
Статья с канала «DL24 | История авто» на яндекс-дзене от 16 июля 2021 года.
Мы уже обсуждали сложности, с которыми пришлось столкнуться при освоении кузова «Победы», производство которого было впервые в СССР освоено своими силами. Так вот — пусть вам не кажется, что за двадцать лет до того у американцев тот же самый процесс проходил гладко и без проблем. Ничего подобного — рождалось всё в точно таких же муках и страданиях, и ушло на отработку технологии не менее десяти лет, если считать от первых экспериментов до применения в крупной серии. Зато американцы были первыми, и сумели уже готовую технологию продать всему остальному миру.
Данная статья отпочковалась от статьи о технологических проблемах довоенного немецкого кузовостроения.
Как известно, первые автомобили имели «каретные» кузова, с деревянным каркасом и обшивкой из жести. Цельнометаллические автомобильные кузова появились как плод сотрудничества основанной в 1914 году выходцами из компании Форда фирмы Dodge Brothers и предприятия Эдварда Дж. Бадда, на котором их проектированием занимался Джозеф (Иосиф) Ледвинка (эмигрировавший в США дальний родственник Ганса Ледвинки, руководившего разработкой автомобилей на чехословацкой «Татре»). За выпуском опытной партии в 5000 автомобилей вскоре последовал уже массовый заказ на 50 000 стальных кузовов:
Однако, не всё было безоблачно. По конструкции первые цельнометаллические кузова оставались каркасно-панельными: они состояли из каркаса, который делался из штампованных стальных балок и воспроизводил в общих чертах каркас деревянного кузова, и тонкой, легко деформирующейся при производственных процессах обшивки. При сборке каркас устанавливался в сварочный кондуктор, обшивка прижималась к нему многочисленными зажимами, и всё это обваривалось газовой или ручной дуговой сваркой.
По такой технологии удавалось достаточно быстро и дёшево выпускать цельнометаллические открытые кузова — популярные в те годы «туринги» и «родстеры». Но когда её попытались применить к производству закрытых седанов — начались проблемы.
Вообще, проблем с первыми цельнометаллическими кузовами хватало и в целом. Штамповка как производственный процесс в 1920-х годах была в новинку, и качество её оставляло желать лучшего. То же самое можно было сказать и про доступный в то время листовой прокат: толщина листа «гуляла» в огромных пределах, а сами листы были волнистыми. Оснастка для штамповки стоила дорого, а её было нужно много, потому что кузова делались из множества отдельных деталей. До изобретения саморезов с головкой Филлипса затруднения вызывало даже крепление к металлическому кузову отделки салона — приходилось делать закладные элементы из дерева, и уже к ним гвоздями крепить потолок и обшивки.
Но главной проблемой было то, что закрытые кузова очень сильно деформировались при сварке в кондукторе. Это происходило из-за того, что, во-первых, не была отработана конструкция самого кузова, которая по сути копировала композитный деревометаллический с заменой досок на металлические профили, а во-вторых — не было разработано оптимальных режимов и методов его сварки. Например, кузова пытались варить сплошным швом газовой или дуговой сварки, а это неминуемо приводило к тому, что из сварочного кондуктора кузов выходил скрученный «винтом» — вплоть до того, что двери (которые сами сильно вело при сварке) не влезали в дверные проёмы без долгой подгонки по месту. Кстати, именно поэтому ГАЗ-А имел открытый цельнометаллический кузов — закрытых кузовов «Форд» в те годы попросту не делал, а если ему заказывали «седан» — кузов для него покупался на стороне и был с деревянным каркасом, из-за чего закрытый вариант Ford Model A стоил чуть ли не вдвое дороже базового «туринга» (фаэтона).
В общем — хотя преимущества стального кузова перед композитным деревометаллическим в отношении прочности, долговечности и безопасности были очевидны уже тогда, проблем с его производством хватало. Ещё одним преимуществом было то, что цельнометаллический кузов можно было очень быстро и эффективно окрашивать запекаемыми при высокой температуре эмалями — во многом именно это позволило отказаться от действовавшей для всех бюджетных автомобилей первой половины двадцатых годов формулы «любого цвета, если он чёрный» и перейти на разнообразные цвета. Деревометаллический кузов нагревать в термокамере было категорически недопустимо — он при этом рассохся бы и весь «пошёл винтом».

