 0,04 %;
б) броня Гантке – углерод 0,6-0,75 %, марганец 0,45-0,5 %, никель 2,6-2,8 %, хром 1,8-2,0 %, кремний 0,15-0,20 %, сера и фосфор не более 0,04 %.
Как видим, при мизерном превышении по таким легирующим добавкам, как марганец и кремний, а также хром (причем последний – не во всех случаях), броня Гантке требовала в среднем на целый процент от единицы массы меньше никеля – одного из главных стратегических материалов что в Первую мировую, что во Вторую. Так что здесь Коландс наконец хоть в какой-то мере прав.
При этом стоит отметить, что согласно уже упоминавшейся статье С.Е.Виноградова о броневом производстве на заводе Никополь-Мариупольского общества (стр. 54) никель и хром, использовавшиеся на этом предприятии в броневом производстве в виде ферросплавов, были в основном иностранного происхождения. Чем это могло грозить в случае перекрытия зарубежных поставок в военное время – думаю, пояснять не нужно.
И даже если на Ижорском заводе поставщики указанных металлов и их сплавов были отечественными, экономия никеля уже стоила того, чтобы пытаться расширять внедрение способа Гантке, в том числе применительно к плитам максимальной толщины – особенно в условиях воюющей страны с постоянной потребностью в оружии и военной технике всех видов и необходимостью при этом экономно расходовать доступные ресурсы.
А вот еще один тезис Коландса – об увеличении производительности русских броневых заводов «в два или три раза» при переходе на изготовление только брони Гантке – просто не выдерживает никакой критики. Сам же Коландс указывает, что процесс цементации при производстве броневых плит составляет от двух до трех недель. При этом вышеназванная статья С.Е.Виноградова (стр. 52) приводит конкретный пример длительности изготовления плит, формировавших в годы Первой мировой войны броневые пояса русских линкоров:
«Полный цикл производства поверхностно-упрочнённой броневой плиты главного пояса по ватерлинии линейного корабля толщиной 250 мм и размерами после обрезки 5500х2500 мм (вес до 27 т) длился порядка 7-9 месяцев.».
На фоне данных цифр выигрыш в две или три недели, увы и ах, ну никак не мог привести к тому эффекту, о котором говорил отставной вице-адмирал.
4. Ну и, наконец, претензии Коландса к якобы медленному освоению производства брони Гантке Ижорским заводом тоже отдают изрядной долей пристрастности – и некомпетентности.
Если вспомнить историю постановки выпуска на Ижорском заводе брони по способу Круппа, то при покупке лицензии в мае 1898 года и реальном начале работ с этой броней на предприятии со второй половины того же года к валовому ее выпуску после преодоления всех первоначальных трудностей фактически смогли приступить лишь спустя два года – во второй половине 1900 года, когда начали делать броню для «Громобоя», «Князя Потемкина-Таврического» и «Победы».
Как видно из двух вышеприведенных писем, технологию выпуска брони Гантке, с которой «ижорцы» начали работать в 1911 году, смогли довести до состояния пригодности к валовому производству соответствующих бронеплит к концу апреля 1913 года, когда и был заключен контракт с Гантке. То есть фактически на полноценное освоение выпуска брони его марки Ижорским заводом ушли те же два года, что и в случае с броней Круппа – вполне адекватный срок для решения столь непростой задачи.
Так что здесь предъявлять какие-то претензии к Ижорскому заводу вряд ли стоило, а вот поблагодарить его инженеров и технологов за все предпринятые усилия по адаптации нового способа производства брони к массовому ее выпуску явно не помешало бы. О чем без обиняков и было заявлено в конце письма Заведующего Броневым Отделом.
И посему конечный его вывод в отношении полного перехода Ижорского завода к производству брони Гантке кажется более чем справедливым.
С уважением. Стволяр.
P.S. В завершение позволю себе одно маленькое полу-лирическое отступление.
Сравнивая письма Коландса и Заведующего Броневым Отделом Ижорского завода, никак не мог отделаться от мысли о просто поразительных выдержке и такте последнего. Это ведь надо было еще суметь так мягко и аккуратно, обходя откровенно больные места, намекнуть ответственному лицу в ГУК, что «дедушка-адмирал написал лютую дичь, да еще и не раз соврамши» – и при этом постараться не разобидеть оного дедушку своим отзывом на его кляузу… Вот что значит по-настоящему «старая школа»!