
Каркас для немецкого зверинца
Содержание:
В предыдущем материале было описано производство катаной брони для немецких танков «Тигр», «Пантера» и «Тигр 2», а также рассмотрены её особенности и анализ — теперь попробуем разобраться с производством изделий из брони. Производство немецких танков в годы Второй мировой войны было организовано таким образом, что заводы-сборщики сначала получали все комплектующие, а затем осуществляли их полную сборку. Одним из важнейших типов комплектующих являлись бронекорпуса и бронебашни — выясняем нюансы их производства.
Основные тенденции
Начать следует с конструкций корпусов и башен, поскольку в ходе разработки новых машин были применены новые для немецкого танкостроения технологии.
Для корпуса «Тигра» в основном использовались классические для немецких танков того периода соединения в замок с механической обработкой кромок. Однако увеличение толщины бронелистов и воспринимаемой ими нагрузки привело к тому, что часть деталей стала собираться с помощью врезного шипа. С помощью врезного шипа соединялись нижний лобовой лист с бортами корпуса, наклонный лобовой лист с бортами корпуса, а также кормовые листы с бортами корпуса.
В соединении для уплотнения со стороны торцов шипа использовались сегментные шпонки. Отдельно стоит отметить усиление соединения борта корпуса с днищем подкрылка с помощью угольника. К днищу подкрылка угольник крепился заклёпками, к борту корпуса — болтами. Дополнительно всё соединение было усилено 6-мм уплотняющим швом. Все кромки фрезеровались или строгались на станках. На ряде деталей применялась газовая резка; так, например, на наклонном лобовом листе корпуса прямые кромки вырезали газом на автоматах, а профилированный рез — с помощью ручной газовой резки. Несмотря на механическую обработку кромок, при осмотре подбитых танков было выявлено, что зазоры между деталями доходили до 10 мм. При этом технологические прокладки не использовались.

Вырезанные верхние лобовые детали корпуса «Тигра 2» на заводе фирмы «Крупп»
До весны 1942 года при изготовлении броневых деталей корпуса и башни применялась разделка листов на металлорежущих станках, однако стараниями главы танкового производственного комитета была реализована идея использования газовой резки. Она должна была применяться для изготовления броневых деталей, соединявшихся между собой с помощью сварных шиповых соединений, в то время как для соединений внахлёст или в замок по-прежнему применялась машинная резка. Изготовление бронелистов с помощью газовой резки очень выгодно отличалось от машинной обработки своей экономичностью.
После поступления с завода-производителя бронелисты делились секаторами на прямоугольные заготовки для последующей резки деталей. Непосредственная резка выполнялась газорезательными автоматами с магнитным ведущим роликом. Высокое качество реза поверхности обуславливалось использованием ацителено-кислородного пламени при высокой чистоте кислорода. Широко использовалась резка с одновременным снятием фасок, когда работало сразу несколько горелок. Если кромка вырезанной детали должна была проходить последующую механическую обработку, то для уменьшения твёрдости её подвергали отпуску. Отдельные поверхности вырезанной детали подвергались механической обработке. Перед газорезкой окалину с металла удаляли с помощью молотка, после чего следовала обработка броневого листа пескоструйным аппаратом. Другие типы очистки и шлифовку не применяли.
Контроль качества поверхности перед сварочными работами практически отсутствовал. В директивах завода фирмы «Крупп» (F. Krupp) в Эссене на сварку указывалось лишь то, что «обязательным условием является добросовестное качество изготовления всех деталей». В 1945 году при осмотре боевых машин в захваченных цехах «Круппа» и фирмы «Дортмунд-Хёрдер Хюттен-Ферайн» (Dortmund-Hörder Hütten-Verein — DHHV) не было выявлено никаких попыток удалить окалину с листов, расположенных рядом со сварными швами.
При производстве немецких танков широко применялась гибка бронелистов всех толщин после окончательного их обрезания. Листы толщиной более 50 мм нагревались до 300°С, а толщиной менее 50 мм — до 150–200°С. При нагревании использовался бытовой газ, оно проводилось непосредственно перед размещением листа под прессом. Допуски на плоскостность составляли 5 мм, однако там, где длина листа позволяла согнуть его тисками, чтобы установить правильные зазоры между свариваемыми кромками, допускалось большее предельное отклонение, чем обусловленное техническими условиями. Гибка 80-мм листов производилась прессом с усилием 2000 тонн с допуском ±2 мм на смещение центра гибки от основной линии.

На этом фото, сделанном в захваченном цеху завода фирмы «Крупп» отчётливо видно, что гибка бронелистов применялась для брони любых толщин: на заднем плане сложены гнутые заготовки стенок башен «Тигров» из брони толщиной 80 мм, на переднем плане стоит собранная башня «Мауса» с гнутым лобовым листом толщиной 220 мм
Значительным новшеством в производстве корпусов и башен стало широкое внедрение соединения листов в шип. Первым документом, в котором упоминается такой способ соединения броневых плит в производстве танков, являются технические условия T.L. 21/9017, составленные в августе 1942 года. Основной целью внедрения такого типа соединения бронелистов являлось повышение баллистической защиты конструкции за счёт разгрузки сварных швов от опасных напряжений среза. В частности, при допросе представителя фирмы «Крупп» некоего доктора Лукке были указаны следующие причины:
- шиповое соединение обеспечивает дополнительную баллистическую стойкость благодаря взаимной непосредственной опоре — вдобавок к тому, что обеспечивают сварные швы;
- шиповое соединение обеспечивает превосходную прочность при увеличении общей длины сварных швов;
- шиповое соединение состоит из небольших отрезков сварных швов, что препятствует распространению трещин.