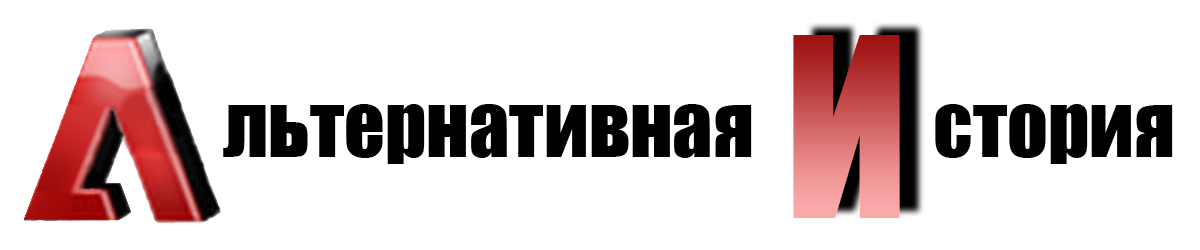
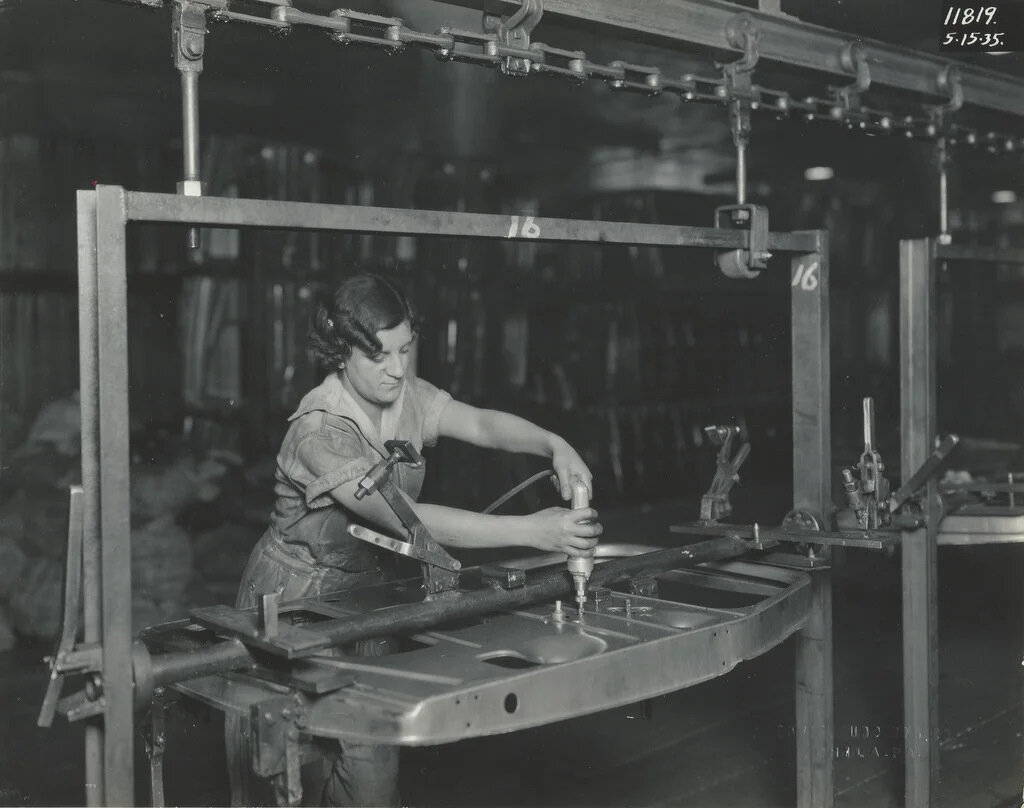
Сборка кузова «седан» на заводе Бадда по старой технологии, 1925 год. Фото: https://hiddencityphila.org/2018/08/budd-company-an-industrial-icon-that-broke-the-mold/
Сам Ледвинка писал про проблемы, с которыми сталкивалось производство на фирме Бадда (в моём, очень вольном переводе по статье на Hemmings):
«Настоящие проблемы начались тогда, когда мы стали применять эту технологию для выпуска вошедших в моду закрытых кузовов, так называемых «седанов». Покупатели упорствовали в желании иметь цельнометаллический кузов, который бы выглядел абсолютно также, как традиционный с деревянным каркасом, насколько это было возможно. Поэтому нам приходилось выкручиваться, соединять множество мелких деталей газовой или дуговой сваркой. Эти детали устанавливались в кондуктор и зажимались огромными струбцинами и прижимами, после чего их обваривали. Когда кузов вынимали из кондуктора, из-за накопленного во всех этих швах напряжения металла он деформировался, терял свою форму. Особые проблемы были с проёмами дверей — их геометрию никак не удавалось сохранить после сварки. Да и сами двери точно так же деформировались, ведь их тоже приходилось сваривать из отдельных штамповок. Всё это началось между 1919 и 1922 годом, и продолжалось какое-то время после этого.»
