
Статья с канала «DL24 | История авто» на яндекс-дзене от 23 июня 2021 года.
Вторая часть статьи была целиком посвящена отечественному автопрому. Теперь же настало время перейти к автомобильной промышленности других стран и посмотреть на то, как обстояли дела за рубежом.
Обстояли они, надо сказать, в огромной степени схожим образом:

Кое-как опаянный припоем шов на крыше 1973 Ford Mustang. Это именно заводской шов, он есть у всех машин, так всё и было задумано по технологии. Да ни один самый безрукий кустарь такого шедевра и не воспроизведёт при всём желании ) Всё равно поверх натянут винил — а если не видно, то и не стыдно: машины делают не для археологов будущего. Ситуация вполне типична для старых «американцев»
Пайка — это не особенность только лишь ГАЗовской технологии, так в те времена делали на всех автомобильных заводах по всему миру. Где-то больше, где-то меньше, но в целом технология была одна и та же. Собственно, многие технологические процессы на ГАЗе в те годы как раз имели иностранное происхождение. И искусство рихтовки и пайки кузовов на конвейере тоже было принесено к нам из-за рубежа.

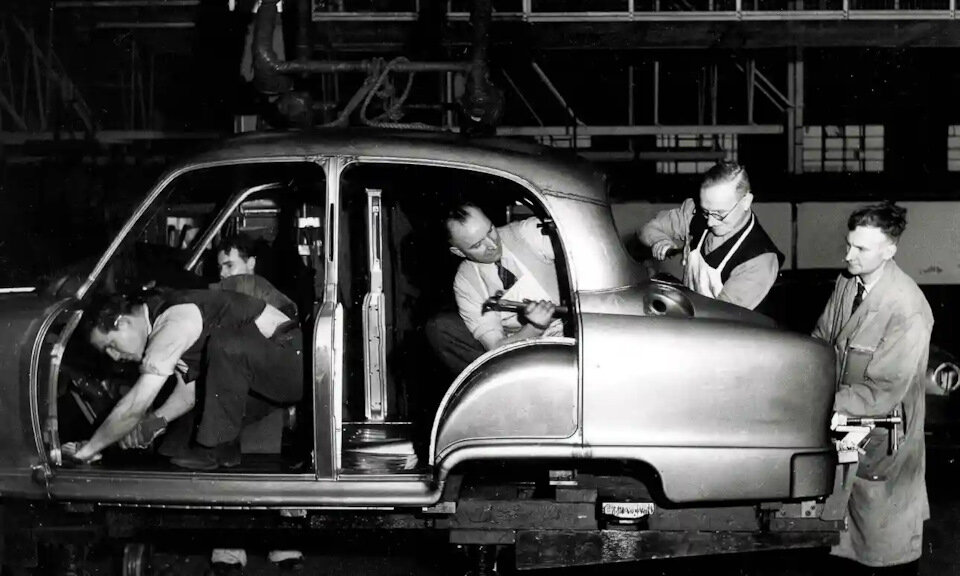
Подготовка кузова Morris Oxford к бонедризации (фосфатированию), начало пятидесятых годов. Кузов поступал на этот пост уже после участка пайки, и припоя (светлые пятна) на нём — ничуть не меньше, чем на наших автомобилях того же времени. Даже торцы дверей целиком пропаяны, вероятно — чтобы подкорректировать зазоры. Фото: PressClub Global
Да, технология с современной точки зрения несовершенная, сопряжённая с широким использованием ручного труда, но таков был общий уровень автомобильной промышленности того времени. Обойтись без опайки и при этом выдать кузов «товарного вида» было на тот момент практически невыполнимой задачей.
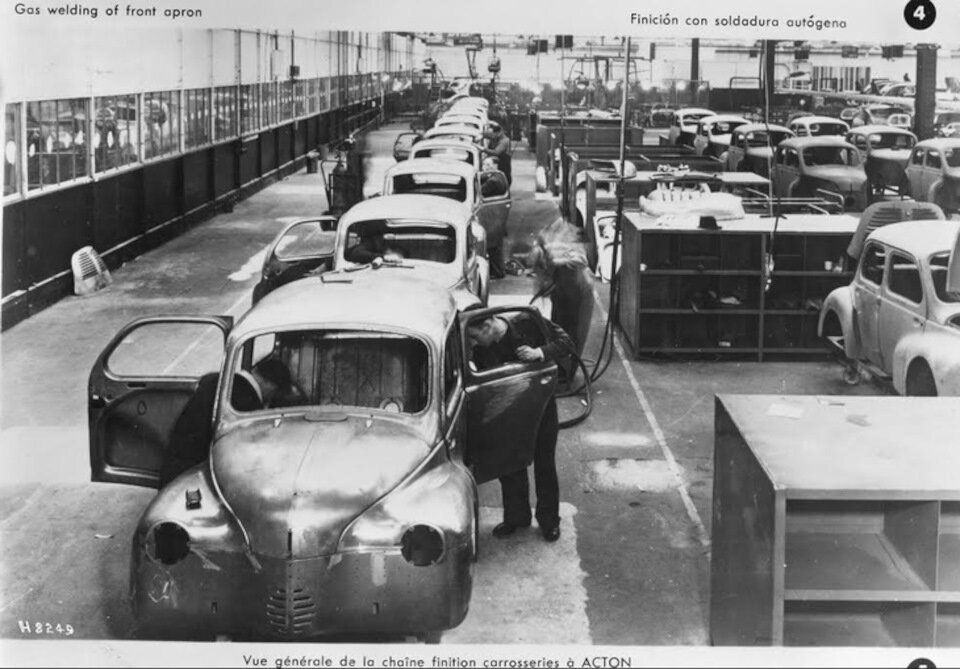