Все вышеперечисленные изменения были использованы при разработке и производстве танка «Пантера» Ausf. D. Практически все основные бронедетали его корпуса были соединены в шип. Для сборки башни соединение с помощью врезного шипа использовалось только для сварки бортов с кормовым листом, а литая лобовая деталь башни соединялась с бортами с помощью «ласточкиного хвоста». При осмотре корпусов «Пантер» Ausf. D выяснилось, что зазоры между деталями гораздо меньше, чем у «Тигра», и допуск на точность реза составляет 1–2 мм.
Сборка корпуса «Пантеры» Ausf. G на заводе DHHV. Отчётливо видно соединение лобовых листов с бортами с помощью врезного шипа
Следующая модификация «Пантера» Ausf. A привнесла ряд изменений в соединения деталей башни и корпуса. Вместо «ласточкиного хвоста» лобовая деталь башни стала соединяться с бортами в шип, а в ходе производства шиповые соединения наклонных листов подкрылка с крышей корпуса, а также бортов корпуса с днищем, были заменены на соединения «в замок».
В результате разработки танков «Пантера 2» и VK 45.03, превратившегося в итоге в «Тигр 2», были сформированы окончательные тенденции устройства бронекорпусов для немецкого танкостроения. Были устранены достаточно сложные карманы под топливные баки и систему охлаждения — вместо этого днище подкрылка стало прямым, расположенным под углом относительно продольной оси танка. Шиповое соединение стало использоваться для деталей, подвергавшихся наибольшей нагрузке при обстрелах.
В шип лобовые детали корпуса соединялись между собой и с бортами корпуса и подкрылка; с бортами и с подкрылком с помощью врезного шипа соединялся и кормовой лист корпуса. Днище подкрылка, днище корпуса и крыша корпуса со всеми деталями соединялись в замок. Такое устройство корпуса использовалось на «Тигре 2», к нему с перераспределением толщин бронелистов привели корпус «Пантеры» Ausf. G и самоходных установок «Ягдтигр» и «Ягдпантера». Башня «Тигра 2», кроме крыши, собиралась в шип, лобовая деталь устанавливалась через соединение типа «ласточкин хвост», а затем всё соединение дополнительно усиливалось шпонками.

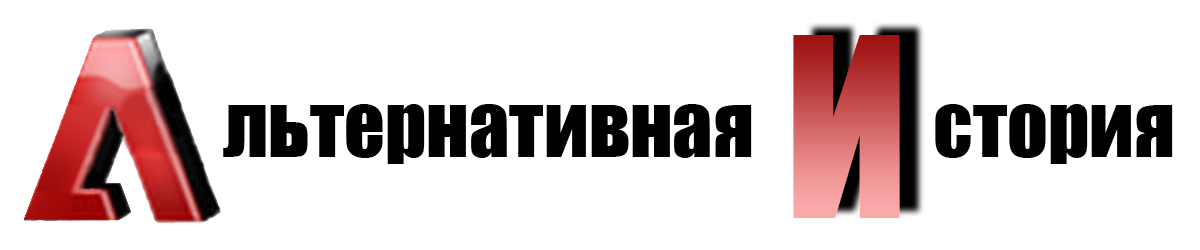
Отчётливо видны типы соединения лобовых листов корпуса «Тигра 2» между собой, с бортами, а также соединение защиты бортовой передачи (NARA)
Следует отметить, что корпуса и башни различных производителей могли отличаться. Так, у «Тигров» и «Тигров 2» на башнях «Круппа» и DHHV отличалась разделка под швы, соединяющие крышу башни с бортами, на корпусах «Пантер» Ausf. D фирмы «Руршталь» резка под шиповое соединение наклонного листа подкрылка и «кармана» выполнялась иначе, чем у других фирм. Завод «Круппа» не устанавливал шаровую установку пулемёта в верхний лобовой лист корпуса «Тигра 2» — узел монтировали непосредственно на заводе-сборщике фирмы «Хеншель», куда он поставлялся фирмой «Люфтфартгеретен Арно Мюллер» (Luftfahrtgeräten Arno Müller) из Лейпцига.
На осмотренных советскими специалистами корпусах «Пантер» Ausf. D отмечалась высокая точность подгонки деталей корпуса с минимальными зазорами. Только в одном случае была обнаружена технологическая прокладка. Очевидно, к концу войны ситуация поменялась, и после осмотра сборочных линий заводов «Крупп» и DHHV обнаружилось большое количество несоответствий техническим условиям на сборку шиповых соединений. Избыточные допуски при резке приводили к тому, что технические прокладки в соединениях были не закреплены. Низкое качество сборки основных бронелистов впоследствии отрицательно сказывалось на баллистической защите корпусов и башен.