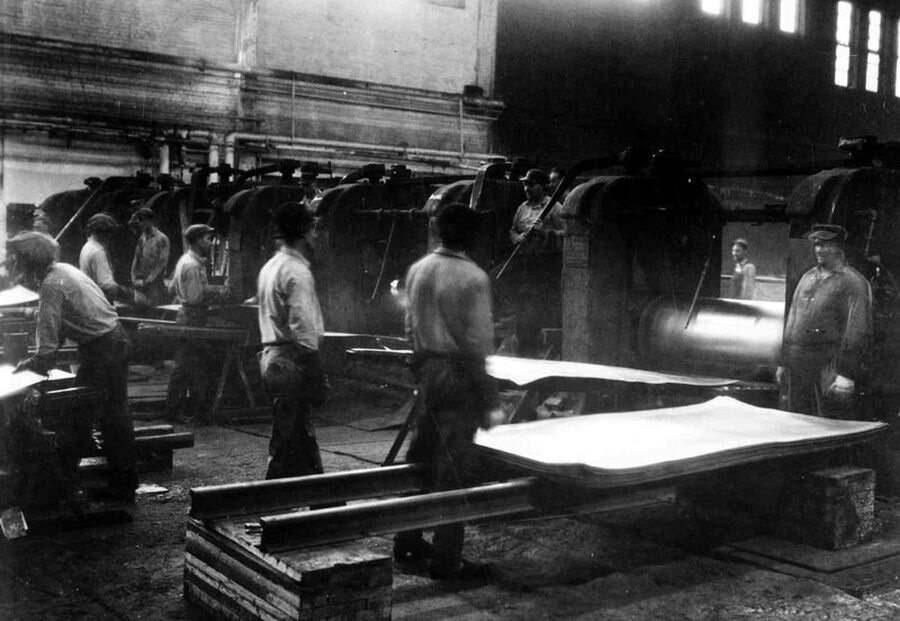
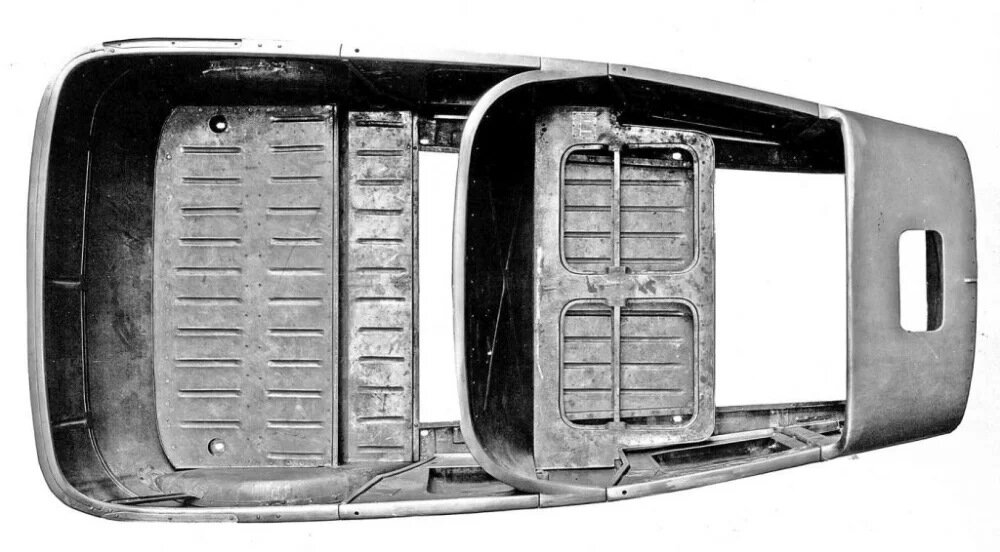
Фото American Rolling Mill Co.