Завод Renault, линия окончательной отделки кузовов — опайка панели передка. Английский перевод названия (про газовую сварку панели передка) неправильный — чётко видны именно опаянные при помощи газовой горелки стыки на морде, оставшиеся от точечной сварки деталей за отбортовки. Причём в данном случае их не разравнивали «под ноль», а именно заполняли припоем для герметизации, на манер затирки стыков между кафельными плитками — так сказать, эконом-вариант технологии
Декоративная опайка швов и стыков кузовных панелей на машинах конвейерной сборки — это общемировой феномен, имевший место в эпоху, когда производство на автозаводах уже стало достаточно массовым, но технологии ещё были достаточно примитивны, а в головах людей всё ещё жили эстетические стереотипы и традиции эпохи конных экипажей и дорогих автомобилей, изготавливавшихся по индивидуальным заказам. То есть, примерно с середины двадцатых — начала тридцатых и до конца пятидесятых — начала шестидесятых, с эпизодическими «рецедивами» вплоть до восьмидесятых годов XX века.
До этого либо производство автомобилей было штучным и по определению велось с широким применением ручного труда, либо эстетике вообще не уделяли большого внимания (Ford T). После этого увеличение масштабов выпуска автомобилей, совершенствование их конструкции и технологии производства, а также смена эстетических стереотипов публики сделали опайку кузова устаревшей, хотя к ней всё равно время от времени прибегали.
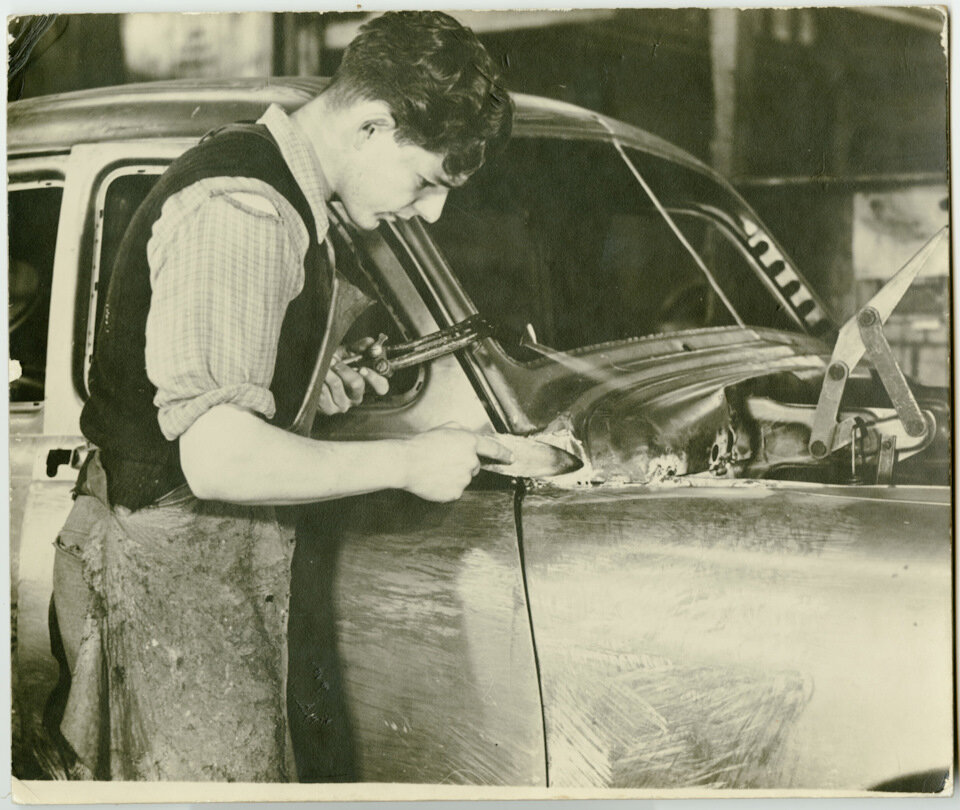
Опайка швов кузова Standard Vanguard на заводе Motor Assemblies в Крайстчерче, 1949 год. Фото: Christchurch City Libraries
Молодой человек очень увлечён своим делом и, видимо, даже не подозревает, что пары свинца довольно-таки вредны для молодого организма. Техника безопасности и уровень охраны труда в сороковые-пятидесятые годы, увы, хромали на обе ноги во всех странах.