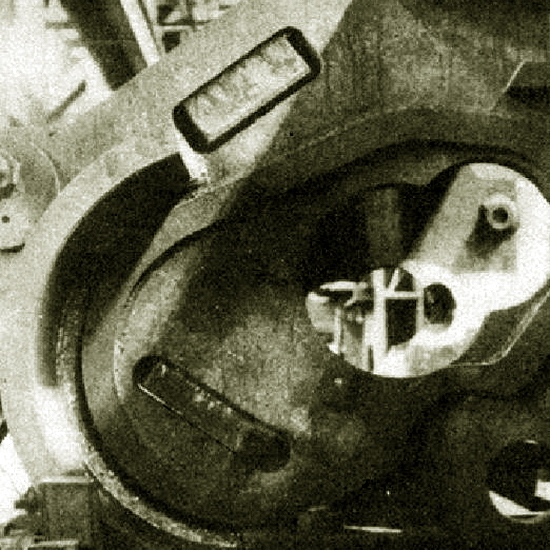
Срезы соединений кормового листа с бортами корпуса «Пантеры» Ausf. G. Видны зазоры между деталями и технологические прокладки
В отличие от танковой промышленности СССР и США, в немецком танкостроении использовалась только ручная сварка. Во временных технических условиях (T.L.4014, T.L.4028 и T.L.4032) на броневые конструкции со стенками с толщинами 16–30 мм, 35–50 мм и 55–80 мм соответственно были сформулированы следующие требования к проведению сварочных работ:
1) следует использовать дуговую сварку металлическим электродом, если иное не предусмотрено чертежами;
2) перед началом производства 6-й отдел Управления вооружений должен представить метод сварки в письменный форме и утвердить его. Все изменения должны пройти повторное утверждение;
3) включить в техпроцесс сварки рассмотренный перечень показателей:
- тип соединения;
- материал и диаметр электродов;
- последовательность проходов;
- методы снятия структурных напряжений;
- род и полярность постоянного тока;
- сила тока в амперах;
4) в механически обработанных сварных швах не допускаются трещины;
5) не требуется проводить баллистическое испытание сварных конструкций.
Процесс сварки
С 1942 по начало 1944 гг. немцы использовали на производстве аустенитные электроды, а электроды для твёрдой наплавки были запрещены. С начала 1944 года производство по большей части перешло на ферритные электроды. По данным заводов «Круппа» и DHHV, вплоть до 1944 года существовала проблема, связанная с образованием трещин в сварных швах при использовании аустенитных электродов марки 18/8. Однако при изучении технологических карт DHHV на корпус и башню за 1943 год эти данные не подтверждаются. Значительная часть времени, отведённого на сварку, тратилась на устранение дефектов сварных швов.
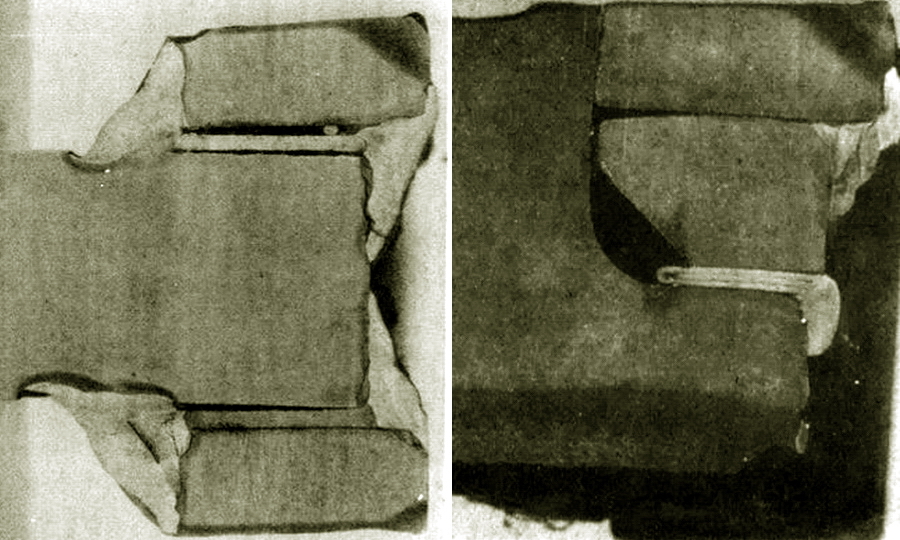
Внешний вид немецких сварных швов (ЦАМО РФ)
Обе фирмы, однако, утверждали, что при внедрении ферритных электродов в январе 1944 года проблема образования трещин усугубилась. На заводе «Круппа» из-за образования трещин в сварных швах и на стыках не смогли использовать ферритные электроды в производстве корпусов «Тигров 2», но без особых проблем в этом отношении применяли их на башнях этих танков.