Листовой металл для автомобильных кузовов в те годы получался ручной прокаткой между двумя валками. Лист металла прогоняли между валками вперёд-назад, уменьшая зазор между ними и, соответственно, толщину металла. Для последней прокатки два листа складывали вместе и прогоняли через валки в таком виде, а затем снова разделяли. Процесс был трудоёмким и дорогостоящим, а соблюдение геометрии заготовок — очень приблизительным. Максимальной шириной получаемых по такой методе листов стали было несколько футов (то есть, порядка полметра, как максиму — до метра). Этого не хватало даже на половину двери, поэтому кузова состояли из огромного количества отдельных «кусочков», стыки между которыми прикрывали молдингами. Качество самой стали было также неравномерным, что снижало её штамповочные свойства.
Очень быстро стало ясно, что существующая технология для массового производства закрытых кузовов непригодна. Нужны были совершенно новые решения. Снова цитата Ледвинки:
«Со временем я увидел, что дальше продолжать в том же духе не представляется возможным. К 1924 или 1925 году у меня появилось множество новых, и намного более удачных, идей в отношении производства стальных кузовов. Так, закруглённые углы дверных и оконных проёмов позволили целиком штамповать соответствующие части кузова из одного листа металла с вытяжкой. Оказалось возможно даже всю боковину кузова отштамповывать за один технологический приём, сразу с проёмами окон и дверей, что обеспечивало точно соблюдение их геометрии. Точно так же мы научились штамповать и двери — вытягивать их из листа металла как одно целое, вместе с рамками стёкол. Такие двери имели стабильные размеры и легко входили в ответные проёмы кузова. В целом же подход был таким: полностью забыть о том, как были устроены кузова с деревянным каркасом, и строить технологию с нуля, в расчёте на максимальное использование свойств нового материала.
После того, как я изложил все эти идеи м-ру Бадду, первой его мыслью было: всё это хорошо, но где же мы возьмём столько стали, в особенности — больших листов, которые металлургия ещё не умела выдавать. Но мысли о новой технологии изготовления кузова меня уже не отпускали. Через несколько месяцев у нас состоялся новый разговор, и я сумел убедить м-ра Бадда дать мне хотя бы попробовать, пусть даже для того, чтобы примириться самим с собой. М-р Бадд дал своё добро на это. Первый кузов по новой технологии для седана «Додж» был изготовлен мной собственноручно. Он разжёг жгучий интерес у м-ра Бадда. Дело было в 1926 году.»

Внешне машина почти не отличалась от других седанов того времени. Только подойдя вплотную можно было заметить, что рельеф на боковине был образован не накладными молдингами, а отштампован вместе с самими панелями кузова. И это в те годы было очень круто. Фото: Википедия
А уже в 1928 году машина пошла в серию как Dodge Victory Six. В ней было реализовано огромное количество патентов Ледвинки, включая скруглённые углы дверных и оконных проёмов. Для того, чтобы обойти проблему с отсутствием листов подходящего размера, Ледвинка придумал сваривать один большой лист из нескольких маленьких выполненным по специальной технологии сплошным швом, который затем рихтовался. Он имел достаточную прочность и выдерживал штамповку в прессе.