В Великобритании и её доминионах традиция опайки кузовов припоем была крепко укоренена и прожила очень долго. Последний пример её использования на серийной машине — кажется, недавно снятый с производства Bentley Mulsanne. Фото: Christchurch City Libraries
Все американские автомобили тридцатых — начала пятидесятых годов практически в обязательном порядке имели опаянные швы кузова. В большем или меньшем количестве. Видимо, последний пример широкого использования припоя в массовом американском автопроме — это автомобили «плавникового стиля», у которых, в частности, опаивались по швам свинцово-оловяным или латунным припоем как раз плавники, бывшие тем ещё геморроем для технологов кузовного производства. Но в ограниченных количествах американцы применяли пайку припоем ещё очень долго — как минимум до восьмидесятых годов. Причём чем дороже была машина — тем, как правило, больше на ней было припоя, что обуславливали сравнительно малые объёмы выпуска и высокий уровень требований ко внешнему виду кузова. Больше всего его использовали на малосерийных машинах люксовых марок.
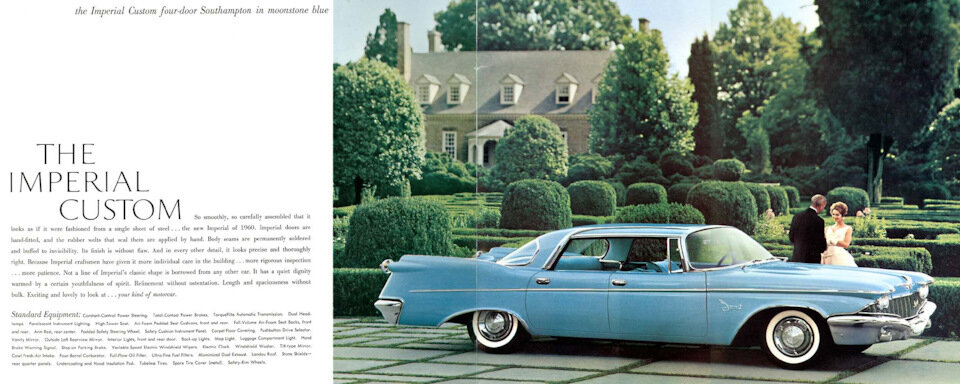
Body seams are permanently soldered and buffed to invisibility
Imperial, люксовое подразделение корпорации Chrysler, ещё в 1960 году упоминало полную ручную опайку и шлифовку швов в рекламе в качестве одного из ключевых преимуществ своей продукции.