Представители DHHV утверждали, что у них частота образования трещин приближалась к 30–40%, но была снижена до 10–20% благодаря усовершенствованию электродов и разработке различных новых методик. В одной из них рекомендовалось чередовать слой, выполненный ферритным электродом, и рабочие слои, выполненные аустенитными электродами, «потому что более жёсткий рабочий аустенитный слой давал хорошие баллистические результаты». Однако весьма вероятно, что это делалось для сокрытия трещин под нижним ферритным слоем: во время осмотра корпусов и башен в цехах DHHV на стыках аустенитных швов обнаруживались длинные трещины.
Сборка силового набора днища корпуса «Пантеры» Ausf. G на заводе «Хута-Банкова» (Technika Wojskowa)
Контроль качества сварных соединений осуществлялся только путём визуального осмотра. Проверялись размеры шва и наличие трещин в шве и зонах термического влияния. При обнаружении трещин длиной более 100 мм участок шва надлежало выплавить, после чего заварить заново. Трещины в металле корпуса в районе швов вышлифовывались, заваривались и снова зашлифовывались.
На DHHV была найдена служебная записная книжка некоего инспектора Магдефрау, начатая в 1943 году, значительная часть которой посвящалась окончательному осмотру корпусов и башен «Пантер» перед их отправкой сборщикам. Упоминаний о трещинах в сварных швах было мало, но приблизительно в 50% случаев внимание обращалось на тот факт, что крыши и днища корпусов и башен выступали на 5–8мм, а в одном случае – на 10 мм. В записях за июнь 1944 года упомянуты только трещины в сварных швах с указанием их длины, толщины листа и способа ремонта. Большая часть трещин имела длину менее 100 мм, но некоторые доходили до 400 мм.
Корпуса и башни в производстве
Производство корпусов и башен «Тигров» велось на предприятиях «Круппа» в Эссене и DHHV в Дортмунде. Эти же предприятия позднее перешли на производство корпусов и башен для «Тигров 2», к ним добавилась «Шкода». Производством для «Пантер» занимались «Харкорт-Айккен Эдельштальверке» (Harkort-Eicken Edelstahlwerke GmbH) в Хагене, «Бёлер и Ко» (Böhler & Co) в Капфенберге и Кроттендорф-Гайсфельде (Австрия), DHHV в Дортмунде, Eisenwerke Oberdonau GmbH в Линце (Австрия), «Миттельдойч Штальверке» (Mitteldeutsche Stahlwerke AG) в Кирхмёзере, «Руршталь» (Ruhrstahl AG) в Хаттингене, «Банкхютте» (Bankhütte), он же «Хута-Банкова» (Huta Bankowa) в городе Домброва-Гурнича (Верхняя Силезия).

Установка лобовых листов корпуса «Тигра 2» на заводе фирмы «Крупп» (NARA)
Наиболее полно описаны процессы сборки корпусов и башен «Пантер» Ф. G и «Тигров 2» на заводах «Круппа» и DHHV. В целом процесс сборки обоих танков происходил одинаково, за исключением отдельных моментов, обусловленных особенностями конструкцией. Ниже описана сборка корпуса и башни «Тигра 2».
Выделяемое для предварительной нарезки всех бронелистов «Тигра 2» время составляло 40 часов, а для окончательной — 53 часа (для «Пантеры» Ausf. G — 20 и 40 часов соответственно). На нижней кромке подкрылков сразу делались вырезы, необходимые для последующего рассверливания отверстий под установку задних гидроамортизаторов.
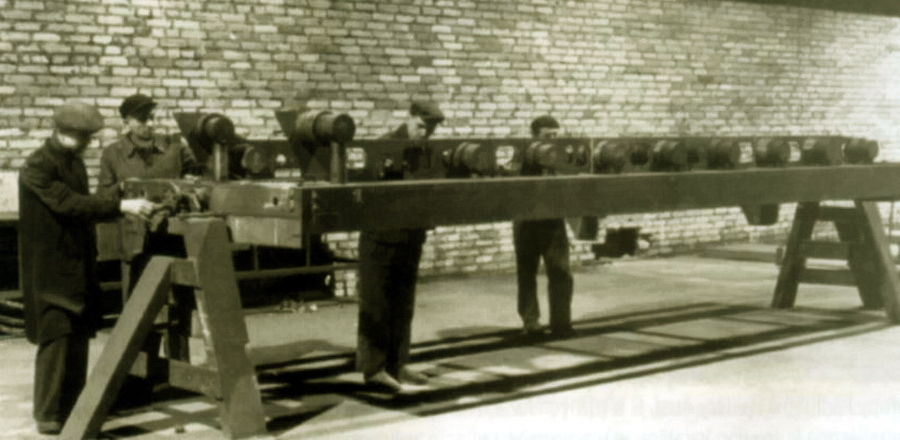
На заводе фирмы «Крупп» применялись линии сборки корпусов и башен поточного типа. После сборки с помощью прихваточных швов на неподвижном стенде корпус или башня перемещались на одну из четырёх линий с шестью подвижными кантователями в каждой, на которых производилось дальнейшее передвижение по цеху с проведением необходимых сварочных работ. Отличие производственной линии DHHV заключалось в том, что кантователи были неподвижными.