Немало «ноу-хау» имелось и в процессе штамповки рамы, которая у этой машины была по сути интегрирована в кузов — почти как у более поздних автомобилей с несущими кузовами. Изобретения Ледвинки позволили радикально уменьшить количество деталей, из которых сваривался кузов, а значит — и количество швов сварки между ними. Это практически полностью решило проблему коробления кузовов при сварке в кондукторе и позволило свести к минимуму объём подгонки отдельных деталей. Впоследствии для соединения деталей кузова была применена более производительная и почти не дававшая коробления точечная сварка вместо газовой или дуговой.
Как говорят — если Форд, организуя сборку автомобилей на конвейере, насколько это было возможно приспосабливал технологию массового производства к существующим конструкции и методу изготовления кузова, то Ледвинка и Бадд для внедрения новой, более эффективной технологии произвели в конструкции и методах изготовления кузовов настоящую революцию.
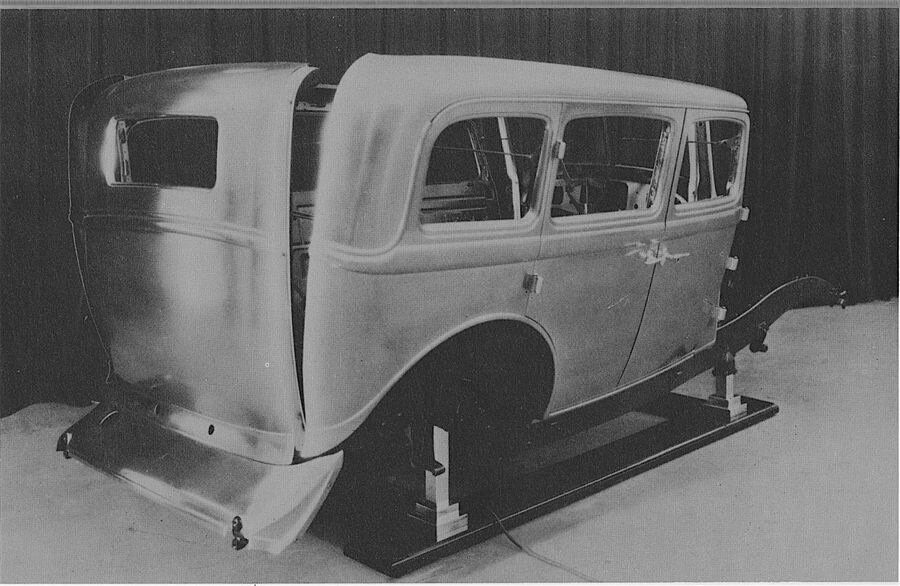
Фото: архивы Dodge Club в библиотеке AACA
Dodge Victory Six 1928 года снаружи выглядел абсолютно так же, как любой другой седан того времени, но внутри был радикально иным — это был полный и окончательный разрыв с существовавшими в те годы традициями кузовостроения. Был, конечно, и недостаток: оснастка для выпуска такого кузова стоила очень и очень дорого — на порядок дороже, чем для традиционного деревометаллического кузова. Но вложения в неё быстро окупались по мере производства, которое стало намного более быстрым и менее трудоёмким, а значит — стоимость конечного продукта резко снижалась, при этом его качества столь же резко повышались. В общем — чистый «вин» для любого производителя, который мог «потянуть» требуемый объём инвестиций.
Естественно, что в числе первых смогли себе позволить переход на цельнометалические кузова крупные производители из так называемой «большой детройтской тройки» — Ford Motor Company, General Motors и Chrysler Corporation, которая попросту купила марку «Додж» вместе со всеми её активами в том же 1928 году. Если до этого кузовостроение было трудоёмкой низкотехнологичной отраслью со сравнительно низким порогом входа — для организации выпуска нового автомобиля было достаточно вложения нескольких десятков тысяч долларов — то теперь оно трансформировалось в высокотехнологичную область с миллионными бюджетами, которые были по карману лишь самым крупным игрокам рынка. Все же остальные были безжалостно выметены с него конкуренцией.
Постепенно подтягивались к новым требованиям и металлурги. Во второй половине двадцатых годов начался переход на процесс непрерывной прокатки стали. Его внедрение на фабрике в Эшленде, штат Кентукки, позволило вместо 500-600 тонн листовой стали в месяц получать на том же предприятии 40 000 тонн. К 1940 году в США было 26 таких предприятий, за счёт чего стоимость металла упала с $135 за тонну в начале двадцатых до $60 за тонну в 1940. С 1932 года была решена и задача производства специального широкого стального листа, позволившего исключить производственный процесс сваривания заготовки из отдельных листов.