Kaiser Henry J: довольно-таки безобразные швы на передних крыльях оставлены без какой-либо отделки. Бюджетная машина, чего вы хотите… На ГАЗ-21 швы похожи по конфигурации, но всё же опаяны, а вот на Москвичах делали точно так же
Практически у всех американских автомобилей выпуска как минимум до второй половины пятидесятых годов передние крылья тоже были сварены из двух-трёх элементов. Разница могла быть лишь в том, опаивались ли швы, или же так и оставались «на показ». Причём голые швы были принаком бюджетности автомобиля.

Chevrolet 1951 года: поаккуратнее, но швы всё равно заметны. А за год до этого опаивали…
«Шевроле» опаивал швы передних крыльев на моделях 1949 и 1950 годов, но прекратил это делать с 1951, вероятно — в качестве меры экономии в связи с Корейской войной (которая вообще довольно сильно ударила по американскому автопрому из-за возникшего дефицита металлов и прочих ресурсов, пошедших на оборонные проекты).

Проёмы дверей кузова Шевроле моделей 1949-54 годов с опайкой оловом (слева, жёлтая машина) и без опайки (справа, голубая машина). Скорее всего, опайка шла в более дорогих комплектациях, и стоила покупателю немалый доплаты
То же самое касается и проёмов дверей: они могли как полностью опаиваться, как на горьковских машинах тех лет, так и оставляться с совершенно голыми швами. Это было чистой воды экономией, к тому же, оставленные без защиты швы довольно быстро начинали подвергаться коррозии, поскольку других способов их герметизации не существовало, и даже грунтовка при принятых в те годы способах её нанесения попадала внутрь них плохо, так что в глубине стыка металл зачастую оставался совершенно ничем не защищённым. В результате машина с неопаянными швами в проёмах дверей начинала терять товарный вид намного раньше.
Опять Standard Vanguard, но более поздней модели, сборка на заводе в Ковентри, 1953 год. Рихтовка молоточками перед пайкой. Вы не смотрите, что пока кузовок страшноват — швы в проёмах дверей, на арках задних колёс и задней стойке крыши впоследствии пропаяют, и будет пЭрсик. Фото: Popperfoto/Getty Images
Однако, технологии автомобилестроения не стояли в те годы на месте — как «у них», так и «у нас». Во второй половине пятидесятых появилась первая альтернатива припою — наплавляемые пластические массы. Работа с ними была во многом похожа на пайку — поверхность кузова разогревали горелкой и напыляли на него порошкообразную пластмассу, которую затем разравнивали шпателем и шлифовали шкуркой. Но процесс уже стал более быстрым, не столь капризным, а главное — намного менее вредным для здоровья рабочих по сравнению с пайкой.

Пистолет-распылитель для нанесения на кузов пластической массы. Эта технология пришла на смену пайке припоем и на какое-то время была основным способом герметизации швов сварки и стыков панелей
Да и с точки зрения защиты от коррозии, которая часто наблюдается под слоем олова (олово — в отличие от цинка — даёт с железом гальваническую пару, в которой коррозией разрушается именно железо, так что если внутрь заполненного припоем шва начинает попадать вода — жди беды; да и использовавшийся при опайке флюс мог в нём оставаться и провоцировать коррозию), химически инертная к металлу кузова пластмасса была намного предпочтительнее.
В частности, в СССР в начале шестидесятых годов началось внедрение вместо припоя напыляемой пластической массы ТПФ-37 (иногда называется также мастикой, но это не вполне корректно). Она выпускалась в виде порошка и наносилась методом газопламенного напыления. Большинство кузовов «Волг» ГАЗ-21 позднего выпуска обработаны именно этим материалом, а не припоем.
Для той же цели могли использоваться и всевозможные наплавляемые пластмассы и мастики на основе поливинилхлорида, например, использовавшаяся на АвтоВАЗе пластизолевая уплотнительная мастика Д-4А или наплавляемые пластмассы и мастики, использовавшиеся на заводах Chrysler в конце шестидесятых — семидесятых годах; и тому подобные уплотнительные материалы.
Ещё одной альтернативой свинцово-оловяному припою была пайкосварка твёрдыми припоями — латунным или бронзовым, причём этот процесс со временем удалось автоматизировать, так что последующая обработка шва оказалась сведена к минимуму.