Установка лобовых листов корпуса «Тигра 2» на заводе DHHV. На этом предприятии монтировалась и шаровая установка пулемёта
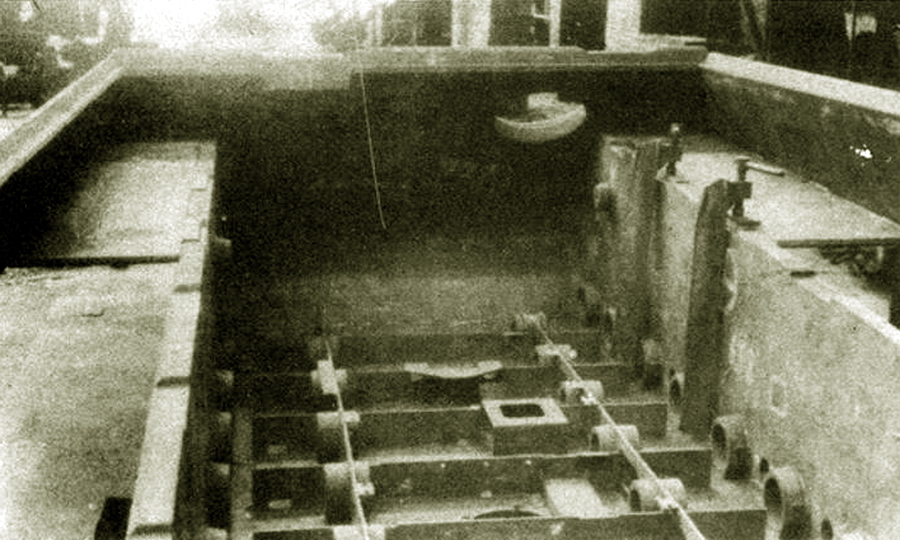
Сборка корпусов и башен на стендах с помощью прихваточных швов являлась предварительным сборочным этапом. Устанавливались все бронелисты, за исключением крыши корпуса. Длина прихваточных швов составляла 100–150 мм. Интересно отметить, что на DHHV прихваточные швы выполнялись слесарями-монтажниками, сварщики к этой работе не допускались. До сборки основных листов корпуса осуществлялась сборка силового набора на внутренней стороне днища корпуса, которая на «Круппе» и DHHV проводилась по-разному.
Силовой набор состоял из поперечных и продольных элементов, изготовленных из конструкционной стали толщиной 10 мм. Высота продольных элементов составляла 215 мм, поперечных — 145 мм. К продольным элементам приваривались с двух сторон опорные части торсионов. В поперечных элементах были сделаны пазы для стыковки с продольным силовым набором и отверстия для уменьшения массы. Фиксация поперечных элементов на заводе «Круппа» производилась с помощью стыковых накладок после сборки корпуса, а на DHHV поперечные элементы фиксировались с помощью уголков с волнистой кромкой ещё на этапе установки бортовых листов корпуса.
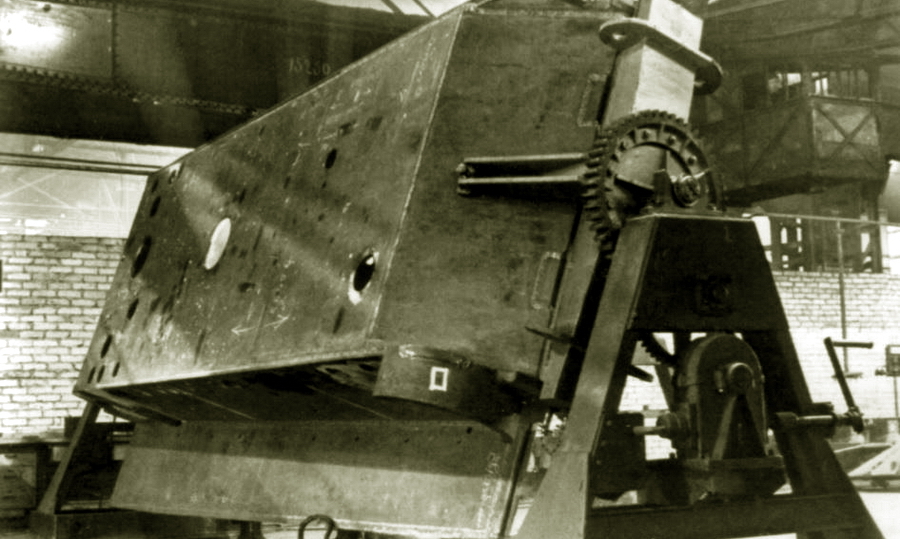
Сборка корпуса «Тигра 2» на заводе фирмы «Крупп». Поперечные силовые элементы ещё не соединены с бортами корпуса. После сборки днища на стенде монтировались бортовые и лобовые листы корпуса
Затем производилась сборка подкрылков, а в последнюю очередь устанавливался кормовой лист. Установка и позиционирование листов осуществлялись с помощью специальных кронштейнов. Соединение бронелистов сопровождалось установкой технических прокладок. На «Тигре 2» было упрощено соединение с помощью врезного шипа — для него не требовалась установка сегментных шпонок, использовались только технические прокладки. Сварка корпуса прихваточными швами происходила по следующей схеме:
- внутри между днищем и бортовыми листами;
- внутри между днищем подкрылка и бортовыми листами;
- внутри между днищем подкрылка и подкрылком (только один проход);
- внутри между днищем и нижним лобовым и кормовым листами;
- внутри от днища подкрылка до верхнего лобового и кормового листов;
- снаружи между верхним лобовым листом, подкрылком и бортовым листом (в положении стоя);
- снаружи между верхним и нижним лобовыми листами;
- внутри между бортами корпуса и нижним лобовым и кормовым листами (в положении стоя).