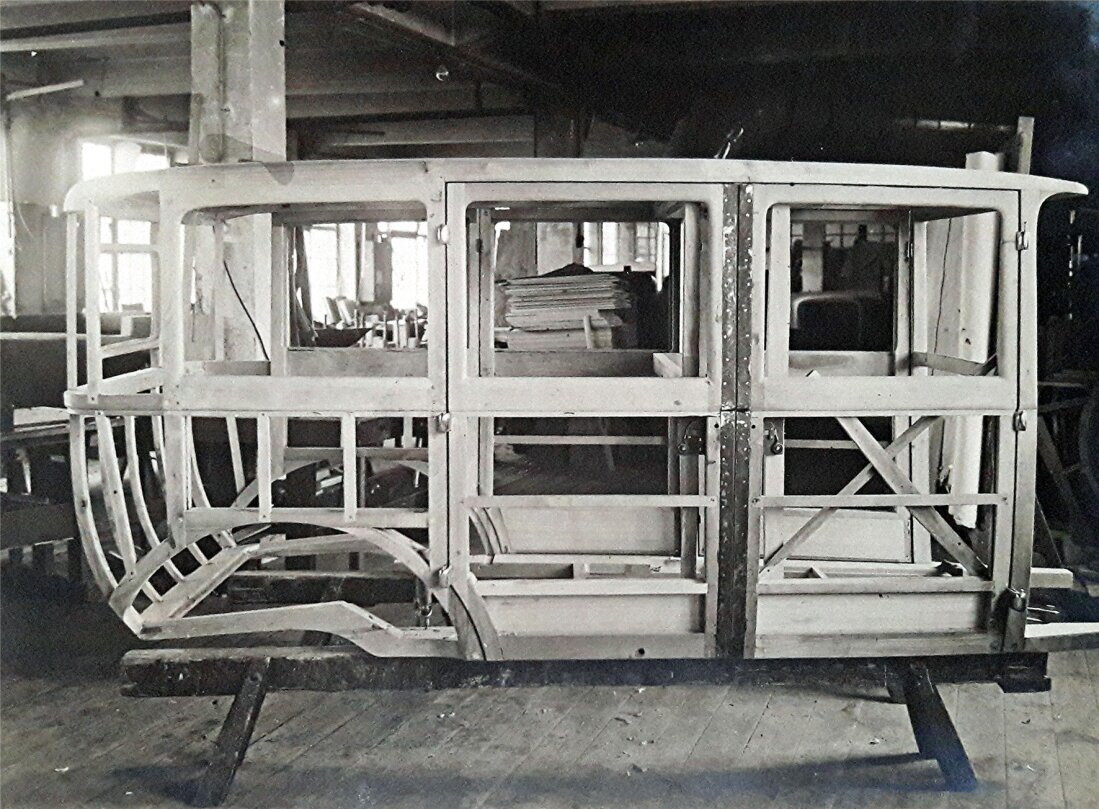
Характерный признак «баддовской» технологии — закруглённые углы внутренних панелей дверей и дверных проёмов. Такая деталь легко вынималась из штампа. Фото: https://hiddencityphila.org/2018/08/budd-company-an-industrial-icon-that-broke-the-mold/
Высокая стоимость оснастки для изготовления кузова резко повысила требования к его дизайнерской проработке. Собственно, само понятие автомобильного дизайна появилось именно в эти годы. Было введено в оборот макетирование автомобиля с целью демонстрации корпоративному менеджменту при принятии решения о вложениях в начало его массового производства.