Dodge Challenger: уродливые швы спрятаны под красивыми накладками. Видно швы? Нет. Что ещё надо?
Более того: со временем меняется сама философия проектирования кузова автомобиля.
От декоративной маскировки швов и стыков, даже на лицевых поверхностях, во многих случаях принципиально отказываются, вместо чего им просто стараются придать более-менее приличный внешний вид и ориентацию, согласованную с обводами автомобиля, либо перекрывают их декоративной накладкой. Такое их оформление вполне неплохо вписывалось в общую технократическую эстетику угловатых автомобилей шестидесятых и семидесятых годов. В ряде случаев швы и стыки панелей даже стало можно рассматривать как своего рода декоративные элементы, сознательно использованные дизайнерами для членения поверхности кузова и корректировки его пропорций.

Швы на стойках, швы на колёсных арках и порогах, швы на крыльях, швы вокруг панели крыши…
Настоящим «манифестом» этого направления стал английский Mini 1959 года, у которого практически все швы кузова были выполнены за торчащие наружу отбортовки деталей, без какой-либо попытки хоть как-то их замаскировать.
На «Волге» ГАЗ-24 передние крылья тоже были сварены из нескольких частей, но швы эти спрятаны под хромированными «очками» фар, и снаружи не видны. На ней же швы между задним крылом и задней стойкой крыши оставлены без отделки, а расположенный чуть выше шов между стойкой и «скальпом» крыши — прикрыт накладкой (от которой отказались на более поздних «Волгах»). И таких остроумных находок конструкторов-кузовщиков и технологов было великое множество, и на наших машинах, и на иномарках.

Цельноштампованная боковина: нет стыков между деталями — нет проблем ! А те, что есть — или не видны снаружи, или спроектированы так, что внешний вид сильно не портят
Боковины кузовов становятся цельноштампованными, без стыков между отдельными элементами, а их сварочные швы выполняют точечной сваркой по фланцам деталей, используя получившееся в результате соединения фланцев ребро для установки уплотнителей проёмов дверей. Такой боковине опайка уже не была нужна — гладкая лицевая поверхность проёмов достигалась как бы сама собой, за счёт их более совершенной конструкции, а все швы и стыки были аккуратно прикрыты уплотнителями и накладками. Заодно за счёт перехода на более совершенный уплотнитель резко улучшилась герметизация дверных проёмов.

Подход шестидесятых годов: сварим всё точечной сваркой за фланцы, и пофиг как выглядят швы. У нас массовое производство, а не ремесленная мастерская!
В эпоху массового производства автомобилей изменилось, став более терпимым, и отношение потребителя к оставленными без отделки грубым швам и прочим следам технологии изготовления кузова — их перестали воспринимать как халтуру. Ставшему более доступным автомобилю прощали эстетические огрехи. На «Жигулях», сделанных по фиатовской технологии, таких «голых» швов очень много, и к тому времени это уже никого особо не беспокоило (зато их за год делали не 50-60 тысяч, как более аккуратных «Москвичей», а более полумиллиона, и это компенсировало любые визуальные огрехи):

Даже проблему уязвимости швов к коррозии удалось частично решить — кузова на заводе стали фосфатировать погружением и грунтовать в ванне методом электроосаждения (электрофорезное грунтование). При этом грунт попадал даже в тонкие щели стыков между сваренными друг с другом точечной сваркой кузовными панелями, обеспечивая приемлемую защиту от коррозии.