Сборка башни начиналась с листов основания, остальные бронелисты устанавливались с помощью кронштейнов и регулировались болтами. В отличие от «Круппа», на DHHV сборка башни велась в перевёрнутом положении. Внутренние угловые швы выполнялись в вертикальном положении с помощью электродов марки 18/8. Швы выполнялись в два этапа: первый проход в корне шва толщиной 5 мм, затем ещё три прохода. На этом этапе крыша башни не устанавливалась.
Сборка корпуса «Пантеры» Ausf. G на заводе «Хута-Банкова» (Technika Wojskowa)
В послевоенном отчёте английских специалистов, посвящённом проектированию и производству сварных корпусов и башен немецких танков (Welding Design & Fabrication of German Tank Hulls & Turrets), отмечается крайне низкое качество прихваточных швов и большое количество трещин в них.
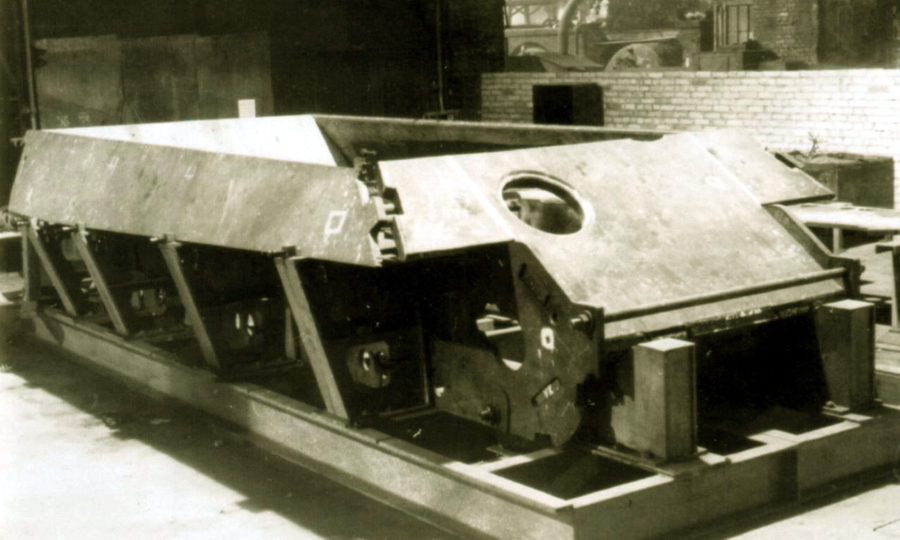
После предварительной сборки корпусов и башен они помещались на кантователи. Вращение конструкций на кантователях производилось только вокруг продольной оси, что позволило не усложнять конструкцию приспособлений. Кантователи для сборки корпусов на фирмах «Крупп» и DHHV имели ряд отличий. На кантователях DHHV для вращения использовался силовой привод с двигателем постоянного тока мощностью 12,5 кВт, в то время как кантователи, применявшиеся на заводе «Круппа», имели ручной привод.
Установка листов башни «Пантеры» Ausf. G перед сборкой на заводе «Хута-Банкова» (Technika Wojskowa)
Задний кронштейн кантователя на заводе «Круппа» имел два болта большого диаметра и шайбы на нижней стороне, а также крючковое приспособление, которое проходило по верхнему краю кормового листа и туго затягивалось третьим болтом. Задний кронштейн у DHHV был прикреплён к кормовому листу корпуса с помощью множества болтов небольшого размера и, соответственно, имел разнообразные ребра для крепления к станине кронштейна, расположенного рядом с этими болтами.
Передний кронштейн на обоих заводах имел сходную конструкцию. Корпус крепился к переднему кронштейну за проушины в бортах, кронштейн упирался в лобовые детали с помощью болтов большого диаметра. Привод располагался перед кронштейном, на который устанавливалась лобовая часть корпуса. Доступ к корпусам, расположенным на кантователях, на фирме «Крупп» обеспечивался с помощью лёгких сварных платформ, сделанных из трубчатых секций. В цехах DHHV пользовались лишь приваренной к кантователю стремянкой.