Budd Company также не сидела на месте. На рубеже двадцатых и тридцатых годов коллега Ледвинки по фирме, инженер Джордж Келли, разработал процесс штамповки листового металла с глубокой вытяжкой в штампе, который позволил с недостижимой ранее лёгкостью и дешевизной получать очень сложные формы кузовных панелей. Именно после этого в Америке началась мода на «дутые», пухлые кузова, которую вскоре подхватил весь остальной мир:
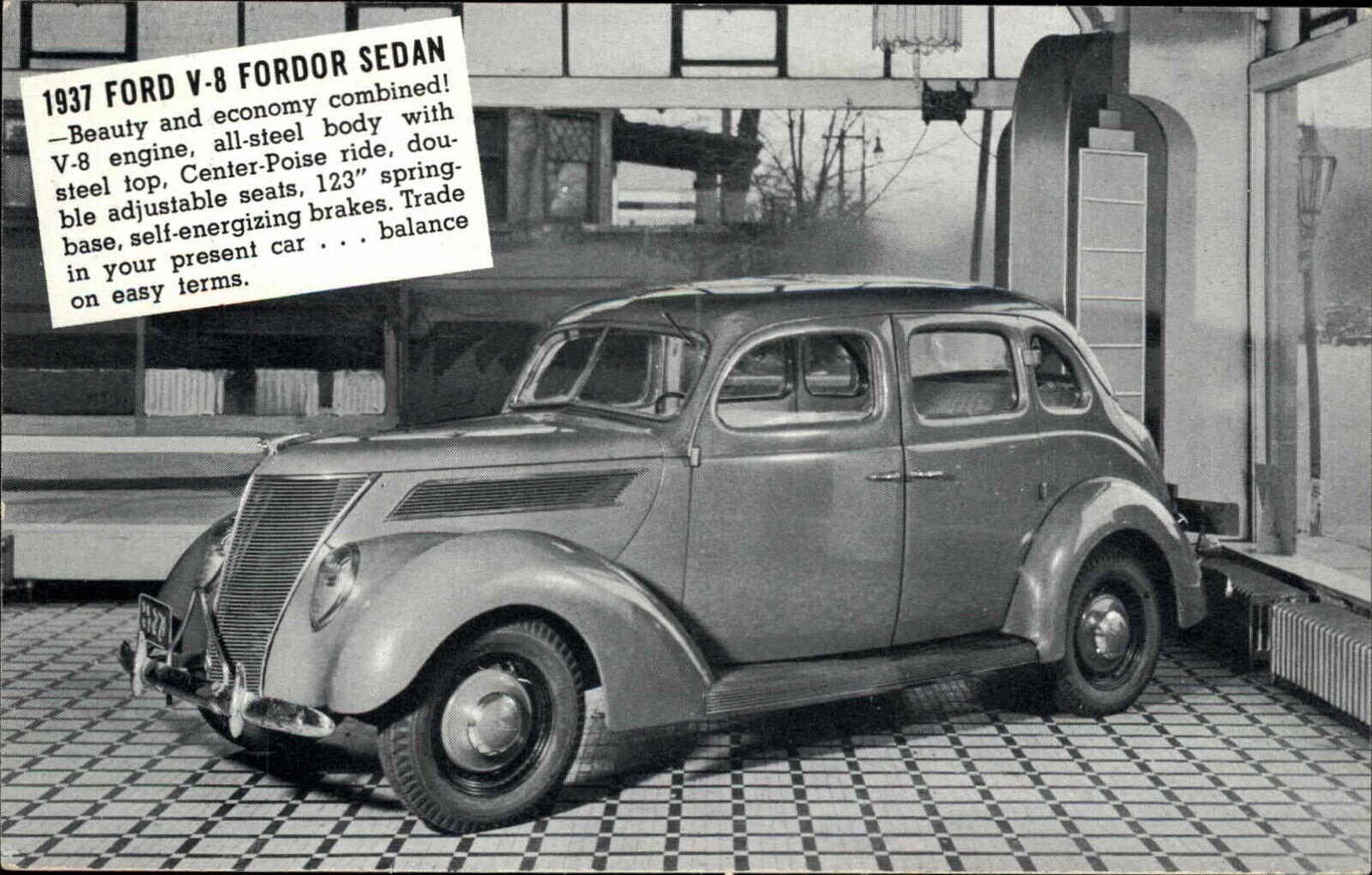
Если ещё недавно массовые заводские автомобили и дорогие малосерийные машины производства кузовных ателье внешне практически не отличались друг от друга, то теперь массовое производство получило «туза в рукаве»: уникальную форму кузова, воспроизвести которую по архаичным каретным технологиям было практически невозможно. Внезапно «ширпотребные» «Шевроле» и «Форды» стали выглядеть на порядок лучше и современнее, чем дорогие и роскошные автомобили с заказными кузовами. И уже кустарям из кузовных ателье пришлось срочно нагонять автозаводы, осваивая новые методы обработки металла с глубокой вытяжкой. Впрочем, в длительной перспективе они были обречены.