ГАЗ-24, заводской шов между проёмом задней двери и задним крылом

Функционально точно такой же шов на 1965 Ford Mustang
Так же делали и на массовых иномарках. Хотя на дорогих малосерийных машинах, вроде Mercedes-Benz 600 W100 (это не бандисткая «тачка» из девяностых, а роскошный лимузин из шестидесятых и семидесятых годов), опайку швов на лицевых поверхностях кузовных панелей по старой памяти продолжили делать.
На эту тему хорошо написал ещё Юрий Долматовский в своей книге «Беседы об автомобиле» 1976 года:
«Человеку, пользующемуся машиной, в общем, все равно, каким способом она изготовлена, лишь бы она была недорогой и хорошо служила. Но наш современник так уж воспитан, что он дает положительную оценку той конструкции, в которой с первого взгляда видны совершенство технологических методов, остроумные решения деталей, способов их соединения.
Есть, например, автомобильные кузова, на которых не видно сварочных швов. Это красиво. Но это означает, что при изготовлении кузова затрачено много труда (и повышена цена машины).
Лучше, если конструктор не побоится оставить видимыми стыки отдельных панелей, поработав над таким их расположением и конфигурацией, чтобы они «читались».
Так и сделаны современные автомобили.»
Последняя фраза остаётся актуальной по сей день, хотя конечно в целом технология штамповки и сварки кузовов стала на несколько порядков более совершенной.

Роботы наносят шовный герметик на кузова «Ауди», делая ту же самую работу, которую семьдесят лет назад выполняли вручную паяльщики с лопаткой, горелкой и стержнем припоя — изолируя сварные швы и стыки панелей от окружающей среды. Технология штамповки и сварки, конечно, продвинулась вперёд, но не до такой степени, чтобы отказаться от этого техпроцесса. Давайте, расскажите мне офигительную историю про плохое качество штамповки у ВАГа и 70 килограммов маскирующего его шовного герметика… Фото: Audi Media Center
Наконец, ближе к восьмидесятым годам стали появляться синтетические шовные герметики — сначала на нитрилкаучуковой основе, а затем и полиуретановые. Они наносились на кузов в холодном виде и застывали в плотную резиноподобную массу, хорошо герметизирующую сварочные швы и стыки панелей. В настоящее время на передовых предприятиях нанесение шовного герметика в заводских условиях осуществляется автоматизированной линией со специальными роботами-манипуляторами.
Правда, одной из последних новинок технологии кузовного производства стали… паяные швы крыши — этот процесс внедрён «Фольксвагеном» и другими серьёзными компаниями на их новых моделях. Но, естественно, сегодня он осуществляется на совершенно новом уровне — при помощи лазерного луча и латунного припоя:

Фото: журнал «За рулём»
Более того, пайка или пайкосварка латунью сейчас довольно широко используется в силовых местах автомобильных кузовов. Связано это с тем, что современные кузова начинают делать из так называемых высокопрочных, в том числе легированных, сталей, многие из которых являются ограниченно свариваемыми, то есть, требуют для своей сварки локального прогрева и прочих операций, неприемлемых при массовом производстве.
И в конце — немного выводов:
1) Целиком лужёных кузовов не было (если этого кто-то ещё не понял). Припой использовался локально и очень дозировано, а не для покрытия всей поверхности кузова.
2) Основное назначение опайки припоем — герметизация и маскировка выполненных «внахлёст» или «за фланцы» сварочных швов и стыков на лицевых частях кузовных панелей. Всё остальное на серийной машине, даже сороковых-пятидесятых годов, сугубо вторично и эпизодично.
Припой в основном использовался заводом не «вместо шпаклёвки» — а как раз там, где шпаклёвка не могла быть применена, для решения задач, которые сегодня решаются шовными герметиками и подобными материалами. И на заводских машинах припой был именно там, где он был нужен по технологии.
3) Проёмы дверей и сварочные швы опаивали для повышения эстетических и прочих потребительских качеств кузова, чего при тогдашнем уровне заводской технологии и принятых в те времена конструктивных решениях достичь без этого было невозможно.
Так что в сороковые и пятидесятые годы наличие олова на кузове было безусловно лучше, чем его отсутствие — это улучшало внешний вид кузова, а в какой-то степени и повышало стойкость швов к коррозии в кратковременной перспективе. Нарекания вызывало только откровенно избыточное количество припоя, когда из него начинали «лепить» саму поверхность кузова, чем грешили в основном малосерийные производители и ремонтные мастерские.
И лишь со временем, после появления более эффективных конструктивных и технологических решений тех же проблем, пайка как таковая превратилась в символ технологической отсталости. Тем не менее, как показывает практика, и после этого технологи автомобилестроительного производства очень быстро «вспоминали» о пайке, как только речь заходила о решении каких-то нестандартных задач — пусть она и применялась в единичных технологических операциях.
4) Технология производства кузова «Победы» с 1949 года и «Волги» ГАЗ-21 была в целом на уровне своего времени, то есть, по современным меркам (!) «кривыми, косыми и облитыми припоем» примерно в одинаковой степени были кузова всех серийных автомобилей тех лет, любых производителей. Где-то припоя было больше, где-то меньше, но именно так выглядела заводская технология тех лет.
Со временем технология совершенствовалась и количество припоя постоянно уменьшалось, пока с ноября 1962 года ГАЗ вообще не отказался от использования припоя на валовых машинах, отчасти заменив пайку на более совершенную и производительную технологию газопламенного напыления пластмассы. По современным меркам тоже довольно несовершенную, но более прогрессивную и эффективную по сравнению с пайкой. Припой остался только на малосерийной продукции вроде «Чаек», потому что там сохранялся курс на полную маскировку всех швов и стыков.
При этом нет оснований и для того, чтобы считать использование припоя признаком заведомо более высокого качества кузова. Эти вещи вообще не пересекаются друг с другом, то есть, мнение, что «раз припоем выводили только кузова представительских машин, то это круто и эффективно» — тоже не верно.
Просто есть такие задачи, которые могут быть (или как минимум — могли быть в те годы) решены только с помощью пайки припоем — вроде того же заполнения шва крыши, который находится на виду и требует высоких механических качеств заполняющего его материала, поскольку в этом месте любой кузов «играет» при движении автомобиля. Если такие задачи ставились — в технологии изготовления задействовалась пайка, мягким (свинцово-оловянистым) или твёрдым (латунным) припоем. Если нет — без неё обходились.
5) Выполнявшуюся в прошлом при помощи припоя задачу герметизации сварочных швов и стыков панелей сегодня частично выполняют при помощи шовного герметика и подобных материалов, либо вообще не выполняют обработки таких элементов, потому что и так сойдёт, и вроде как выглядит неплохо, хотя устраивает такой подход и не всех:

Шов точечной сварки на крыше современного автомобиля, на заводе обработанный герметиком. В отличие от опаяных швов на старых машинах, точки сварки всё-же проступают. В общем — не шедевр эстетики, но сегодня и отношение к автомобилю не такое, как в сороковые-пятидесятые годы — намного более потребительское

Заводские штамповка, сварка и герметизация шва на современном автомобиле. Suzuki Jimny, сборка Япония, не бит не крашен
Технология массового производства в автомобилестроительной отрасли находится в состоянии непрерывного совершенствования. И происходило это и за рубежом, и у нас — не везде и не во всём, конечно, равномерно.
То, что было нормой жизни и неизбежной производственной необходимостью в сороковые-пятидесятые годы, вроде опайки проёмов кузова двухмиллиметровым слоем припоя, с современной точки зрения, выглядит как дикость и варварство — потому что за прошедшие более полувека научились делать лучше, быстрее, дешевле. Не из-за того, что предки были глупее нас или с руками из одного места, а потому, что появились новые идеи, материалы, технологии.
Поэтому надо рассматривать такие вещи в контексте своего времени (а для этого этим контекстом нужно, увы, в достаточной степени владеть — на чём спотыкается огромное большинство пишущих по теме авторов), не сравнивая несравнимое — например, точность изготовления, геометрию панелей и количество ручных операций по доводке кузова на той же «Победе» и современной иномарке. А также понимать разницу между производством штучным, мелкосерийным и массовым, и не приписывать технологии, свойственные одному из них, другому, в котором они неприменимы (ещё один камень преткновения).
Ну и, конечно же, аккуратно работать с источниками, проверять сведения, а не слепо копировать у других. Тогда и не будет возникать идиотских мифов.
источник: https://dzen.ru/a/YNNVVvi5NQUApq5y