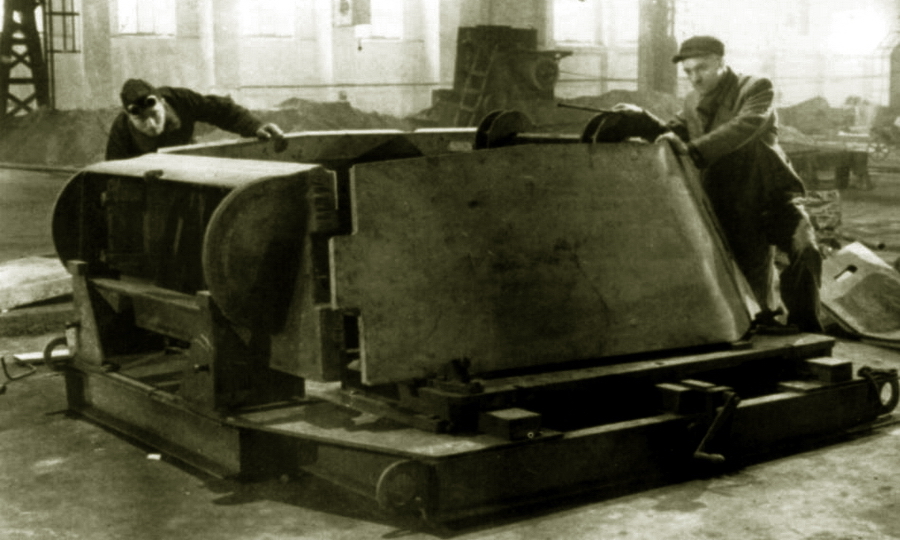
Башня «Тигра 2» на кантователе на заводе фирмы «Крупп»
Кантователи для сборки башен также имели различия. В кантователях фирмы «Крупп» использовался прямой шпиндель, к которому крепилась собираемая башня: с одной стороны — к кормовому листу, с другой — к амбразуре в лобовом листе. На кантователях в DHHV был сделан поворотный стол, к которому собираемая башня крепилась болтами. У обеих фирм кантователи для сборки башен были неподвижными.
Сварка корпуса «Тигра 2» проводилась по определённой схеме. Сначала у размещённого на кантователе вверх днищем корпуса проваривались следующие швы:
- снаружи между днищем и бортовым листом;
- снаружи между днищем подкрылка и кормовым листом;
- между днищем подкрылка и бортовым листом;
- снаружи между кормовым листом и бортом корпуса и подкрылком;
- снаружи между нижним лобовым листом и бортом корпуса.
Затем у корпуса, повёрнутого на кантователе на 90°, сварщик из положения стоя проваривал следующие швы (сначала слева наверх, затем справа наверх):
- внутри между днищем подкрылка и бортовым листом;
- внутри между подкрылком и лобовым и кормовым листами.

Сварка корпуса «Пантеры» Ausf. G в кантователе на заводе «Хута-Банкова» (Technika Wojskowa)
Направление швов в ходе сварочных работ не контролировалось. Исключение составляли продольные соединения, сварка которых проводилась от середины к краям, и соединения, сварка которых выполнялась рабочим в положении стоя: они сваривались несколькими проходами в направлении снизу вверх.
Заключительным этапом сборки корпуса на кантователе являлась установка крыши. Крыша опиралась на поперечный лист, выполненный из качественной конструкционной стали толщиной 20 мм. Опорный лист фиксировался клиньями между бортовых листов корпуса, и с помощью клиньев у днища подкрылка прижимался к крыше корпуса. С помощью клиньев выбирались допуски на внутренние размеры корпуса. Так, например, допуск на расстояние между бортовыми листами корпуса составлял ± 8 мм. Крыша корпуса приваривалась к опорному листу прерывистым швом. Для исключения возможности нанесения непрерывного шва в опорном листе были сделаны четыре выреза по верхней кромке. Ещё два небольших опорных листа устанавливались с каждой стороны посередине боевого отделения. Сама крыша сваривалась из трёх бронелистов.
На полную сварку корпуса отводилось 136 часов.
Корпус «Пантеры» Ausf. G на кантователе со стороны днища, завод «Хута-Банкова» (Technika Wojskowa)
При сборке башни на кантователе одним из самых ответственных этапов являлась установка крыши. Она состояла из трёх листов и индивидуально подгонялась к каждой башне. Во время подгонки на каждом из трёх листов ставились специальные метки, и выполнялась профильная резка, после чего все три листа сваривались встык и устанавливались на башню, закреплённую на кантователе.
Сварка башни проводилась по следующей схеме: швы между крышей башни и бортами выполнялись снаружи и изнутри двумя сварщиками в два прохода, от середины к краям. Для сварки использовались ферритные электроды. Аналогичным способом проводилась сварка листов основания башни и бортов. Швы внутри между крышей и кормовым и лобовым листами выполнялись аустенитными электродами марки 18/8, а все наружные швы — ферритными электродами.
На заводах фирмы «Крупп» был внедрён весьма оригинальный способ оплаты труда сварщиков: согласно упомянутому выше доктору Лукке, им платили сдельно за… массу наплавленного металла. На DHHV оплата была тоже сдельной, но более традиционной — на основании рабочего времени.

Корпус «Пантеры» Ausf. G с приваренной крышей на кантователе, завод «Хута-Банкова» (Technika Wojskowa)
Интересно отметить, что прихваточные швы использовались не на всех заводах. Так, например, на предприятии «Миттельдойч Штальверке» при сборке корпусов «Пантер» детали предварительно сваривались одноваликовыми швами по всей длине.