Фото GM Heritage Center, взято из статьи: https://theoldmotor.com/?p=165855
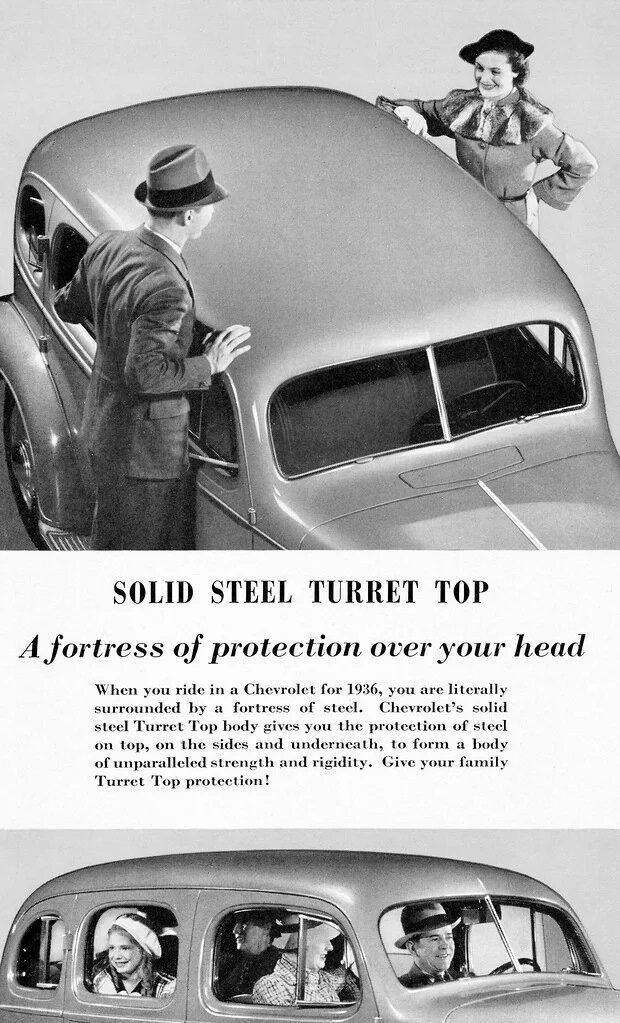
Следующей остановкой стала цельноштампованная металлическая крыша кузова, разработанная Budd Company в сотрудничестве с кузовостроительным подразделением General Motors, Fisher Body и получившая название «башенной крыши» — Turret Top. Впервые она была применена на «Олдсмобиле» в 1933 году, и вскоре распространена на весь модельный ряд компании:
В тридцатые годы фирма Budd продавала готовые кузова, оснастку для их выпуска или патенты на свои методы производства по всему миру. Именно ей, или её европейскими филиалами, были созданы несущие кузова для Citroёn 7CV / Traction Avant, Opel Kadett, Olympia и Kapitan.

Кузов «Эмки» ГАЗ М-1, созданный на основе технологий Ford Motor Company и Budd Company. Деревянным был только каркас вставки в крышу. Остальные фото: https://www.drive2.ru/l/515003825820532893/
Она же спроектировала и поставила оснастку для кузовов всех советских довоенных легковых автомобилей — ГАЗ М-1, ЗИС-101, КИМ-10. И ничего зазорного в этом я не вижу — у «Бадда» в те годы отоваривался весь мир. Это скорее разработка и постановка в производство кузова «Победы» только своими силами была вынужденной мерой, вызванной обстоятельствами 1943-1946 годов…
источник: https://dzen.ru/a/YPGjgzreQCK9UqP0