Готовые корпуса и башни осматривались инспекторами из бюро инспекций при Управлении вооружений сухопутных войск. Кроме того, на предприятиях существовала система цехового контроля. Число инспекторов, одновременно работающих в цехах «Круппа», составляло 12–14 человек.
Для сборки корпусов на заводе «Круппа» использовались четыре подвижные линии с шестью кантователями в каждой. Перемещение линии осуществлялось после того, как готовый корпус с первого кантователя поступал на смотровую площадку. Сварочные аппараты представляли собой генераторы постоянного тока. Производительность при загрузке всех линий составляла от 70 до 120 корпусов в месяц.

Отгрузка готовых корпуса и башни «Пантеры» Ausf. G с завода «Хута-Банкова». Всего по программе производства «Пантеры» в Польше произвели 188 корпусов и 140 башен этого танка. Производство прекратилось с наступлением Красной армии в январе 1945 года (Technika Wojskowa)
Для сборки корпусов «Тигра 2» на DHHV использовалась половина цеха, а вторая отводилась под сборку корпусов «Пантер». Размеры цеха составляли 300×25 метров. Сборочные линии для «Тигра 2» и «Пантеры» разделялись центральным проходом шириной 3 метра и представляли собой 20 неподвижных кантователей для корпусов «Тигра 2» и 34 — для «Пантер» Ausf. G. Доступ к силовым приводам кантователей осуществлялся из центрального прохода. Сварочные аппараты были двух типов: первый мог использоваться только одним сварщиком, второй был рассчитан на двоих. Производительность могла составлять до 45 корпусов «Тигра 2» и до 120 корпусов «Пантер» Ausf. G в месяц.
Сборка башен «Тигра 2» на DHHV проводилась в другом цеху, также совместно со сборкой башен «Пантер». Для этого в цеху, размеры которого составляли 126×10 метров, имелось 12 кантователей для «Тигров 2» и семь для «Пантер» Ausf. G.

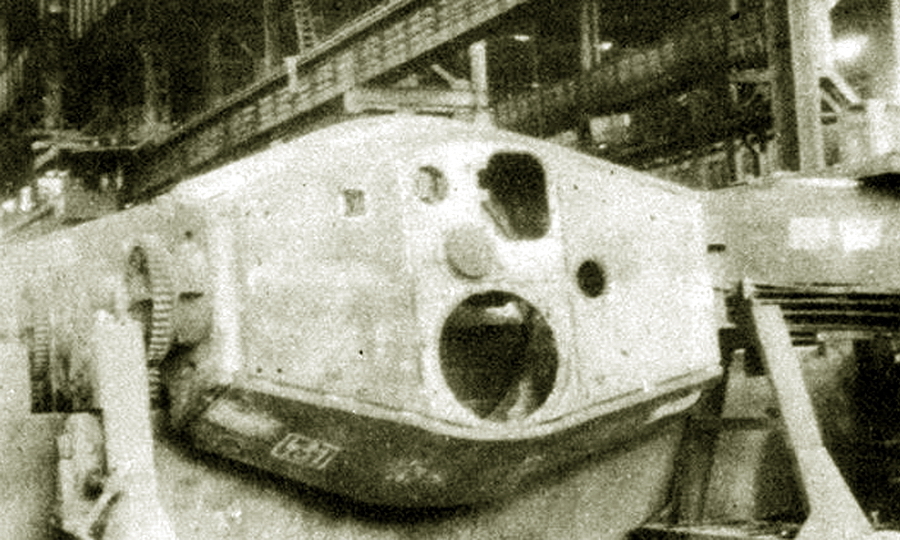
Отгруженные с завода фирмы «Крупп» корпуса «Тигров 2» на заводе-сборщике фирмы «Хеншель». Хорошо видно, что крупповские корпуса не имели шаровой установки пулемёта, в отличие от корпусов производства DHHV (NARA)
На момент захвата предприятий Союзниками на линиях последними значились следующие номера: №462 для корпуса и №431 для башни «Тигра 2» на заводе фирмы «Крупп», №174 для корпуса и №204 для башни «Тигра 2», №1022 для корпуса №1597 для башни «Пантеры» Ausf. G на заводе DHHV. Присвоенный на производстве серийный номер набивался на корпусах и башнях в сопровождении аббревиатуры: литеры «bwn» указывал на производство фирмы «Крупп», «amp» — на DHHV.
В целом для производства корпусов и башен немецких танков «Тигр» (в меньшей степени), «Пантера» и «Тигр 2» можно сделать следующие выводы:
- широко применялись шиповые соединения и газовая резка бронедеталей;
- для сборки использовались кантователи, позволяющие фиксировать корпуса и башни в любом положении;
- использовалась только ручная сварка;
- как и в случае с производством катаной брони, недостаточно хорошо был организован контроль качества, результатом чего стали многочисленные нарушения технических условий и снижение баллистической стойкости корпусов и башен танков.
Источники и литература:
- Материалы ЦАМО РФ
- Материалы Bovington Tank Museum
- Материалы NARA
- Вестник танковой промышленности №9 — Москва: Наркомтрансмаш, 1945
источник: https://warspot.ru/3644-karkas-dlya-nemetskogo-zverintsa



